


Hi,
nur mal so nebenbei erwähnt, ich habe bisher immer nur direkt auf das Glas gedruckt.
Klebestift sowie Kaptonband habe ich beim Ultimaker 2 Extended noch nie eingesetzt.
Grüsse aus Bayern
Harry

Hmm also ich drucke ganz feine Sachen wo kein Brim möglich ist mit Klebestift in PLA und
sonst auch ohne. Letztens habe ich eine Schachtel gedruckt ohne Klebestift da hat es mir ein bisschen eine Ecke leicht hochgezogen, lag aber am Leveling. Die erste Schicht sollte nicht zu schnell gedruckt werden, Problem ist sonst bei mir ohne Klebe Stift bei 90 ° Ecken wenn er ums Eck fährt kann es passieren das die Ecke nicht haftet.
Problem ist sonst bei mir ohne Klebe Stift bei 90 ° Ecken wenn er ums Eck fährt kann es passieren das die Ecke nicht haftet.
Das passiert mir teilweise obwohl ich klebstoff angebracht habe O.o
Den ersten Layer drucke ich mit 20 mm/s, den rest mit 30 mm/s resp. 40 mm/s beim infill
*Edit*
sieht dann ungefähr so aus: 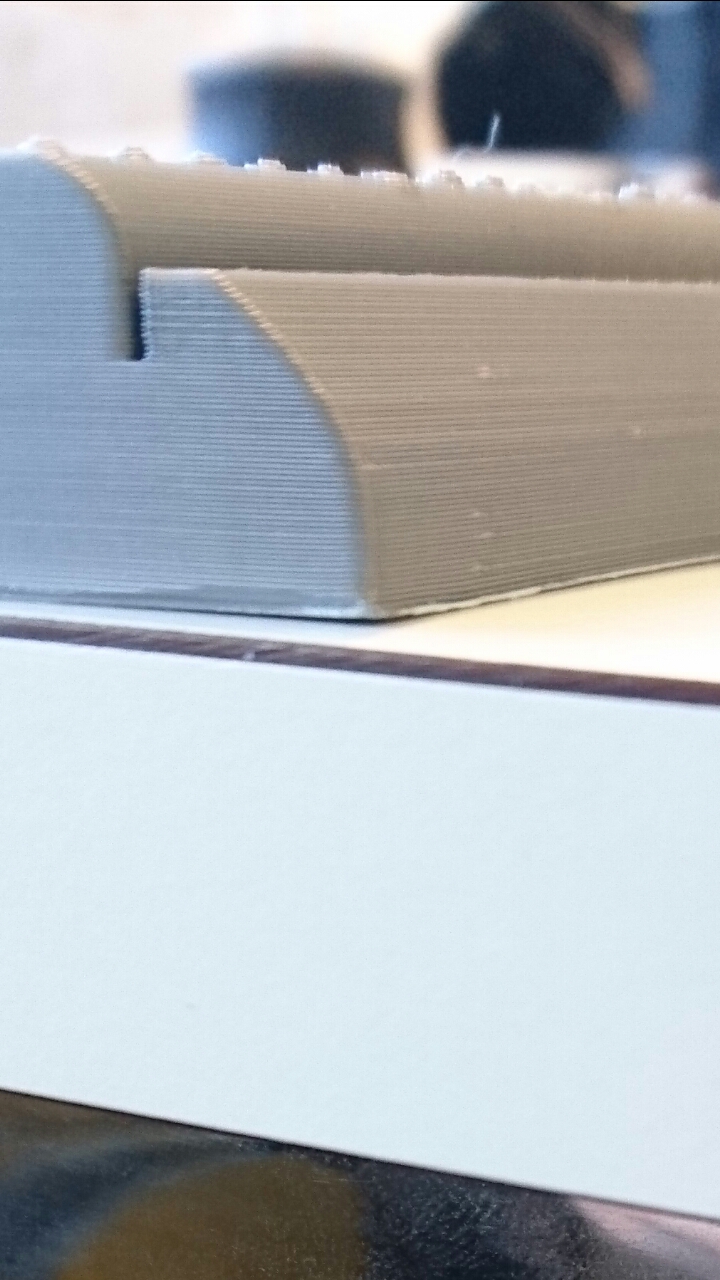
Das Problem besteht bei PLA, sowie ABS :(
Gedruckt mit den Standarteinstellungen für PLA (Düse 210° / bed 60°) und mit Brim aus 20 Bahnen
Material Colorfabb PLA/PHA shining silver
Edited by GuestHmm also das geht ja noch geht schlimmer auch XD
Also den ersten Layer wenn ich mit 50mm drucke ich davon mit 30% Geschwindigkeit. Das ist bei simplifie 3d so, das ist ein anderer slicer der aber was kostet.
Edited by Guest
Hallo cheat das Problem hatte ich anfangs auch immer, wobei wenn ich mit Brim gedruckt habe hat normal alles gehalten.
Die meiste Verbesserung hat bei mir eine Tür auf der Vorderseite des UM2 gebracht. Vermutlich hat der Luftzug negative Eigenschaften auf die 90° Ecken 

zerspaner_gerd 382
Hallo mitnand,
Hier meine Erfahrungen mit Druckoberflächen
GLAS
PLA hatte ich auf Glasplatte auch leichte Ablösungen an den Ecken, an meisten hat es geholfen den FAN später bzw. in größere Abstufungen zu erhöhen.
ABS ohne Klebestift und Brime keine Change, und dennoch gab es Druck Abbrüche durch zu starkes ablösen.
PLA super nur manchmal ganz ganz leichte Ablösungen an den Ecken
ABS mit Brime gab es bei mir Ablösungen die hatten sich aber in Rahmen gehalten. Bauteil Funktion wurde nicht beeinträchtigt. Schaute nur unschön aus.
Gestört hat mich an der Dauerdruckplatte das stellen weise eine Wölbung entstand.
Die habe ich erst seit einen Monat
PLA super ohne Brime
ABS super ohne Brime. Aber die Verbindung vom Druck zur Druckfolie ist besser wie zum Glas, demzufolge habe ich in der Folie wellen, nach jeden Druck neue. Kann sein das das noch Einstellung Sache ist, im Internet davon gelesen, kann es aber nicht glauben bzw. bis jetzt kein Erfolg. (da ABS schrumpft muss ja irgendwas nachgeben)
Und komischer weise hält ABS manchmal so gut dass durch das Ablösen die Folie beschädigt wird man kriegt es sonst nicht ab (gleich der erster Druck). Da reicht ein kleiner höhen unterschied in den ersten Layer aus, das man es nicht mehr abbekommt.
Da sollte meiner Meinung ein wenig mehr Toleranz zwischen
Fest
Lässt sich gut ablösen
löst sich leicht beim Druck ab
vorhanden sein.
Gruß Gerd
Nur so eine idee:
Wir bekommen manchal Aufträge in meiner Firma mit eloxiertem Aluminium das hat eben so eine leicht raue Beschaffenheit.
Wäre das etwas für den Drucker?
Hallo mitnand,
Hier meine Erfahrungen mit Druckoberflächen
GLAS
PLA hatte ich auf Glasplatte auch leichte Ablösungen an den Ecken, an meisten hat es geholfen den FAN später bzw. in größere Abstufungen zu erhöhen.
ABS ohne Klebestift und Brime keine Change, und dennoch gab es Druck Abbrüche durch zu starkes ablösen.
Ich hab das Problem mit PLA auf Glas welches du bei ABS hast..gestern hat es mir schon wieder eine Ecke mehr als 1 mm angehoben, trotz Klebestift und brim. Sieht richtig besch***en aus wenn ich die Teile so zusammenhalte wie sie dann geklebt werden :(
Du must die ecken anschrauben.
Halt moment das war bei möbel zusammenbasteln XD.
Nein im ernst vielleicht liegts eher am speed vom ersten layer als vom leveling.
Du must die ecken anschrauben.
Halt moment das war bei möbel zusammenbasteln XD.
Nein im ernst vielleicht liegts eher am speed vom ersten layer als vom leveling.
ist 20 mm/sek echt zu schnell?
Probier mal 15 bei mir wären das die 30 % von 50 mm was ich das restliche drucke. Und fan 1 schicht ausmachen erstbei 2ter schicht voll oder schrittweisse erhöhen lassen.
Mach doch mal ein video direkt davor.
So kann man evtl sehen ob die nozzle zu weit weg ist.
wenns dann klappt ist es vielleicht ein vorfür effekt. Aber wenns dann immer klappt ist es gut

@CheaT, eventuell ist auch das bed levelling nicht perfekt. Ich finde ja die vorgeschlagene Methode mit dem Papier nicht so toll. Hab mir eine Fühlerlehre gekauft fürn paar Euro. Wenn ich damit den Abstand auf exakt 0,07 mm einstelle, bekomme ich perfekte Obeflächen (Theoretisch sollten es eig. 0,1 mm sein).
Was auch hilft: Die erste Schicht etwas heißer drucken, z.B. 210°C bei PLA und dann in den nächsten Schichten runtergehen. Damit wird die Unterseite auch noch schöner geschlossen.
Ich drucke mein pla mit 215.
Habe ich eine fühlerlehre aber mit 0.1 mm nie probleme gehabt aber 0.07 würde mich intressieren obs was bewirkt bei mir danke für den tipp.
-
Our picks
-

UltiMaker Cura 5.7 stable released
ArunC posted a topic in UltiMaker Cura,
Cura 5.7 is here and it brings a handy new workflow improvement when using Thingiverse and Cura together, as well as additional capabilities for Method series printers, and a powerful way of sharing print settings using new printer-agnostic project files! Read on to find out about all of these improvements and more.
-
-
- 7 replies
.thumb.jpeg.0b7a05eafc09add17b8338efde5852e9.jpeg)
Picked By
MariMakes, -
-
Release Notes: S-Line Firmware 8.3.0 (Latest)
Dustin posted a topic in Firmware,
S-Line Firmware 8.3.0 was released Nov. 20th on the "Latest" firmware branch.
(Sorry, was out of office when this released)
This update is for...
All UltiMaker S series
New features
Temperature status. During print preparation, the temperatures of the print cores and build plate will be shown on the display. This gives a better indication of the progress and remaining wait time. Save log files in paused state. It is now possible to save the printer's log files to USB if the currently active print job is paused. Previously, the Dump logs to USB option was only enabled if the printer was in idle state. Confirm print removal via Digital Factory. If the printer is connected to the Digital Factory, it is now possible to confirm the removal of a previous print job via the Digital Factory interface. This is useful in situations where the build plate is clear, but the operator forgot to select Confirm removal on the printer’s display. Visit this page for more information about this feature.-
-
- 0 replies
Picked By
MariMakes, -
-


.thumb.jpeg.0b7a05eafc09add17b8338efde5852e9.jpeg)
Recommended Posts
oobdoo 8
Also ich habe zuerst mit dem Klebestift gearbeitet. Später das ganze Glas wieder davon befreit und drucke mein Verbatim PLA ohne Anhaftungshilfen direkt auf das Glas.
Aktuell bei 60°C Platte und 215°C für das Filament.
Ich versuche mittlerweile ohne Randdruck auszukommen und bastel mir bei Bedarf eigene Stützstrukturen.
Link to post
Share on other sites