


liba
-
Posts
22 -
Joined
-
Last visited
Content Type
Forums
Events
3D Prints
Everything posted by liba
-
hallo 😃 Hab eben bei der Vorschau gemerkt das das ganze große Unterschiede aufzeigt, ansonsten muss ich wirklich so langsam drucken =( ich versuche jetzt mal den Jerk bisschen anzupassen und auch mal den Flow deutlich zu reduzieren... vielleicht klappt das dann ja Vielen Dank in der Zwischenzeit 😉 LG,Liba
-
Hallo, wie kann ich die Geschwindigkeit so anpassen das sowohl Radien, Kurven und gerade Strecken mit der selben Geschwindigkeit gedruckt werden? Bei mir werden Außenradien extrem langsam gedruckt deshalb erhalte ich solche Knubbel auf der Oberfläche... Grüße,Liba
-
Hello 😃 How can I avvoid these little lines inside my part? kind regards, LIba


-
@Smithy sooo many thanks =D😍 I'm going to be a "3d-printer profi" now=) 🤣🤣🤣 I'm just kidding. thanks Smithy
-
i think I´m totaly wrong, 😖 but if i duplicate a ultimaker material with special settings do I have to "install" this material on the ultimaker? or is the g code enough???
-
Hi @Smithy hi @yellowshark i tested now: Width of the outer wall lines 0.5 Width of the inner wall lines 0.3 everything is well merged the diameters were quite ok with 30mm/s (PLA & pla tough) only the round inner diameter is 0.15 to small but that’s like Smithy said to make bigger in the CAD. But now I have the problem with z seam and minor bumps on the sides with nylon black. I have to continue testing 😉
-
@Smithy Hi 😃 i tested your settings and also speed 30... but the same with the big corners 😕 do you have an other Idea to optimize the outer diameter... the corners? kind regards, liba
-
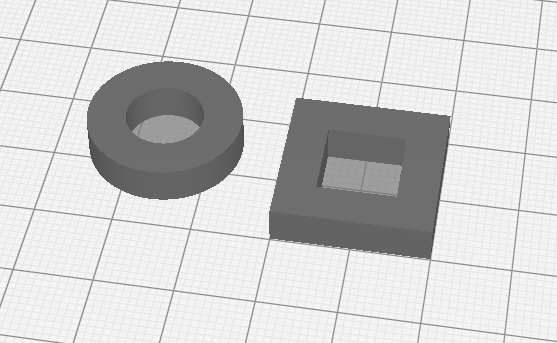
Hi all 😃 I have not found anything in the forum, should there be a similar post, please tell the link... have big problems with the printed dimensions... Ultimaker 5s Pla Black Ultimaker normal standard settings: 0.15mm / 45mm/s (do not want to reduce the speed) Tested part: square 20x20mm and 10mm & circle 20mm and 10mm big corners: (square) should be 20mm, the middle part of the square is 20mm and if I measure the corners too, the dimensions are 20.2mm holes: (circle & square) should be 10mm, are 9.75mm (slicing tolerance & horizontal expansion doesn't work for this problem, because it changes also the external dimensions but they were ok except corners) regards, Liba

-
HI 😉 @yellowshark I lost the file🙊, but I think I had al these settings. It was one print like in the files attached. Liba;) Test UM.zip
-
@Smithy @yellowshark I tested also a cube this was better and also the dimensioning is better! But on the same print the round model is bad.


-
Hi @Smithy the same problems than before=(

-
@Smithy ok I´ll try 😉
-
hi @yellowshark @Smithy i had the same speed for all (35mm/s) 225° print temp... 100% flow... line width 0.4 as the nozzle... (filament is new and stored by 10-20% humidity) but... bad results=(

-
@Smithy attached the pictures, Ok I change the settings & print one again;) what lowest temp. can I set for ABS? liba


-
Hi @Smithy I tryed a lot of settings this weekend. The best results i got with very slow settings: print speed 45mm/s wall speed:15mm/s flow: 80% but then my bigger prints last 60h and more... thats very slow!! also the dimensions are not always correct... I am really a bit disappointed by the Ultimaker... I hope this still changes =( other ideas to improve my print quality? LG, liba
-
Hi, @yellowshark Line width is 0.35. Ok 😉
-
@yellowshark HI 😃 nozzle is 0.4mm i changed now the wall width to 1.05mm or better 1mm as proposed from cura? what is the difference between skin overlap and infill overlap? Inner wall before outer wall; OK walls before infill; where can I find this setting? thanks;)
-
@Smithy ok I will try it and give you some feedbak next week. THX;)
-
@Smithy it is only with ABS more with white ABS than with the blue ABS.
-
It is a Ultimaker 5s attached the file we also tested. besides the preparation phase lasts very long (when a Job starts), can I shorten that? UMS5_test um.3mf
-
hi;) sorry of course you need more info: material: ABS White Ultimaker & PVA Slicer: Cura 3.6.0 printer: Ultimaker 5s layerhight 0,15 wall thickness 1.5 material retract : 8mm printingtemp: 230° 240° Buildplate: 85° infill: 10% flow: 100% (tested also 90%) travel combing mode: not in skin retract before outer wall: yes slicing tolerance: inclusive If you need special information just ask 😉 ... Is it possible to list al the settings from cura? like in a excel file?
-
HI all :) As you can see in the picture, the print quality is very bad. What can i do to improve it? I tryed the flow parameter, temperature, retract... nothing works. Can it be the filament? 😥











