


Rabe
-
Posts
16 -
Joined
-
Last visited
Rabe's Achievements
0
Reputation
-
Danke Pilzefreak - werde ich auch beobachten!
-
Mal eine kleine Sache neben bei: Zitat/quote Taste " ": zb. zum zitieren: das hier: DANKE ! :-) dachte mir schon, bei mir schaut das immer anders aus.... *gg*
-
Schau dir mal die Lüfterhalter an, und vergleiche den Abstand von der linken Öffnung zur Nozzle und von der rechten Öffnung zur Nozzle. selbsterklärend *schäm* - eh klar :-) Na dann werd ich auch mal ein anderes Lüftergehäuse drucken..... Aber nicht in den nächsten Tagen - beruflicher Einsatz :-( Danke jedenfalls an alle für die zahlreichen Tipps.
-
ich würde ja auch gern wissen woher die Probleme kommen, aber es gibt halt so viele Möglichkeiten.... Ich hab noch die Standard Lüfter Halterung. Hast du bessere Erfahrungen mit einer anderen? Wenn ja, welche? Die Fans laufen konstant auf 50% und es war tatsächlich die rechte hintere Ecke - von vorne gesehen ;)Warum rechts ??
-
hab nun den Würfel mit 0,08 gedruckt. Kein underextrusion, dafür ein anderer Effekt, den ich noch nie hatte. Seltsam... so ganz ausgestanden ist die Sache wohl nicht, aber immerhin verbessert. Ich belasse es mal dabei... Danke Gerd jedenfalls... PS: Ich hab Win7, kein XP und bei mir erscheint Cura so grau...


-
hmmm, hoffe zwar du hast Unrecht , aber ich probiers gerne aus.... Du meinst, dass es dann tatsächlich an der Z-Spindel, Linearlager, Plattform liegt.... Naja, ich werds testen....
-
ich denke ich - bzw. WIR - dank euch - habens gefunden!! Hab mechanisch jetzt nicht geändert, nichts zerlegt, nichts geölt oder gereinigt. Nur 2 Einstellungen hab ich verändert: die Lüftergeschwindigkeit auf min = 50 und max = 50 gestellt und: ein Häkchen bei: Druckkopf zum Kühlen heben gesetzt. und siehe da... Freude kommt auf - kein underextrusion mehr ..... Vemutlich war "... die minimale Druckzeit..." nicht erreicht - wie im popup beim Druckkopf zum Kühlen abheben zu lesen ist. Und das Geräusch der höheren Drehzahl dürfte doch ein Lüfter gewesen sein, was dazu führte, dass die eine Schicht zu schnell abkühlte und daher nicht ordentlich verklebt wurde. Warum das allerdings immer bei 12,5 mm auftritt ist mir nicht klar. Ich hab kein setting gefunden, dass bei dieser Höhe irgendwas verändert werden soll. Jedenfalls bin ich heilfroh, dass es kein mechanischer Defekt war. Viiiiielen Dank an alle, die mich so intensiv und kreativ unterstützt haben. Wertvolle Tipps habe ich mitgenommen, denn wer weiß, was in Zukunft noch alles auftreten kann. Die Einstellungen sind halt wirklich sehr modell-abhängig. Bei kleinen Modellen - so wie hier ca. 3 - 4cm hoch - empfiehlt sich speziell auf die Kühlung zu achten. Anm: Der Würfel wurde mit 0,2 und die beiden anderen Teile 0,2 und 0,1 mm Schichtdicke gedruckt. Wünsche euch allen alles Gute und nochmals DANKE.

-
@Gerd: naja, irgendwie klar: größere Schichten die nicht zusammenkleben, geben größeren Spalt oder zumindest teilweise Spalt. Siehe Beispiel mit 0,1 statt 0,08 Schichthöhe Gut zu sehen ist hier auch, dass 5 mm oberhalb der 1. Schwachstelle nochmal eine nicht saubere Schicht ist. Das hab ich bei den anderen Modellen auch so.... Vielleicht einfach mal einen einfachen Würfel drucken (ohne viel Retract), und den Fan auf max 25% Laufen lassen Der Olsson Block ist ja recht empfindlich. Ein versuch wäre noch die Leerfahrt Geschwindigkeit auf 100mm/s runtersetzen. werd ich morgen gerne probieren - mag ja nichts unversucht lassen :-) Kannst du mal von ein Teil linksrum Fotografieren, frage mich gerade ob der Layer vielleicht versetzt ist. die Layer sind nicht versetzt, war bei keinem Modell der Fall. Immer nur nicht verklebt. Irgendwie schauen deine Bildausschnitte von Cura 15.04.5 komisch aus. Ist das eine Mac Version? Hast du noch einen Altären gcode zum Testen. Ich hab die Windows - und die Standard Cura Version. Ältere hab ich leider keine mehr. Das wollte ich auch noch probieren. Fragt sich nur, wie sich eine ältere Cura Version mit der aktuell UM Firmware vertragen... KAnnst du mal einen screenshot von deinen settings machen ? Nur um den Layout-Unterschied zu sehen, weniger die einzelnen Werte. Danke

-
@pilzefreak: bin überrascht, dass es auch beim neuen Modell auftritt. Aber an der Cura Version glaub ich nicht, dass es liegt, weil es schon mit der 15.04.2 begonnen hat. Ob es bereits davor war, weiß ich nicht mehr. @Gerd: den Ausbau hab ich noch nicht gemacht. Komme erst am Mittwoch dazu. Mit größeren Schichten wird nur der Spalt größer, schon probiert. Also, Mittwoch geht's weiter. Gute Nacht ...
-
Habe grad den UM Robot gedruckt - selbes Problem... Wieder bei 12,5 mm die schwache Stelle....:angry: Woran dann ???

-
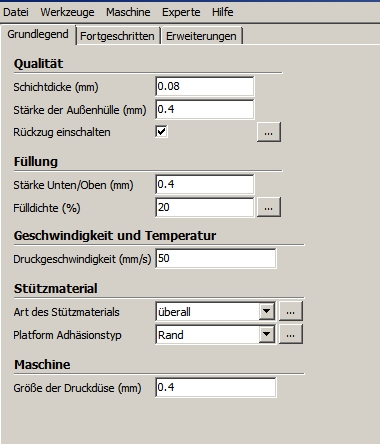
Ich verwende die Standard Firmware mit Cura 15.04.5. Die derzeitigen Werte sind: 35W Heizung hab ich keine, bis auf ganz wenige Ausnahmen, bekomme ich keinen Heater error. Bis auf den Olsson Block ist noch immer alles Standard. Dass das mit dem Lüfter zusammenhängt ist auch meine Vermutung. Aber vorher hatte ich mit 100% gedruckt und hatte auch keinen Erfolg. Ich versuche heute abend mal ein anderes Objekt zu drucken, ob das da auch auftritt. Hatte nämlich immer nur das eine Modell gedruckt, weil ich davon x00 Stück brauche..

-
wieder ein Versuch: hab jetzt Geschwindigkeit auf 80%, Temp auf 210° und Fan auf 70% gestellt - wieder eine Schicht bei 1,2 cm nicht sauber verklebt. Ich bin am Ende.... verlier langsam die Freude an dem Ding...
-
also hier die ersten Ergebnisse: @Pilzefreak: am Grinding liegt es nicht - die Markierung war noch "meilenweit" von der Problemstelle entfernt. @avogra: das Säubern hat nicht viel geholfen und wenn ich ein Gewicht auf die Platte lege, dann trat es bereits nach ca. 9 mm anstelle 1,2-1,5 cm Höhe auf ... suspekt.... @Gerd: ich habe noch einen UM2. Rändelschraube ist fest und sauber. Lüfter hab ich mal auf max. 70 % reduziert. Was mir aufgefallen ist, knapp bevor das Problem auftritt fährt "irgendwas" mit der Drehzahl hoch - der Lüfter, dessen Anzeige man am Display ablesen kann - ist es nicht. Der bleibt bei 70%. Aber nachdem die Drehzahl höher wurde - Druckgeschwindigkeit bleibt aber auch gleich - gibt es diese eine Stelle mit Underextrusion, danach nur noch ganz selten. Ich konnte nicht eruieren, was da mit der Drehzahl rauffährt. Wie kann ich das checken ? @Ultramakerex: die Temp hab ich schon um jeweils 5 ° bis auf 215 ° erhöht - leider keine Verbesserung. Danke nochmal an alle die mich hier unterstützen...
-
Vielen Dank an alle, die mich so gut unterstützen. Sorry für langes Schweigen, ich musste überraschend ein paar Tage weg. Ich werde heute die Tipps nacheinander ausprobieren . Melde mich wieder.
-
Vielen Dank für die Tipps. @Pilzefreak: Ich habe mal das Filament mit Farbstift markiert, wo der Eintritt in den Feeder beginnt. So kann ich feststellen, ob das ev. mit dem Grinding zusammenhängt. Ich bezweifle es zwar, da es bei mir IMMER auftritt, auch ohne Filamentwechsel - aber wer weiß. @avogara: die Z-Achse hab ich mit ZAhnbürste bereits gereinigt und geölt. Hab kein Haken bemerkt, aber das mit dem Gewicht versuche ich auch mal.






