


canadadrones
-
Posts
12 -
Joined
-
Last visited
Content Type
Forums
Events
3D Prints
Everything posted by canadadrones
-
CURA Ultimaker Cura 4.4 released with new Intent profiles
canadadrones replied to a topic in UltiMaker Cura
yup, I also do save my projects that way, otherwise I would have too many profiles anyway with very similar names but slight adjustments. I always overwrite a project if a print failed or was not to my liking so I adjust and save over the previous "not perfect one". That way I have all my really nice and working settings easy to find per projects. The fact that the new version was looking at some white_pla material profile that was causing issues is strange but I resolved it now and I dont care. 🙂 back to slicing and printing -
CURA Ultimaker Cura 4.4 released with new Intent profiles
canadadrones replied to a topic in UltiMaker Cura
Uninstalled 4.3 (and 3.6) to install a clean 4.4 Ultimaker 2 File "X:\4.4-exe\build\inst\lib\python3.5\site-packages\cura\Machines\Models\IntentModel.py", line 105, in _getActiveMaterials KeyError: 'ultimaker_pla_white' Uninstalled it... reinstalled it again... same issue... let me know what you need, will provide... I need a slicer now so looks like I will go back to 4.3 Oh I just "fixed it" ... I removed the file C:\Program Files\Ultimaker Cura 4.4\resources\materials\ultimaker_pla_white.xml.fdm_material (moved it to another folder) and now it works... although it is complaining of possible settings corruptions at start up and want to delete all my saved settings (no no no!) anyhow, attache the famous ultimaker_pla_white.xml.fdm_material file here so you can tell me what is wrong. ultimaker_pla_white.xml.zip -
I am also getting the strange retraction from time to time... using Cura 3.6 to slice I do not have examples files at the moment but this got me to go back to normal firmware. I will try the factory reset and new latest tinker frimware and report back if the issue persist and this time will have some files.
-
Well I say cookie cutters but really it's to cut fondant for cake decorations. It's simpler to say cookie cutters than explaining the fondant Anythow, I did the .22mm trick to get a few more layers printed and Thanks for the 2 objects that I can merge and change each proprieties separately, this can come handy. So the result is that it gives me an ok edge but not as much as I was hoping for. I have other nozzles that I can try... guess I have to give it a go. Oh and if I do an edge layer it will not be strong enough and break too easily... I will report back when I get time to retry.
-
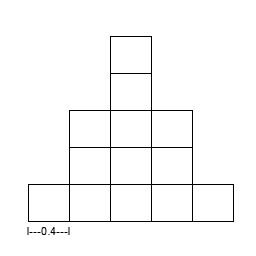
Hi guys need your help again. I am designing and printing cookie cutters from a simple line object. I basically extrude the curve objects to create vertical walls (0.8mm wide for 2x passes from the Ultimaker 0.4 nozzle) and I am trying to get it to taper to super sharp (ultimate zero) I realise the limitation of the printer so I get it that I will not get the final edge razor sharp... BUT... I want it as sharp as possible. The 3D model is perfect in the sense that it has taper to razor sharp but then in CURA it must detect the machine/program/parameters limitation and grey out the last 7-8 layers telling me that they wont get printed at all... That results in my wall at 0.8mm with no taper at all on top of it... I would like Cura to give me something like this: Here is the Cura visual cue that I will not be pleased with the print. I tried in this file to build my walls wider... 5 x 0.4 so 2mm wide. Just in case Cura/Ultimaker cannot understand putting the edge tolerance in between the "grid" of 0.4 nozzle size "cubes" I would appreciate any inputs on what I am doing wrong and if anyone got to print super edges... Thanks!


-
Cookie cutter type of prints... HELP
canadadrones replied to canadadrones's topic in Design for Additive Manufacturing
Guys that is helping a lot... I am trying to program the .5mm top layer in my Rhino script now (as I try to make this transformation happen from curve to cookie cutters. So for the prints are way better! it's great. Thanks a lot -
Cookie cutter type of prints... HELP
canadadrones replied to canadadrones's topic in Design for Additive Manufacturing
I am actually trying to make it tapper as it should be "sharp" to cut the cookie dough or cake fondant. the 2 "shells" wide is good but could benefit of having it sharper at the top. Do you have any experience on how I can make it sharp? If I could have 1mm of 1 shell thickness in between the 2 shells walls it would be so nice. Do you think I am pushing too hard on the resolution? I have printed some stress test models that have very sharp pointy ends so I am confident it can be done. I just don't know how to model it... -
Cookie cutter type of prints... HELP
canadadrones replied to canadadrones's topic in Design for Additive Manufacturing
AMAZING Robert (as usual!!) The ZERO infill fixed the jumping around while printing layers but on the last layer there is again strange "spot filling" ... my model should be flat at that point as I was playing with taper edges earlier and did not really produce good results (have to retry as it could be related to the infill too) but that B letter STL file had a flat "top"/final layer so I do not understand why CURA slice it like this Let me know if you need to see more parameters... And again, thanks a lot this is really good help and very appreciated! -
Hi guys, have to say I love my Ultimaker 2 and I love Cura (even if I run everything through Netfab first) So here is my problem... printing files from other users always produce expected results ( I now have an Olson block for nozzle quick change and better thermal qualities) No under / over extrusions, prints really good speed (need to rerun the speed cylinder test since new nozzle system) Temperature for PLA good results 190C all the way to 235C ... (I know it's hot) So my printer is well calibrated and prints well we can establish that. Now my problem... I am using Rhino 5.0 latest (paid! yes yes) to design simple cookie cutters... the technique is "simple" I draw a curve, get it doubled and extruded and all so it becomes a mesh that represent the cookie cutter... The issue is I think on the slicer... or the setting I am using... I need help Sample file is here, it's a "B" letter https://dl.dropboxusercontent.com/u/12604183/Letter_B_cookie_cutter.stl This is the non-repaired STL (it doesn't fix anything on the print if I repair or not in netfab) when I print it the Ultimaker skip all over the place instead of doing a smooth layer... hard to explain but it's like 1 layer every 2 or 3 layers is just random dots... results is a lot of garbage on the side of the print that needs to be removed... Even if I create a plain circle and extrude it for the cookie cutter it will not just spiral down in circle to print it... So could be the mesh or the slicer that doesn't like my mesh... anyone can help?
-
Can your UM2 printer achieve 10mm3/s ??? Test it here...
canadadrones replied to mr.-waldorf's topic in UltiMaker 3D printers
Ok well... this is fun, nice for me and little help for those of you working hard to "fix" the "issue" I did another test (double cylinder test, to also stress the retraction) setup EXACTLY as before with only 1 thing different. The Spool was on the ground and I had made sure to reduce as much as possible the coiling and radius of the PLA I was going to use. This is not really a nice thing to do as it means you cannot let the U2 run alone all night on long prints. But look at this: So for my particular situation, having a longer tube going to the feeded and having a friction free spool would most likelly make this the perfect machine. I will try a couple solutions out there that I have seen. will report later! (but now I can concentrate on printing and faster!... but need to watch the filament going in... ) -
Can your UM2 printer achieve 10mm3/s ??? Test it here...
canadadrones replied to mr.-waldorf's topic in UltiMaker 3D printers
Got the issue of under extrusion at around 6.5 I am still waiting to see if anyone got a very good design feeder to print. I have limited time but on the other end all my prints take quite some time to run... I should put the effort now and fix this. I did check the nozzle, the Teflon tube, the temperature (this print was with PLA at 230) The spool is a brand new one. I will reprint today and try to make the filament straight this time to see if it is only stress on the mechanism. -
Ultimaker2 Feeder System - Improvements and Ideas
canadadrones replied to ian's topic in Third party products & modifications
Hey Ian, I am willing to print and test your part, currently on the cylinders test I fail at 6.5 mm/s so I have one of the typical medium performance machine. Prints very nice on Cura default settings "Normal" and "High Quality" but as soon as I try to push it, even going to 230C PLA it skips badly. I really want to push the speed and quality from the U2. Let me know if you want to share your file with me and I will test/report here! Thanks Dany



