


The left corner has more cooling because the fan on the left side is closer to the nozzle (is this UM2 or UMO? Please update your profile but still same answer just more so for UMO).
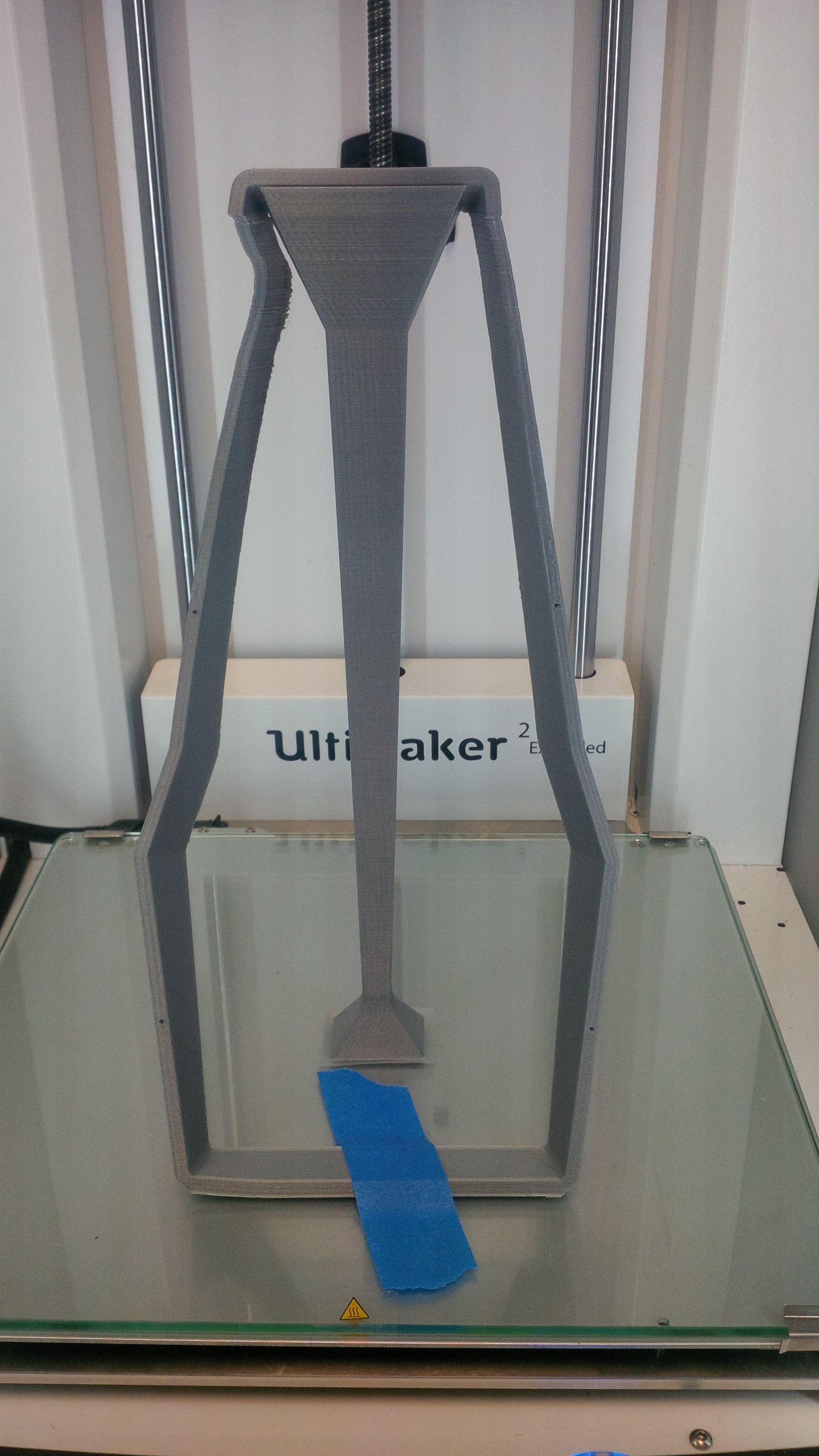
If it's a UM2 then the front two beams get more cooling as when it prints one the other gets more fan but the rear one doesn't get as much fan.
Were your fan(s) at 100% that is critical.
I'd print it a bit cool - try 190C. And slow - try 35mm/sec. And with max possible fan.
Also it would help to support that back strut a little higher up of course.
The thinness is a problem like you thought but also the overhang is a problem. A perfectly vertical rod/strut is easier to print.
Another possibility - where does it change Z layers. I would expect it to be random on these 3 posts but maybe it always changes Z on the rear one? And so it does 2 layers right in a row and the lower layer is still not cooled yet when it starts the second layer - so every other layer is placed on a liquid layer below.
Anyway all of these issues are helped with more fan and printing cooler. It's easier to print 2 pyramids than one as one can be cooling while the other is being printed. You only need a few seconds (3 to 5) to cool but on this part you don't always get that much time.
Let us know what you learn.









.thumb.jpeg.0b7a05eafc09add17b8338efde5852e9.jpeg)
Recommended Posts
Ronan 58
Id love to know... i have a few designs similar to that and if it happens... [insert curse here].
Hmnn...
Link to post
Share on other sites