


diabolov
-
Posts
31 -
Joined
-
Last visited
Never
Content Type
Forums
Events
3D Prints
Posts posted by diabolov
-
-
Thank you.
It's an X18, the tall one, they bought it before I started otherwise they would have an Ultimaker instead!
I think I'll do a trial to see what happens..
Mark
-
Hi all,
In my last job I got them to buy an Ultimaker, which I was allowed to keep when I was made redundant....
I'm now working for a new company but they have a Makerbot plus the software that goes with it. my question is can I use all the settings in cura to control the makerbot such as advanced, expert and the skirt feature or will that be left out when it writes the makerbot G code?
Regards
Mark
-
Thanks all for the helpful replies.
I will let you know how it goes.
Regards
Mark
-
Hi all,
Could do with a few pointers.
I'm going to take my ultimaker 1 home from work. Any suggestions about things I should collapse or remove to make a 2 hour commute on a train in rush hour and a 2 mile walk the other end a little less of a problem.
Thanks
Mark
-
The little tab on the figurine jar belongs to this company
might be sold via them.
-
That's good to know.
Thanks
I would like to say well done on an outstanding product, I have just recommended Cura to someone on another forum with a different printer as I feel that Cura is the most straight forward and easiest to use.
Regards
Mark
-
Thanks Daid
-
Hi Daid,
Like everyone else I love Cura and each version gets better and better BUT one thing hasn't changed and that is the print by USB interface Could it be possible to improve this to at least include a dual head option or reconise its a two colour print. I don't get on with the sd card and controller and I'm sure others don't. I don't see any differance in quality between printing via USB and SD card I just find it easier to do it all from one computer.
Way back at cura 12.8 or maybe before it came with printrun which I think is a nice easy to use and see whats going on interface but had plenty of options to tinker with pre printing ( i use it to set up the printer, check its movement etc ) but it also lacks a two printhead option.
Regards
Mark
-
Hi All
just a quick question. I have a UM1 and I updated to Cura 13.11.2 should I update
Marlin as well or is this just for UM2 users with the changes that are listed in it?
Regards
Mark
-
Hi all,
I've not had any problems because I don't have a glass plate on my printer BUT this sort of looked familiar....and I think the problem could be along these lines.....
From the Miele ceramic hob operating instructions.
''Do not allow either solid or liquid sugar or pieces of plastic or aluminium foil to get on to the ceramic hob when it is hot. If this is allowed to cool before the hob has been cleaned, the ceramic surface will be susceptible to pitting or even cracking.''
So if you allowed the glass plate (hob) to cool before removing the print (Sugar/plastic) then it binds to the glass and removal causes the pitting. The use of the glue stick could be acting like a barrier between the glass and the PLA/ABS so some people don't have the problem but as you printed direct onto glass it's stuck!
I have a large glass plate I use as a flat bed for making the models on. I get superglue on it at times and when I try to scrap it off with a scalpel sometimes a small bit of glass comes with it, more often then not it just scrapes off.
Anyway it's something to think about.
Regards
Mark
-
Hi Jimmy D
I'm an in-house architectural model maker and I use various programmes to achieve the end result in MY work line. I have used MicroStation for years and I am most comfortable with that but here at work drawings are produced in AutoCAD ( could never get on with it!) so I use both programmes to resolve issues switching and saving between the two then using Rhino to refine and save as .stl for printing.
The architects are starting to use Revit here too and we did try to export directly as a .stl but we had issues with what was required for printing and what Revit produced, so I had to redraw it in Rhino. Admittedly we've only tried this once and I'm sure there is a resolve but because of time we can't expect every architect to be trained in the ways of drawing for 3D printing so for the moment it's easier and quicker for them to send their stuff as .dwg to me and I work the magic with AutoCAD, MicroStation, Rhino and Cura to produce the parts I need for my models.
As Daid says it's what works for you and what achieves the best results for you.
Regards
-
same here,
Also tried right click toolpath print via USB and no print dialog box either.
Hope this is what you're after..
Loading # from disk...
Reading mesh from binary blob with 84012 vertexes
Loaded from disk in 0.016s
Analyzing and optimizing model...
Face counts: 28004 -> 27871 99.5%
Vertex counts: 84012 -> 13942 16.6%
Optimize model 0.047s
Slicing model...
Sliced model in 0.297s
Generating layer parts...
Generated layer parts in 0.156s
Generated inset in 1.187s
Generated up/down skin in 2.172s
Loading ## from disk...
Reading mesh from binary blob with 39624 vertexes
Reading mesh from binary blob with 44388 vertexes
Loaded from disk in 0.000s
Analyzing and optimizing model...
Face counts: 13208 -> 13160 99.6%
Vertex counts: 39624 -> 6582 16.6%
Face counts: 14796 -> 14728 99.5%
Vertex counts: 44388 -> 7368 16.6%
Optimize model 0.046s
Slicing model...
Sliced model in 0.266s
Generating layer parts...
Loading ## from disk...
Reading mesh from binary blob with 39624 vertexes
Reading mesh from binary blob with 44388 vertexes
Loaded from disk in 0.015s
Analyzing and optimizing model...
Face counts: 13208 -> 13160 99.6%
Vertex counts: 39624 -> 6582 16.6%
Face counts: 14796 -> 14728 99.5%
Vertex counts: 44388 -> 7368 16.6%
Optimize model 0.047s
Slicing model...
Sliced model in 0.266s
Generating layer parts...
Loading ## from disk...
Reading mesh from binary blob with 39624 vertexes
Reading mesh from binary blob with 44388 vertexes
Loaded from disk in 0.000s
Analyzing and optimizing model...
Face counts: 13208 -> 13160 99.6%
Vertex counts: 39624 -> 6582 16.6%
Face counts: 14796 -> 14728 99.5%
Vertex counts: 44388 -> 7368 16.6%
Optimize model 0.047s
Slicing model...
Loading ## from disk...
Reading mesh from binary blob with 39624 vertexes
Reading mesh from binary blob with 44388 vertexes
Loaded from disk in 0.015s
Analyzing and optimizing model...
Face counts: 13208 -> 13152 99.6%
Vertex counts: 39624 -> 6578 16.6%
Face counts: 14796 -> 14704 99.4%
Vertex counts: 44388 -> 7356 16.6%
Optimize model 0.047s
Slicing model...
(<type 'exceptions.IOError'>, IOError(13, 'Permission denied'), <traceback object at 0x04D8FDC8>)
>>Traceback (most recent call last):
>> File "C:\Program Files (x86)\Cura_13.09-PreRelease\python\lib\runpy.py", line 162, in _run_module_as_main
>> "__main__", fname, loader, pkg_name)
>> File "C:\Program Files (x86)\Cura_13.09-PreRelease\python\lib\runpy.py", line 72, in _run_code
>> exec code in run_globals
>> File "C:\Program Files (x86)\Cura_13.09-PreRelease\Cura\cura.py", line 71, in <module>
>> main()
>> File "C:\Program Files (x86)\Cura_13.09-PreRelease\Cura\cura.py", line 41, in main
>> printWindow.startPrintInterface(options.printfile)
>> File "Cura\gui\printWindow.py", line 95, in startPrintInterface
>> printWindowHandle = printWindow()
>> File "Cura\gui\printWindow.py", line 204, in __init__
>> self.temperatureHeatUp = wx.Button(self.temperaturePanel, -1, int(profile.getProfileSettingFloat('print_temperature')) + 'C')
>>TypeError: unsupported operand type(s) for +: 'int' and 'str'
>>Traceback (most recent call last):
>> File "C:\Program Files (x86)\Cura_13.09-PreRelease\python\lib\runpy.py", line 162, in _run_module_as_main
>> "__main__", fname, loader, pkg_name)
>> File "C:\Program Files (x86)\Cura_13.09-PreRelease\python\lib\runpy.py", line 72, in _run_code
>> exec code in run_globals
>> File "C:\Program Files (x86)\Cura_13.09-PreRelease\Cura\cura.py", line 71, in <module>
>> main()
>> File "C:\Program Files (x86)\Cura_13.09-PreRelease\Cura\cura.py", line 41, in main
>> printWindow.startPrintInterface(options.printfile)
>> File "Cura\gui\printWindow.py", line 95, in startPrintInterface
>> printWindowHandle = printWindow()
>> File "Cura\gui\printWindow.py", line 204, in __init__
>> self.temperatureHeatUp = wx.Button(self.temperaturePanel, -1, int(profile.getProfileSettingFloat('print_temperature')) + 'C')
>>TypeError: unsupported operand type(s) for +: 'int' and 'str'
Loading ## from disk...
Reading mesh from binary blob with 39624 vertexes
Reading mesh from binary blob with 44388 vertexes
Loaded from disk in 0.016s
Analyzing and optimizing model...
Face counts: 13208 -> 13156 99.6%
Vertex counts: 39624 -> 6580 16.6%
Face counts: 14796 -> 14724 99.5%
Vertex counts: 44388 -> 7366 16.6%
Optimize model 0.046s
Slicing model...
Sliced model in 0.188s
Generating layer parts...
Generated layer parts in 1.109s
Generated inset in 1.547s
Generated up/down skin in 1.610s
Loading # from disk...
Reading mesh from binary blob with 84012 vertexes
Loaded from disk in 0.000s
Analyzing and optimizing model...
Face counts: 28004 -> 27871 99.5%
Vertex counts: 84012 -> 13942 16.6%
Optimize model 0.047s
Slicing model...
Sliced model in 0.297s
Generating layer parts...
Generated layer parts in 0.156s
Generated inset in 1.188s
Generated up/down skin in 2.172s
Loading ## from disk...
Reading mesh from binary blob with 39624 vertexes
Reading mesh from binary blob with 44388 vertexes
Loaded from disk in 0.016s
Analyzing and optimizing model...
Face counts: 13208 -> 13160 99.6%
Vertex counts: 39624 -> 6582 16.6%
Face counts: 14796 -> 14728 99.5%
Vertex counts: 44388 -> 7368 16.6%
Optimize model 0.046s
Slicing model...
Sliced model in 0.266s
Generating layer parts...
Loading ## from disk...
Reading mesh from binary blob with 39624 vertexes
Reading mesh from binary blob with 44388 vertexes
Loaded from disk in 0.000s
Analyzing and optimizing model...
Face counts: 13208 -> 13160 99.6%
Vertex counts: 39624 -> 6582 16.6%
Face counts: 14796 -> 14728 99.5%
Vertex counts: 44388 -> 7368 16.6%
Optimize model 0.046s
Slicing model...
Sliced model in 0.266s
Generating layer parts...
Loading ## from disk...
Reading mesh from binary blob with 39624 vertexes
Reading mesh from binary blob with 44388 vertexes
Loaded from disk in 0.015s
Analyzing and optimizing model...
Face counts: 13208 -> 13160 99.6%
Vertex counts: 39624 -> 6582 16.6%
Face counts: 14796 -> 14728 99.5%
Vertex counts: 44388 -> 7368 16.6%
Optimize model 0.047s
Slicing model...
Sliced model in 0.266s
Generating layer parts...
Traceback (most recent call last):
File "Cura\gui\sceneView.py", line 645, in <lambda>
self.Bind(wx.EVT_MENU, lambda e: self._deleteObject(self._focusObj), menu.Append(-1, _("Delete object")))
File "Cura\gui\sceneView.py", line 525, in _deleteObject
self._scene.remove(obj)
File "Cura\util\objectScene.py", line 134, in remove
self._objectList.remove(obj)
ValueError: list.remove(x): x not in list
Loading ## from disk...
Reading mesh from binary blob with 39624 vertexes
Reading mesh from binary blob with 44388 vertexes
Loaded from disk in 0.015s
Analyzing and optimizing model...
Face counts: 13208 -> 13156 99.6%
Vertex counts: 39624 -> 6580 16.6%
Face counts: 14796 -> 14724 99.5%
Vertex counts: 44388 -> 7366 16.6%
Optimize model 0.047s
Slicing model...
Sliced model in 0.188s
Generating layer parts...
Generated layer parts in 1.140s
Generated inset in 1.594s
Generated up/down skin in 1.594s
0
0
0
0
1
1
1
1
2
-
What firmware version shows on your ulticontroller?
Mine is Ultimaker 13.03
March 1 2013 12:34:53
just checking that mine is operating as it should.
Rergards
-
Ok, got the link now via 3dcases' posting. Will give it a go too.
Thanks
-
Hi Daid,
Thanks for your reply unfortunately the link seems broken as I get an error 404 ''the server cannot find the requested page ''
Regards
-
Ok, so i bought it, installed it, reloaded it, upgaded it and calibrated it. Tested original printhead to see if it was the same as before (I was getting some very nice prints) and so far all back to normal. So now what about the second printhead? now it all gets a bit confusing really, what with ''don't use this version of Cura use that version'' or ''use this slicer, even though the results aren't as good'' or ''what you want to do is write your own G-code and drop it in your firmware'' Now I understand it is ''experimental'' but to me that means calibration, temp, retraction speed, wipe tower etc not here it is you get it to work!
I will say that I have spent the last few days trying different things but so far no results worth mentioning... and I don't want to cloud anyones answer with the different configurations i have already tried (maybe I didn't do it right).
So, what is the simple ''no nonsense way that has had results'' way to get this to print a two colour print?
Is there a non official but it works Ultimaker answer? Daid??
Regards to you all
-
While trying to work out a solution I redrew an individual fin at 0.4 and tried to print it ,sort of hoping it to do single pass layers and be the answer...
........it printed the skirt and returned to home! D'oh!
Regards
Mark
-
Hi Choco,
I've just changed the PLA in my machine from one colour to another at 210 degrees and it pushed out the nozzle easily by hand.
I would suggest that you have something other then PLA in the nozzle blocking it. Take it off the machine and try blowing out with compressed air or buy some micro drills and run a 0.4 up the nozzle, be careful not to snap it off in there though.
Regards
Mark
-
Ok thanks gr5 I'll give that a go. I started off with the recommended 4.5mm retraction but increased that to try and pull back on the pressure before it could ooze/blob. I'll also watch the Bowden cable and see what it does. It's a steep learning curve sometimes.
I don't think it's my settings because of the other prints I get with them.My thinking is that as it's a mixture of the very slight dwell as the print head returns during the linear printing almost like a linear z blob, the small size of the print, and too high a temp.
I will go with the slow 'n' low print tomorrow and see what happens.
Until tomorrow when I'm back in the workshop.
Regards
Mark
-
e-mail sent
-
Tell me how and I will!
-
Hi gr5,
I'm not convinced it's stringing...as I'm getting great results on the settings I'm using ( see photos) these are straight off the printer no cleanup
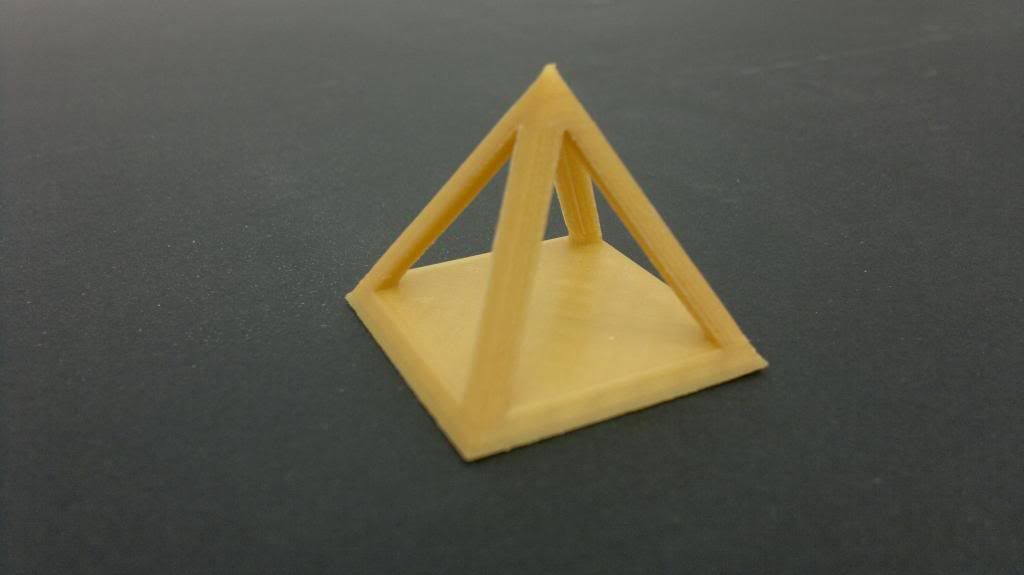
My initial thought was temp too, maybe I haven't dropped it enough for the size of the piece. I will try the temperature shut down and print low 'n' slow..can you give me instruction on how to disable the temp shut off and enable it again after please as I assume it means getting involved with the G-code.
Regards
Mark
-
Hi Ian,
The fins are 0.7mm apart so printing on it's back is the best option I think.

-
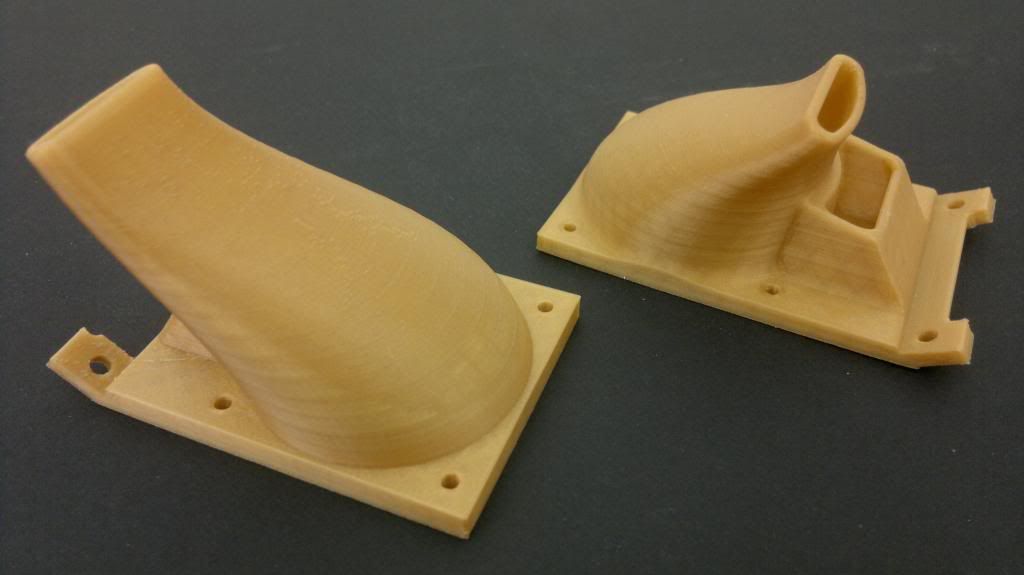
Has anybody got advice for a solution to this.
I've been getting some fantastic result from the setting I'm using on other pieces, but on top half of this piece I'm having trouble.
The piece is 178mm long X 54mm wide and the fins are 0.6mm wide and 2mm high before the wave form starts. It's a brise soleil for an arctitectural model @ 1:300 scale, as you can see they have a wave form.
The problem is at the end of travel while building the waves the printhead seems to dwell for a moment before returning back and so blobbing. I've reduced the heat and increased the speed and also increased retraction speed and distance but this doesn't alter the dwell or blob at the end of travel. Any suggestions?
I read a post somewhere about Dynamic speed function. Has cura got this? would the old verion of cura (13.04) give me more variables to alter and so more chances to reduce the blobs?
Regards
Mark

cura for other printers
in UltiMaker Cura
Posted
Thanks Daid,