


MarkusP
-
Posts
24 -
Joined
-
Last visited
MarkusP's Achievements
2
Reputation
-
Hallo und danke für die Rückmeldungen. Wenn ich die IP im Browser eingebe, komme ich auf die spärliche Webseite des UM3. Also das Webinterface ist da.
-
Hallo, ich möchte über unser Schulnetzwerk einen Ultimaker3 in Cura (neuste Version) einbinden. Der Drucker wird in Cura auch "gesehen", lässt sich aber nicht verbinden. Verbinden-Taste ist ausgegraut. Kann den UM3 aber anpingen. Firmware ist auch neu. Was muss ich tun, damit ich den verbinden kann? Freue mich über Tipps. Gruß Markus

-
habe eben gesehen, dass ich Cura-Profile exportieren und auch importieren kann. Falls also jemand von euch Cura nutzt, könnt ihr mir ja mal euer Profil für Schichtdicke 0,2mm und/oder PLA senden. Habe hier die neuste Version 3.6.0
-
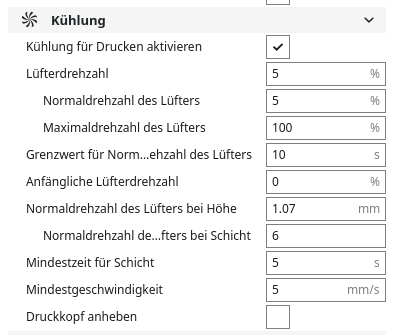
Erstmal Danke für eure Bereitschaft, ein Vergleichsteil für mich zu drucken. In Cura steht in meinem Profil, wenn ich ABS grey wähle, folgende Daten bei der Kühlung: siehe Bild. Somit entspricht das in etwa euren Empfehlungen: Lüfterdrehzahl runter, oder?
-
Bin wieder am Testen. Ich habe das Gefühl, dass sich die Schichten beim ABS-Druck nicht genug verbinden. Wenn ich bei einem bestimmten Teil bisschen daran biege, reißt mir gleich eine Schicht ab. Wie verbessert man das? Ausgangseinstellungen wär das UM3-Profil für ABS grey. Ich würde gerne jemand mit BAS-Erfahrung hier Bauteil-STL senden und dann die Bitte, mir das Teil gedruckt zurück zusenden. Das ganze natürlich auf meine Kosten für Porto, Material usw., einfach damit ich mal einen Vergleich habe. Wer macht mit? Würde mich freuen :-) Bei Interesse: wegen Adresse usw., bitte eine PN an mich.
-
so, hier das Ergebnis meines ABS-Druckes mit Haarspray. Bin sehr zufrieden. So gut eben war die Kontaktfläche noch nie! Allerdings habe ich dem UM3 eine Türe und eine "Haube" aufgesetzt, damit die Wärme nicht so schnell entweicht. Der Karton ist nach hinten offen, wegen den Schläuchen. Vielleicht probiers ich mal ohne die Haube. Vielleicht reicht die Sache mit dem Spray ja schon.





-
...auf dem der Spraydose steht: "extra stark" und "kraftvoller Halt" 🙂 🙂 na dann muss es doch was werden mit der ABS-Druckerei 🙂 der "große" Druck läuft jetzt noch 1h und 18min. Danach berichte ich mit Bild
-
Guten Morgen, hatte gestern Abend noch dieses Einstellteil gedruckt, nachdem ich mir aus einem anderen Kunststoffeil ein 14mm Maß hingefeilt habe. Damit habe ich das Bett eingestellt und die Nivellierprozedur durchgeführt. Dann habe ich noch Haarspray auf die Glasplatte gesprüht (außerhalb des Druckers). Der anschließende Druck des "richtigen" Teils zum Abstand einstellen wurde gut und ohne warping durchgeführt. Ich starte jetzt nacher ein Teil (Schraubstockschutz), das 135 x 35 mm Grundfläche hat. Hier hatte ich ja ursprünglich starke Warpingprobleme mit der Glasplatte und UHU-Stick. @Muko: also deine ABS-Lösung scheint ja richtig gut zu funktionieren. Kannst du da mal ein Bild machen von deinem jetzigen Aufbau des Betts machen. oder mal ein kleiner Workflow, wie du so nacheinander vorgehst?
-
ah, guter Tipp. Danke
-
ok, Smithy. Möchte ja wieder zurück zur Glasplatte und auch mal Haarspray und die anderen Sachen, die du genannt hast, probieren. Aber dazu muss ich jetzt erstmal wieder das Druckbett eingestellt bekommen. Wie machst du die Kalibrierung, auch mit dem Papier? Kannst du mir mal ein Bild von vorne von deinem UM3 machen, damit ich sehe, wie etwa der Abstand ist. Der Druckbetthalter hat ja vorne eine 90° Biegung nach oben. So sieht es bei mir gerade aus:


-
Hallo zusammen, @Muko: also dein Vorschlag und deine Erfahrung hört sich gut an. @zerspaner_gerd: ja, zwischen FR4-Platte und der Heizplatte war ein Spalt. (wie bekomme ich den Hyperlink hier aus dem Text raus?) ich habe nun einiges experimentiert: Ich hatte Probleme bei dem Nivellieren bekommen. Die automatische Nivellierung stand im Druckermenü auf "Immer". Mir wurde ganz mulmig, als ich da beim ersten Start auf der FR4-Platte zugeschaut habe. Die wurde nach unten gedrückt (war ja teilweise hohl darunter). Die erste Schicht wurde ungleichmäßig aufgebracht. Teilweise gar nicht. Dann habe ich ein paar mal versucht, das Bett wieder neu einzustellen. Bekam es aber nicht hin. Vor lauter Frust habe ich nun wieder die Glasplatte eingebaut. die ist ja einiegs dicker als die FR4. (Glasplatte 3,8mm; FR4-1,5mm) Musste hierzu die drei Verstellschrauben des Betts ganz schön verdrehen. Nun habe ich aber das Problem, dass ich das Bett nicht mehr ausgerichtet bekomme. Habe keine original "Calibration"-Card hier und laß hier im Forum, dass diese ca. Kopierpapierstärke hat. Ich habe versucht, die Kalibrierung/Ausrichtung nach diesem Video hier durchzuführen: Was soll ich nun tun bzw. vorgehen?
-
Ergebnis: hier die Bilder: habe mit Brim gedruckt. Mache ich immer so, damit die Haftungsfläche größer wird. Die Haftung auf der FR4-Platte war gut, aber die Unterseite wurde wieder ballig. Siehe Fotos. Was jetzt neu gegenüber der Glasplatte ist: die 1. Lage löst sich leicht ab beim Entfernen der Brim-Umrandung. Auch die Schichten danach sind nicht so richtg "verklebt". Keine Ahnung, welche Parameter ich jetzt da verändern sollte. Aber ansonsten meine ich, sieht das Teil nicht schlecht aus. Schichticke 0,2- Standardprofil des UM3 für ABS grey. Vorschläge, welche Parameter ich noch ändern kann, damit die Unterseite eben wird?





-
Hallo zusammen, habe eben die Glasplatte gegen eine FR4-Platte getauscht. Ich musste die FR4-Platte hinten, nah bei der Z-Spindel, rechts und links mit 2mm Kunststoffteilen unterlegen. Vorne, Richtung Öffnung, habe ich die FR4-Platte direkt auf dem Alu-Heizbett aufliegen. Sonst hätte mir der Verstellweg der vorderen Einstellschrauben zum Nivellieren nicht gereicht. Seltsam. Ok, ich habe nun meine FR-Platte manuell nivelliert und die automatische Nivellierung beim Druckstart abgeschalten. Die erste Schicht wurde nach meinem Empfinden gleichmäßig aufgebracht. Der ABS-Druckjob läuft nun ca. 3,5 Stunden. Es wird eine Halterung für ein Handfunkgerät (Amateurfunk) geruckt. Schichtdicke 0,2, Standardprofil für Originalfillament UM3 ABS grey. Wollte mal die Temperatur auf der Oberfläche der FR4-Platte mit einem Temperaturmessgerät, welche eine Stahlspitze hat, messen. Aber ich komme da während dem Druck nicht richtig dran. Hätte mich interessiert, wie die Temperatur da tatsächlich ist. Oder gibt es einen eigebauten Tempfühler und die regeln das? Bin sehr gespannt auf diesen für mich ersten ABS-Druck auf FR4-Platte. Habe die Platte nicht zusätzlich beschichtet oder so. Einfach so wie sie ist. Werde später berichten und Bilder einstellen. Gruß Markus
-
Hallo, danke für den Tipp. Hättest du mir den Link zu Amazon, damit ich mir die luftdichte Box mal anschauen kann? Würde mir prinzipiell zusagen. Dann kann man quasi die Spule beim Betrieb des Druckers in der Box lassen, richtig? Wo bekommt man denn das Silicagel-Päckchen her? Link? 🙂 wie lange hält das? muss man das wöchentlich wechseln ?
-
Hallo Smithy, wo kaufst du dann das UM Adhesion Sheets bzw. das 3DLac Spray? Hättest mir eine Quelle? legt man das dann auf die Glasplatte ?














