

Also, sorta again, one of the big goals here is to figure out what to feed back to the people at netfabb - I'll consider this a success if I can start telling people that they don't need my program (or some other program) because it's all built into netfabb..
If you have observations on what works well and what doesn't, please post 'em. Include as much detail as you'd like.. 
I've realised I know quite a little about the math behind the reprap (even after like 3+ years of doing it) :oops: and you've made me want to learn more to unlock more potential in the machine and enjoy it more with less frustration because of that.
Glad it's working for you!
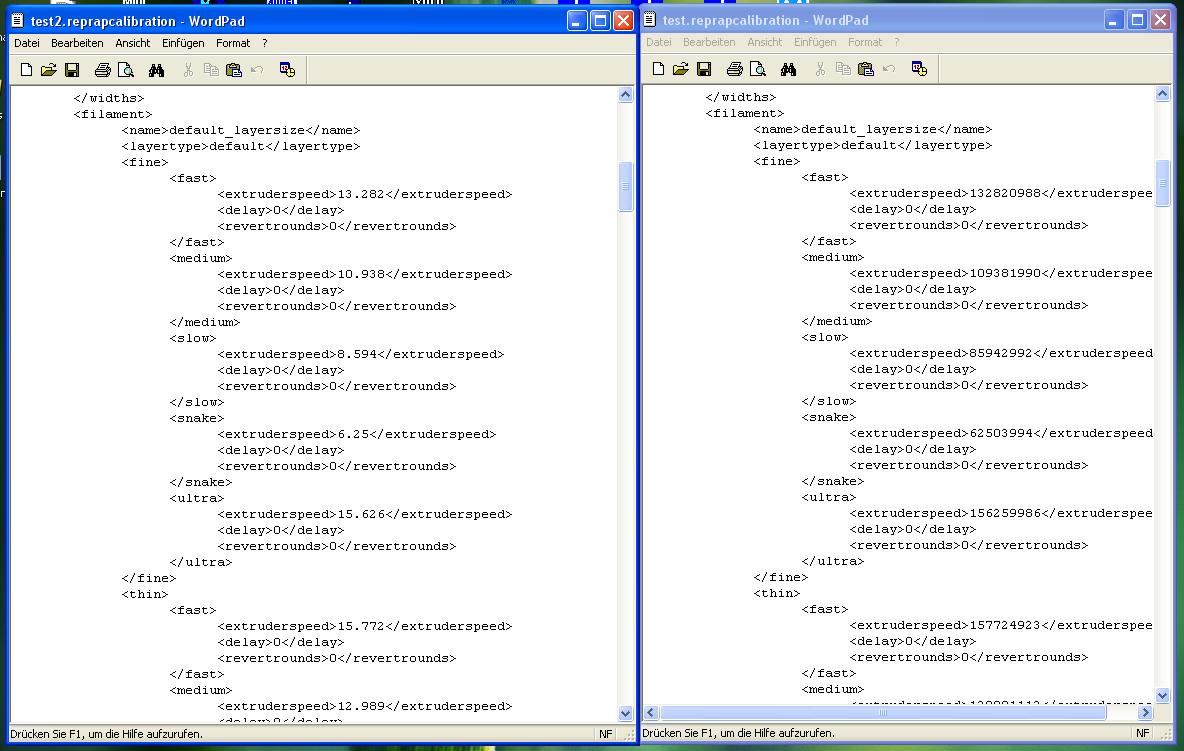
There's very little actual math in the program! It's probably +95% windows forms stuff and xml reading/writing. All it's really doing is calculating the volumes in the print (thread length * width * height) and figuring out how much filament is needed to get that volume..






.thumb.jpeg.0b7a05eafc09add17b8338efde5852e9.jpeg)
{kind=link}
{kind=link}
{kind=link}
Recommended Posts
Top Posters In This Topic
35
10
6
6
Popular Days
Jan 2
9
Jan 8
8
Jan 3
6
Jan 1
5
Top Posters In This Topic
ddurant 35 posts
joergen 10 posts
cyclone 6 posts
rencio7 6 posts
Popular Days
Jan 2 2012
9 posts
Jan 8 2012
8 posts
Jan 3 2012
6 posts
Jan 1 2012
5 posts
ddurant 0
I'll look into that. I think it's just doing the default values for reversal at the moment..
For the start.gcode stuff, you'll need to copy/paste it from my program into netfabb. It's the button labeled "..." in Machine then click the Ultimaker Specific tab.
Link to post
Share on other sites