


daj1u06
-
Posts
22 -
Joined
-
Last visited
Content Type
Forums
Events
3D Prints
Everything posted by daj1u06
-
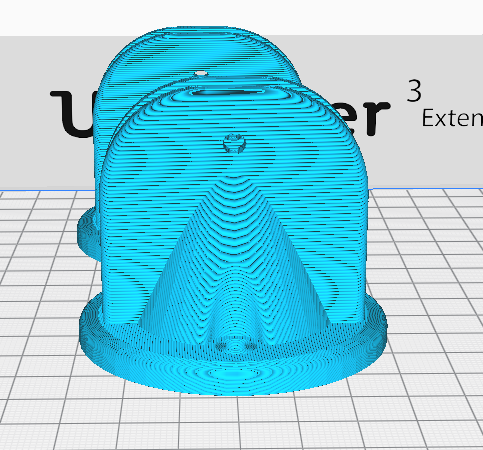
Hi, anyone got thoughts about this effect? This is a recent phenomenon, Ultimaker 3e and PLA filament- some layers don't seem to print properly, especially the outer ones. The really wierd thing is that the 2 prints on the left were 1 print run, the 2 on the right a second run from the same printer file, so the error was perfectly reproducable across print runs. I attach screenshots of the original freecad object, of the freecad .obj imported into cura (4.6.1) and of the gcode re-opened in cura -these all look absolutely fine and running through the layers in the reimported gcode nothing seems wrong. Thanks in advance for any suggestions. Dave J. UM3E_plate v3.gcode normal 50pc x2.gcode




-
On a recent multi object run, I had bed adhesion fail and several of the objects stuck to the bottom of the print head preventing the extruded filament from exiting downwards. As a result the print core ended up encapsulated in PLA. I have managed to open the fan cover and remove the entire print head. The fans are OK and I have managed to recover/remove the other print core by careful use of a very fine tipped soldering iron on low heat to gradually melt and lift away the filament. However, the core which "spewed" is "glued" down into the semicircular recess in the head that it sits down into and this is simply not accessible to get at. I have also managed to dislodge 2 of the print core wires so can't heat it either till I get it out and rebuild it. I am also unable to take off the nozzle carrier of the core to improve access to the affected area as the hex bolt on its underside is completely siezed. I've accepted that I'm probably going to have to destroy the core to get it out but I've no idea how to do this without damaging the head itself. I can't get a decent view of the stuck area as is inaccessible! How thermostable is the rest of the head plastic if I try a hot air gun? Any other thoughts or ideas? Thanks in advance

-
Thank you very much, I'll give those settings a go. The parts I am trying are small and delicate, only about 8mm high and they don't print perfectly with PLA.

-
Hi, I am just trying my first attempts with Facilan Ortho PCL on a UM3 extended. The spec sheet recomments 140C,print, 38C bed and 30mm/sec speed. I have created a profile for this and started tweaking settings individually in Cura. The parts I am needing are small and quite delicate. They print OK in PLA. There is mention in the forum of manually inserting M302 into the gcode file, this doesn't seem necessary as it will build multiple layers on its own but I am having real problems (1) keeping it stuck to the plate (using Dimafix) at low temperatures (2) with it not cooling fast enough (I am using an additional fan blowing down onto the bed from above but still with limited sucess). Really slowing the print speed to 5mm/sec and spacing multiple prints apart seems to help with the cooling but I have also seen print temperature recommendations from 80-170C which is a massive range! Any recommendations would be welcomed. Thanks.
-
wish list - ability to prime a pre-loaded filament
daj1u06 replied to daj1u06's topic in UltiMaker 3D printers
Thank you, I had no idea that that was what the move option did, I assumed uit moved the print head! -
wish list - ability to prime a pre-loaded filament
daj1u06 replied to daj1u06's topic in UltiMaker 3D printers
Yes but I then have to go and look up the required temp, which the machine already knows from the spool's RFID chip and physically turn the machine around on a crowdwed bench in order to be able to access to push filament through the drive mechanism. Surely would be much easier to just have a prime function on the printer menu? -
Hi, it would (for me at least) be really useful to have a prime printcore option in the ultimaker's menu system. Just to be able to heat a selected printcore to clean it from the last run and check that the filament is flowing well, without having to load, remove, replace and reload it. Especially useful with prints with PVA support as the printhead gets pretty messy and spattered. Thanks.
-
feeder tension and retraction with ABS - UM3E
daj1u06 replied to daj1u06's topic in UltiMaker 3D printers
Thanks for the comments and suggestions, it was all genuine ultimaker materials, the poor quality side bits were originally very loosely attached but are incomplete, with incomplete infill and side walls and fell away so it was a sudden misfeed at that level in the model, whatever the cause, but that doesn't explain (to me at least) why the shorter columns appeared to have not gotten printed at all but the larger, outer ones were at least partially printed (there didn't seem to be enough "spatter" on the print bed to suggest these had been at least partially printed but then pulled or knocked off. The material unloaded no problems. I did gently pull it from the feeder at the start of the unload to give initial traction as I was pretty sure that it had ground itself down at the feed wheel (it had). A colleague then changed printcores and did a PLA print on the same feeder without issues, so it wasn't stuck in our dedicated ABS printcore and the feeder and bowden tube aren't jammed with crud. The whole thing is some 93 x105 x 65mm high, the previous, successful, one was slightly smaller at 70 x 120 x 55mm high (your prostate enlarges with age, whether pathological or normal so I have a set of 5 to print in different sizes!) Agreed its a somewhat niche print job, but thats what makes it fun (for us at least) :-) I'll check the printcore again and look at the model again in cura when I can next get onto the machine. Thanks folks, DAJ -
Hi, we have been getting largely great and consistent results from our UM3e with ultimaker PLA and PVA with feed screw tension set to middle point and standard Cura settings for fine quality. Recently I had to do a couple of prints with multiple small columns using ABS. The first one worked great. The second one (about 20% larger all round) failed a day into the run. As you can see from the photo, it had partially printed the larger area colums but not the smaller ones and the filament in the bowden tube was well and truely mashed up, so suspect misfeed rather than blockage. I guess the different filaments have different strengths so, as a general rule, would one want to increase feed tension when printing in ABS (?softer) to force the ABS through or decrease to prevent damage to the filament which then causes misfeed? What about retraction? with all those small columns? I guess that it is pushing and pulling a lot and this could contribute to mashing a softer filament? Should I reduce or turn off retraction? Because of the linear geometry, it would be easy to remove any overspill from non retraction after printing. For those intersted, it is a jig for slicing up prostate glands removed from patients, prior to embedding them in wax for pathological examination!!!! As these are quite large and time cosuming and use a lot of plastic, I'd rather tweak setting based on expert opinions. Thanks for any suggestions, DAJ


-
Many thanks to everyone in the community who took an interest in this and has contributed to resolving it. Still some support material removal to go, but the print turned out great, even with the fluctuations. I'll give the testing release a go for the next one.

-
THanks but humidity issues seem unlikely, we have dried the filament at controlled 60C for several days and the printer's room climate is controlled 22C and 35-40% RH (we actively monitor it. I did a thorough nozzle clean not long ago as a precaution and I always unload and reload both heads before a print run to check the filament flow. The first few cm of PVA flow are always a bit bubbly but there after the extrusion is clear and consistent, I usually run out at least 30-50cm on both printheads and then immediately start the print run.
-
Here's the final print before removing the supports, a fair amount of PVA "spitting" and some broken off chunks (these occured early in the print process) but overall it looks like it has worked out OK despite the temperature fluctuations. About to start a slow support removal as some of the overhangs are very delicate (bar shot hanging out of the side of the lump).

-
There does seem, by eye to be somewhat of a correlation between some of the peaks in bed heater and dips in head 2 temperature (yellow lines on attached)

-
Am also seeing this on the log file, can't tell if it correlates with the spikes in the AA head record: Dec 21 17:35:37 ultimakersystem-ccbdd30009f7 python3[438]: 2017-12-21 17:35:37,190 WARNING materialManager No maximum temperature for material in hotend 0
-
Ah, refresh the browser page and it opens the log out somewhat. THese are the 3 heater records. Despite this, the print does seem to be going OK, albeit with the PVA on the LHS tidier than on the RHS.

-
For info, this is bed temp and bed heater record on the ongoing print (1 day in, 8 hours to go), it is very impressively steady for a flat plat with large SA to vol ratio. One might ask, once the first few layers are in position, why does the bed need to stay hot? Unfortunately (for this scenario) Cura seems to log, rather than scroll the data so 1 day into the print it is now quite difficult to see the fluctuations in the print core temp record. Maybe something for the wish list, an option to log or scroll and save data to file.


-
phew!! though it has reported it more than once today, and it is the "working" PLA head, not the suspect PVA one.

-
Hope this was a misread event from the aa core temp sensor!!!!!

-
Hi Tomnagel, thnks for your fast response, yes it is a "normal" print situation as far as I am aware in an air conditioned room pretty stable in temp and humidity (currently at 24C and 39%RH). Default Cura settings except brim in PVA and support everywhere is on, to try to make sure that any base level support sticks well. The model itself is somewhat unusual and complex though, hence the need for good, reliable support (it is a concretion full of cannonballs raised from the shipwreck of a Dutch eastindiaman - one of a series of 3D models recording the excavation of the concretion to recover the individual components - lots of support needed and at several days per print in finest quality, I need to get it working reliably. The printer is only a couple of months old, has latest firmare and use latest Cura to generate the print file.

-
Hi Didier, Yes, I'm monitoring it by what it reports back to Cura's monitor function. Yes, I noticed it when it was printing a large area in PLA so the PVA head was idle. At the stage I wrote the post, there was only a very small amount of support being printed and this was quick to print and it didn't seem to stabilise at the target temperature. Its now onto a different part of the model where more support will be needed so I will be able to monitor it better / for longer It has just started a PVA layer, target is 215C but oscillated 192-205C for first 90 seconds of print time, then stable on 217 for a while then down to 203 only after about 5 mins of PVA printing had it stabilised on target 215 +-2 C but still shooting around, never truely stable. Extruder 1 (AA for PLA rock steady on 99-101C (target 100C) when not printing, heating up whilst PVA layer prints


-
Hi, just been monitoring the print head temperature for a dual material print run (PLA / PVA support). It is currently printing with PLA and Cura reports the AA head as being within 1 degree of target temperature and it looks very stable. Similarly the print bed is within 0.5C of target and stable. However, the BB head for the PVA (currently not printing) is repeatedly rocketting all over the place from 25C over to 10C under target (100C when not printing) over a matter of a few minutes. When it is actually printing it seems better but the support area is currently small so barely seems to stabilise before swithing back to PLA head. Is this fluctuation normal or have we got a suspect BB head? We have had some issues with PVA clogging and burning and not sticking well and we know that it isn't temperature or humidity related as we dried the filament and RH is constant around 30-35%. As we tend to do complex, multiday prints it would be good to get this sorted if it needs sorting. Thanks in advance,
-
This is just for info in case it helps anyone with the same issue. We were having trouble getting a live stream from the UM3e camera via wired LAN, either through standard browser or cura (latest versions and firmware both installed). We could connect to the printer by http://***.**.*.*** and see temperature logs etc but not make the camera go live from the Cura connect option. Similarly http://***.**..*.***:8080?action=stream did nothing and Cura itself wouldn't see the printer in monitor mode. In wireless mode we could get a live view on the mobile app, so we knew that the camera was OK. In firefox I turned off Tools > Options > Privacy > Use tracking protection and suddenly it all fired up and worked fine on wired LAN via browser and Cura. Maybe coincidence but its now working.



















