


rigs
-
Posts
2,027 -
Joined
-
Last visited
-
Days Won
40
Content Type
Forums
Events
3D Prints
Everything posted by rigs
-
Merci !
-
Merci @michel17 Cette semaine j'ai joué avec du PVA advanced ORBI-TECH dont la formulation et le grade ont été sélectionnés pour diminuer la viscosité. Verdict....aucuns changements toujours aussi visqueux et faible compatibilité avec le PLA, donc au suivant. La semaine prochaine je dois recevoir du PVA Ultimaker et le Scaffold E3D de manière à confirmer les dires de mes compagnons. Après cette étape si le résultat n'est toujours concluant je testerai ça : mowiflex et puis ça :
-
Pascal le retour ça fait plus d'un an au moins que tu n'as rien posté sur ce forum ! sympa de te lire à nouveau. Avant de te répondre peux-tu m'expliquer pourquoi ton projet n'a pas été retenu pour le Makershop Pro challenge ? j'avoue avoir été surpris de ne pas te voir dans la sélection !!! Sinon c'est un morceau de colon, l'ascendant plus précisément car il est possible d'observer l'appendice. Maintenant concernant le compound je pencherai sur un élastomère/PVA type LAY mais sur une autre variante, le PVA ( ou PVB, HIPS, etc...) joue le rôle matrice rigide et une fois dissoute... Ou peut-être un élastomère plastifiable comme un PA par exemple car je ne vois pas de résidus dans le verre. Voir carrément un natif "home made" avec hydrolyse partielle mais là il faut absolument que tu me donnes tes coordonnées !
-
Le vrai gain se situe surtout sur les dessus/dessous et tu ne remplaces pas deux périmètres en 0,4 mm par un périmètre en 0,8 mm, tu gardes 2 périmètres en 0,8 mm car la science du slice reste la même ( z-scar , artefact de l'infill, etc...) Concernant la hauteur de couche mettons une réserve sur la puissance de la cartouche et du feeder ainsi que l'usure de la buse pour des matériaux abrasifs.
-
Changement des courroies OK , le problème est résolu
-
C'est un bug de longue date sur tinker + S3D ( gcode ) le mieux à faire c'est de poser une requête sur le github qui devrait allonger l'interminable todolist de tinkergnome
-
je savais bien qu'il serait compliqué de se limiter aux infos de bases Bon c'est plus simple de laisser les choses s'implanter d'elles même. merci @veste pour ta contribution
-
PVA Atlas Formfutura Adhésion moyenne sur PLA et faible sur PETg carbone Filament très rigide et visqueux à l'extrusion, met beaucoup de temps à se dissoudre dans l'eau. M-PVA neofil3D Adhésion bonne sur PLA Filament moyennement visqueux à l'extrusion et met un temps correct pour se dissoudre dans l'eau.
-
Un petit post pour essayer de combiner nos différents essais et retour concernant les matériaux support PVA, HIPS, BVOH, Polysupport, etc.... Sur cette base simple : - Type, nom et marque - Adhésion et compatibilité ( ce que vous avez testé pas la fiche technique ) - Votre ressenti du type " temps de dissolution observé " ou " petit plus par rapport aux autres " ainsi que les paramètres que vous jugez être d'intérêt let's go !
-
Shunter c'est sauter une marge Je paye le même prix que vous tous, le seul ( et pas des moindres ) avantage, c'est d'être un peu beta testeur de leur gamme en recevant des échantillons avant la sortie que je redistribue aux membres de cette communauté quand je peux. Petite précision il faut avoir un statut pour commander en direct
-
Un poil madame irma ce @zizon , tu as vu la dernière photo de promotion pour le lancement de la nouvelle MAJ S3D ? https://pbs.twimg.com/media/DDmH0NQXcAEOzx6.jpg
-
La tâche n'est pas simple Petit détail important concernant Nanovia je vous encourage vivement à shunter les revendeurs comme makershop ou filimprimante3d ( tiens tiens ADDIFRANCE fait aussi du filament à base d'aramide et de carbone....) pour passer vos commandes, c'est dingue comme un simple coup de fil ou mail fait chuter les prix
-
Oui le Xt cf20 c'est le CF Petg l'idée est la même mais ces filaments sont très différents à l'impression. Le PLA n'existe que soit en natif ( sans rien mais absolument rien dedans ) et pas simple d'impression donc réservé pour des demandes particulières en générale médicales et en Lin un poil plus résistant avec une charge bio-sourcée. Pas de PLA Pouet Pouet ou HT chez Nanovia car le marché ne les intéressent pas
-
Simple et efficace Petit conseil si vous imprimer des polymères à haut TG style ABS voir au-dessus ou des polyamides et surtout après une longue période de pause, un coup de sèche cheveux sur le print pour faire remonter les couches supérieures en température est apprécier pour une bonne inter-diffusion au redémarrage ou une augmentation ponctuelle de la température d'extrusion. Une petite thèse sur le sujet : pause et effet
-
Du sur-mesure et du choix, alors oui d'accord c'est une gamme au-dessus de tes références Sinon je trouve mon bonheur toute l'année avec filimprimante3d - makershop - nanovia - colorfabb - et évidement notre belge favoris @didierklein pour les pièces un peu farfelues.
-
C'est surement la meilleure des solutions
-
Dans une logique oui mais tu n'interviens jamais sur ce calibrage ( fabrication usine et interprétation firmware des valeurs envoyées ) sauf dans un mauvais positionnement de cette sonde en son logement.
-
Mark 2 ou ZGE il faut choisir
-
A tester mais il semblerai que l'idée soit là.
-
Je bosse avec 4 ultimaker 2 + et je n'ai pas une seule valeur PID identiques... Sinon pour observer une modification de la largeur d'extrusion du fondu il faut descendre à la limite de la sous-extrusion avec du PLA par exemple afin d'observer la zone d'influence. Factory reset ou mise à jour du firmware depuis ton dernier réglage PID voir Roswell....

-
salut Avant de débuter un PID Auto Tune tu choisis un température exemple 180° que tu vas chercher à atteindre normalement dans le menu "heating nozzle", une fois cette température stable tu envois l'Auto Tune avec la même valeur de température.
-
double post....
-
C'est sur la TODO List mais avant je dois conquérir le MONDE...
-
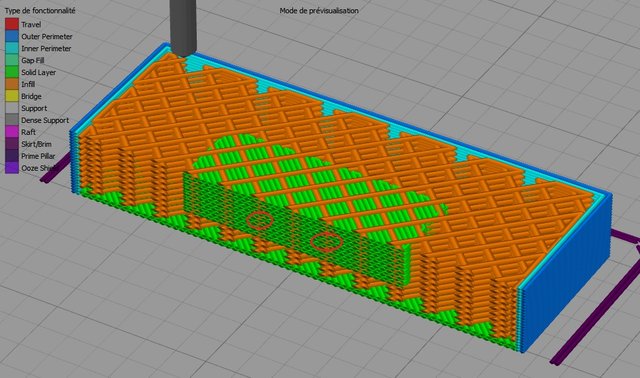
Après un court séjour aux frais de la CPAM me voilà de retour Super la video Didier ! Enfin un mec calé en impression3d qui fait des tutos en Français sachant pertinemment que cela sera compris par seulement 1.4 % de la population mondial ! il a des couilles ce Didier ! peur de rien ! J'aime bien la musique de fond qui nous donne l'impression de conquérir à chaque minute la planète ZORTRON avec notre vaisseau INVADER Baisses un poil le son car il y a des moments ou il est difficile de t'entendre Donc suite au visionnage je vais devoir faire mon mea-culpa, c'est à dire qu'il n'est pas possible de faire exactement la même chose avec S3D. Dans un premier temps la réponse à ta question, oui tu peux te permettre d'enlever la coque sur ton insertion et ainsi de seulement conserver l'infill, mais la géométrie de base de cette insertion sera conservée et ne s'adaptera pas au print principal : Comme tu peux le voir ( cercle rouge ) il y a un conflit entre le setting du print " 1 " et celui du print "2", les infills se chevauchent ce qui n'est pas sain comme méthode. Le seul moyen avec S3D d'être parfaitement raccord comme le " infill mesh " est la modélisation en CAO du volume de cette insertion dans le print principal de la même manière qu'une modélisation pour la double extrusion. Tu es par la force obligé de conserver la paroi du print principal ( deux volumes en un ) mais pas celle de l'insertion, donc cette personne sur facebook a raison. Pour illustrer ma dernière phrase, je me suis occupé pendant ma période de latence à modéliser une poignée de vélo ergonomique en PP GF30 ponctuée d'insertions de type GRIP en Elastovia ( il y aurait-il un peu de PP dans l'Elastovia ? ...). P.S : Sur cette modélisation l'auriculaire n'a pas vraiment de place suite à une réflexion en cours de son rôle déterminant dans la stabilisation et le maintient de l'objet.... Donc voilà, la fonction "infill mesh" est unique à Cura et permet de modifier le setting d'un .stl ( non modélisé par nos soins ou pas ) sans se prendre la tête et proprement. Mes chers amis toutes mes excuses

-
Ce n'est pas les slicers qui m’empêchent de dormir mais les patients qui rentrent de vacances en annonçant fièrement qu'ils ont fait du ski avec leur prothèse provisoire imprimée par mes soins Alors tu comprendras que je ne suis pas contre un petit coup de main niveau algorithme pour m'aiguiller sur la marche à suivre face à de multiples contraintes sans me balancer un vulgaire infill 100 % et ça glisse ! L'autre à besoin du soutient de l'Europe pour vivre https://ultimaker.com/press/33-european-investment-bank-supports-ultimakers-3d-printing-technology Et oui le gars vous avez payer Cura et mamie Monique aussi.... Je ne sais pas @zizon, pas de fuites comme d'habitude.... Je me suis amusé avec ton histoire cet aprem : tool 0 : PLA haute qualité tool 1 : PVA tool 2 : PLA bas de gamme






