m12lrpv
-
Posts
8 -
Joined
-
Last visited
m12lrpv's Achievements
0
Reputation
-
It's a brilliant suggestion. It's a shame it's been casually dismissed.
-
Block travel outside of print footprint?
m12lrpv replied to m12lrpv's topic in Improve your 3D prints
It's not an issue with PLA. The retraction works cleanly with no stringing. Even with the travels. But for PETG I am running lowest practical temperature (255C) and retractions aren't as effective and the stringing is terrible. It's the nature of the material. If I want the strength it offers then I have to put up with the stringing unless I can keep the nozzle within the part in which case I can get a perfect print. Maybe with an all metal hotend I could run a lot hotter and make retraction more effective but it's too much of a fuss for me right now. -
Block travel outside of print footprint?
m12lrpv replied to m12lrpv's topic in Improve your 3D prints
Thanks. Maybe I should have gone with the more complex one first. Once I add a few more cutouts no z-seam setting can handle it.
-
Block travel outside of print footprint?
m12lrpv replied to m12lrpv's topic in Improve your 3D prints
Thanks for thinking about it. None of the combing options work because the whole part is split by the hole which is where things go awry. Sometimes I will design in a line that I have to drill away just so there's no break in the external wall to allow combing to work. Drill holes are the most common case where this occurs but anything that splits an otherwise straight walled part will cause wild travel and subsequent stringing artifacts. Perhaps another way to look at is as trying to select a minimum external travel distance for each layer and another option could even be a "same as previous unbroken layer" travel option. The part here is a clip for a celestron telescope tripod if you're curious. leg_clip.stl PETGE5_leg_clip.3mf
-
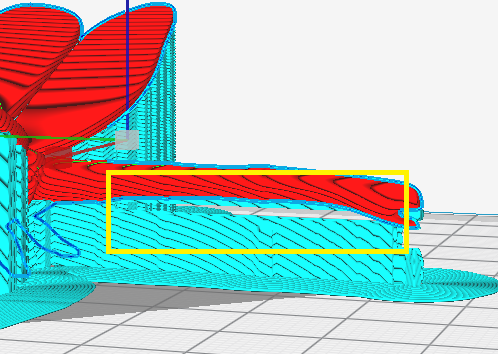
Is there a way to stop travel outside of the base footprint of the part? I've been printing for years and thought I would finally tackle one of the biggest issues i face in my prints. I want all travel to stay within the base footprint of the part to stop all of the ugly stringing and artifacts caused by travel. I've just upgraded from 4.6 but it seems that there is still no combing setting that works. By example this simple part with some holes in it that are going to be drilled and tapped. The holes split the part and cura takes it upon itself to then travel outside of the part in the worst ways possible. All travel should jump the shortest distance (across the hole) but as can be seen it wants to travel through the outer skin regardless of any combing settings. For PLA it's bearable because the retraction can handle it but for PETG it's terribly stringy and ruins the surface. Is there a setting i'm missing???

-
There's no correlation whatsoever between dimensional accuracy and the visual quality of the print. I too have been printing for years and it wasn't until I got a printer where I could adjust the step's /mm of the printers x, y and z axis and e-steps for managing wall thickness to tune the printer to be dimensionally accurate in all 4 dimensions (wall thickness being the 4th) that i realised that compensating for it in the printer is the right way to do it. If you don't have the ability to do that then cura has some options to try and help compensate which is great and why so many people use it.
-
Ultimaker not generating all the support
m12lrpv replied to m12lrpv's topic in Improve your 3D prints
Ummm. Ok. I used 3.6 and 3.4. Obviously the printer doesn't matter because no printer can print into thin air. Given that you're saying that Cura is not expected to handle this... Can you recommend other software then that does handle such a fundamental requirement of 3d printing? https://community.ultimaker.com/guidelines/ -
What settings are needed to get Ultimaker Cura to generate ALL of the support for this model? There's plenty of support under the wings however the tail is unsupported. Support settings used are the default for support. I played around a bit and it made zero difference so better to ask than manually attempt the billions of settings variations. Thanks Dragonfly_t.stl