thinusp
-
Posts
5 -
Joined
-
Last visited
Content Type
Forums
Events
3D Prints
Everything posted by thinusp
-
It would be cool if this could be automated a bit... I'm thinking something along the lines of a printer-calibration sheet (those that you scan in again, or pick the number in the software so that the colours are aligned). Imagine asking the printer to print a set of cubes, say 8 by 8, and it automatically adjusts the speed in the one axis and the temperature in the other. Based on the results you can then choose the best combo. Since the temperature and print speeds will have to be adjusted, it would have to be a solution a bit more powerful than Cura. I imagine that it should be possible though... maybe someone smarter than me can come up with the GCODE.
-
Thanks for the detailed response. Do you have suggestions for temperature and speeds for ABS? On another note: we are eagerly awaiting the upgrade kit for the Ultimaker 2 (to convert it to a 2+).
-
Thanks for the suggestion. We usually left the print settings on the 20% defaults. The reason we switched to 25% is precisely because the algorithm works differently from thereon onwards. Be it as it may, both algorithms used to work flawlessly, and we could set the infill rate based on our requirements for structural strength, not to force a specific algorithm. As in the reply to Nicolinux above, I have a suspicion that the nozzle or the feeder is damaged. I trust that if there was a flaw with Cura it would have been discovered and fixed by now. Perhaps I should also try other slicers (it just always seem like such a schlep to get them working for the Ultimaker), as you suggest the algorithm could make such a huge difference - will keep you updated.
-
I'll definitely give this a try; the intent of course being to slow down the printer during infill and such. The latest version of Cura gives you the option to copy the settings when you switch over from "quickprint" to "full settings". When I do this, the infill speed for example is set as 80mm/s. The print speed is 50mm/s (for normal quality). This reduction does not seem big enough to make such a huge impact, but it is worth a try. After playing around a bit more over the weekend, I have a funny suspicion that the feeder stepper motor is skipping or something (motor problem, not with filament slipping or similar), or perhaps the nozzle has been damaged. I've already ordered a replacement nozzle.
-
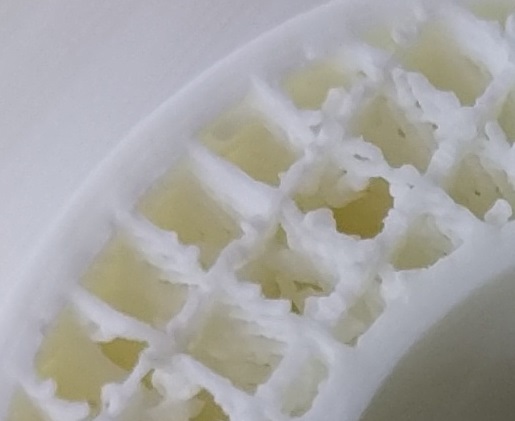
We've been having a problem with our Ultimaker 2. The print quality in general seems very good, but the infill is very bad. We've found by setting the flow-rate much higher (as much as 140%) we can mitigate the problem somewhat, but it negatively affects the rest of the print. The images below are of models printed at normal quality (Cura), but infill set at 25%. We are using ABS. I've tried to show the infill from the side to give an idea of how insufficient it is. Note, however, that the rest of the print is not bad at all. Sometimes entire holes will fall in because of the lack of infill, as shown here. We've tried many things already to fix this. I've used the "atomic method" to clean the nozzle; I've opened up the entire print head and cleaned it out (soaked it in acetone over the weekend). We've checked the feeder and Bowden tube. Any advice on what I can investigate, or what could be the problem, would be greatly appreciated!