


raph
-
Posts
55 -
Joined
-
Last visited
Content Type
Forums
Events
3D Prints
Everything posted by raph
-
Yes Imprimer les pièces séparément c'est en effet le mieux à faire au niveau rendement (moins de pertes de matériels et plus rapide)! Mais les assemblages sont petits et rendent la chaise pas très solide. J'amène les chips, le rouge et les chaises. Qui amène les tables de camping, le grill et les saucisses? Avec woodfill pour les pièces du placet et dossier Merci a tous pour vos conseils et retours @darkdvd j’espère que tu n'as pas passer trop de temps à découper les pièces! ++

-
Salut et bienvenue! Le filament que tu utilises c'est celui qui t'as été livré avec la machine par ULTIMAKER? Est ce que tu réalises correctement les trois étapes d'introduction du filament lors d'un changement de matériel: introduire le filament et attendre qu'il sorte du feeder (tout début du tube bowden) appuyer et attendre que le filament soit dans la tête d'impression ( avancement rapide) attendre que le filament sorte de la buse avant d’appuyer sur le bouton à nouveau Peux-tu nous dire si ces étapes se déroulent bien et sinon ou est-ce que ça pose problème?! ++
-
Ah yes!! Bien vu... j'avais fait un essai en dessinant les supports moi même, mais CURA ne les prenait pas en compte. Tu as fait une forme de la même épaisseur que la chaise en laissant un espace de 0,2 (en hauteur et suivant la hauteur de couche de l'impression) entre la géométrie de la chaise et le support? Merci pour le conseil <3
-
That's a question! T'as essayé dans l’acétone? C'est la première chose que j'essaierai, mais si tu dis que ça ne fonctionne pas!! Autrement avec la chaleur simplement?! C'est la deuxième chose que j'essaierai en tout cas.
-
Oui il est là ++
-
hello, Un taille crayon en forme de hibou Un travail réalisé dans le cadre d'un cours sur le "Reverse Engineering". La forme de base du hibou était donnée. L'objectif était de scanner la forme de base et ensuite lui donner une fonction. La partie en bleu est le bouchon qui se visse dessous.

-
Bonjour, Nouvel essai avec les supports fait dans MESHMIXER Paramètres d’impression Le résultat ressemble malheureusement plus à un chou-fleur atomisé qu’a une chaise Commentaire : Malgré une vitesse d’impression basse (30mm/s) les supports n’ont pas tenu la hauteur. Je pense que c’est lié au fait que les supports n’étaient pas directement posés sur le plateau avec une bonne base mais sur la forme de la chaise en pointe.



-
Aïe... dur et en plus dans une sale période ou le temps est précieux Bon 290 Euro pour la carte mère c'est pas agréable La machine est encore sous garantie?
-
Hello, Merci pour vos retours, je trouve sympa d’avoir des avis et idées différentes ça me permet d’avancer. Je remarque certaines limites ou bugs dans CURA. Avez-vous aussi rencontrés ce genre de problèmes: - le support n'est pas toujours calculé. J'ai pensé au début à un problème d'affichage, cherchez l'erreur!!! - il peine lors du rafraichissement après chaque déplacement sur le plateau et encore plus lors du calcul des supports. Il faut donc désactiver les supports avant d'importer le STL, placer la forme sur le plateau au lieu et à la position désirée, puis enfin, activer les supports. Comment ça se passe de votre côté avec CURA et sinon quel logiciel utilisez-vous pour le remplacer ? @rigs toujours le mot pour rire !! @DidierKlein Merci pour les dimensions des supports si j’ai le temps je vais essayer de les dessiner. Tu parles souvent des fonctionnalités de CURA en anglais, tu travailles avec la version anglophone du soft ? J’ai lu que tu avais en test la nouvelle version de CURA est-elle toujours aussi gourmande en ressources ? @kolia Oui juste, je vais à nouveau tenter l’expérience en plaçant un peu moins de support et en imprimant avec une vitesse réduite. ++

-
Ok thanks for your advice! And for the height to the plate, the ajustement must be made to each nozzle change? What do you think?
-
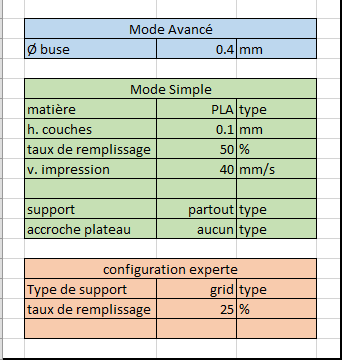
Du nouveau, J'ai fait un test avec les paramètres suivants: Tableau PrintScreen CURA Résultat Conclusion Le résultat est super La chaise présente bien malgré la géométrie en dent de scie sur les parties fines (traverse du haut de la chaise). Donc le fait de baisser la vitesse est concluant. Le support en grille à bien fonctionné dans ce cas mais c’est peut-être dû à l’augmentation du taux de remplissage qui est normalement de 15 % (par défaut je crois). Je vais donc faire un test avec un support en ligne mais un taux de remplissage similaire. Par contre le coté frustrant c’est la quantité de matière perdue pour le support. Je n’ai malheureusement pas de balance précise mais l’impression que cela donne c’est qu’il y a plus de matière pour le support que pour la chaise. Prochain test avec support dessiné !! Il faut voir si je les faits dans MESHMIXER, mais je ne suis pas convaincu du résultat. Je trouve que c’est beaucoup de temps investis à essayer (pas toujours évidant) de dessiner des supports corrects pour un résultat pas toujours probant. Ou si je les dessine moi-même pour qu’ils soient intégrés dans la géométrie de la chaise et directement exporté au format STL. Un peu à la façon du feeder de Robert, pour ceux qui l’on imprimé ! D’ailleurs auriez-vous des conseils pour dessiner ses propres supports ? Genre : épaisseur, espaces vides entre la géométrie et le support, différence d’épaisseur de liaison entre la partie du support et celle de l’objet imprimé etc.


-
Hello, en fait vous réajuster la hauteur du plateau a chaque changement de buse? Je me pose cette question car je ne le fait pas et ça fonctionne très bien, mais en imprimant avec la buse de 0.25mm la hauteur de la première couche dois être petite (<0.1mm).
-
@snow13710 si par log tu veux dire logiciel?! Tu peux le faire dans MESHMIXER si tu as la forme en STL! Sinon le mieux c'est de le faire sur le logiciel avec lequel tu as créé ta géométrie. Un logiciel de modélisation 3D comme RIHNO ou MAYA ou encore un gratuit de la grande ferme de production qu'est AUTODESK, 123D DESIGN.
-
@rigs trop drôle Bon c'est peut être seulement (the) dude! à la "the big lebowski" mais il n'y a que Didier pour pouvoir y répondre.
-
Salut, Merci pour vos premier retours et idées. J’imprime en PLA, j’ai volontairement décidé de ne pas mettre plus d’informations sur mes essais afin de voir quelles sont les conseils proposés sans que cela soit déjà limité par un quelconque paramètre. Les conseils qui ressortent jusqu’à maintenant sont : - Vitesse d’impression plus basse Il faut que je fasse quelques tests avec une vitesse d‘impression plus basse. Jusqu’à maintenant je ne m’étais pas soucier de ce paramètre. Quelle vitesse me conseilleriez-vous ? Y aurait-il une possibilité dans CURA de changer la vitesse d’impression du support seulement ? - Créer les supports soi-même avec MESHMIXER (logiciel très intéressant, j’ai eu un peu l’occasion de travailler avec). Donc j’avais déjà essayé de le faire avec mes propres supports voir image ci-dessous. Mais l’impression ne s’est pas bien finie. Peut-être à cause de la vitesse trop élevée aussi. - Imprimer en plusieurs parties Cette option qui est surement la meilleure en terme de qualité d’impression et qui ne me poserait pas de problèmes du point de vue structurel puisque j’ai modélisé la chaise (j’ai créé moi-même le STL avec toute les parties séparées de la chaise), me pose un problème du point de vue des assemblages puisque la taille de la géométrie est petite (échelle 1/10). Cela correspond à une hauteur de placet, qui est d’environ 45cm, à 45mm de haut sur le print. L’avantage est de pouvoir faire plusieurs couleur différentes pour la même chaise est ainsi correspondre au matériels utilisé pour la chaise (bois, métal, plastique). Voir rendu ci-dessous.


-
Bienvenue Erwannn Dider a comme toujours bien répondu!! Si tes problèmes de fragilité persistent je te conseil de placer une photo où l'on peut voir comment ça se présente! ++
-
Hello tous, J'ai enfin installé le Olsson block samedi soir. Je dis enfin car cela faisait un moment que je l'avais reçu et donc qu'il trainait dans un tiroir. J'en ai profité pour changer le coupleur téflon et le ventilo hyper bruyant derrière. Les premiers tests sont concluants, j’ai essayé avec la buse de 0.4, 0,25 et celle de 0.6. Je n’ai pas eu de problème jusqu’à cette après-midi ou la machine s’est arrêtée inopinément « heater error », apparemment cela est assez régulier et cela viendrait du support pour ventilateur que j’ai imprimé pour l’occasion ! @duriel Merci pour ton partage j'essayerais ce nouveau support. De plus j’ai constaté lors d’impression de support avec la buse de 0.25 qu’il y a des problèmes de rigidité et d’accroche. Le support à tendance à se détacher ou/et à bouger. C’est clair que c’est relatif à la géométrie de l’objet imprimé mais je me demandais s’il est possible de régler la densité du support ?
-
Hi, Bon je me lance dans l’impression d’une chaise le design correspond à la capture ci-dessous. Seulement pour imprimer cette géométrie, aussi parfaite soit elle, il n’y a pas beaucoup d’impression qui finissent bien. Imprimer au début avec une buse en 0.4mm et des couche de 0.1mm l’impression se fait mais il y a souvent des défauts du aux supports qui ont tendance à bouger à partir de 4 cm de haut. Un autre test avec la buse de 0.25mm et des couches de 0.06 avec brim donne un résultat stupéfiant de précision mais décevant dans la durée puisque de nouveau les supports ne tiennent pas en hauteur. Géométrie 3D Dans Cura (position, support) avec la buse de 0.4 avec la buse de 0.25 Donc j’aurais grandement besoin de vos expériences et maitrises du sujet. Est-ce que vous auriez des propositions conseils sur mon travail qui pourrait améliorer les résultats ? Ou simplement comment vous vous configuriez l'impression? (vitesse, hauteur de couches, température, position, etc.) Merci Raph




-
L'arrivée du matériel se bloque en cours d'impression!!! C'est chaud... Et au niveau du flux de matériel tu as les paramètres standards soit, 100% pour le PLA et 107% pour l'ABS même en cours d'impression?
-
Salut, mince pas de chance!! Je ne comprend pas bien! le filament est bouffé par la roue dentée Ok Mais le print commence normalement et ne se termine pas? ou le print commence normalement et se termine mais pas correctement? ou le print ne commence déjà pas normalement?
-
Merci Didier, Très bonne question en effet! (celle qui tue) Il est donc possible de changer le feeder sans enlever la roue dentée de l'axe Hemm... me voilà embarrasé... sorry! Et après vérification c'est bien du M3
-
Merci pour le partage de ce travail très intéressant! Je n'ai pas vu, tu travail avec une buse de 0,4 mm? J'ai moi même du laywood mais je n'ai pas encore essayer car j'aimerais travailer avec la buse en 0,8.
-
Bonjour à tous et joyeuse paques! Voilà, j'ai voulu démonter le feeder de mon UM2 pour pouvoir installer la version "Robert". Seulement un petit souci est venu arrêter mes bonnes intentions. La petite vis imbus qui se serre sur le plat de l'axe et qui empêche la roue crantée de tourné est endommagée. Apparemment ils auraient forcé dessus au montage, la rendant donc impossible à sortir. Est-ce que quelqu'un a déjà eu ce cas de figure et comment s'en est-il sorti? Je pense dans un premier temps planter un torx dedans et essayer de la sortir. Toutefois, si je dois utiliser les grands moyens (perceuse) j'aimerais être sûr de pouvoir la remplacer après l'opération. Est-ce que vous avez le diamètre de la vis? Que j'aille en acheter une avant de le faire!! Merci d'avance
-
Whaou ... Super intéressant tout ça ! Merci Myrabilia pour ce partage
















