

Thanks I'll hunt for that in Cura 2.3.0

Hello,
When I print Polymax (sort of HQ PLA) I have no problems (even with Nozzle 0.25, layer thickness 0.04, 100% infill), but when printing Innofil PLA with the same settings I also get that rumbling of the buildplate, as if the Filament does not flow out enough... and on top it shows like (micro) Emmenthaler cheese.
Maybe (I will try) reducing the flow or the 100% infill? or temp?
Also U 2+ Cura 2.3.0
Searching for other solutions...
Thanks I'll hunt for that in Cura 2.3.0
Hello,
"Avoid printed parts" is NO solution against rumble!
This is only ment to avoid other parts when there are more parts on the build plate.
The "avoid..." action is a "Z hop" if neccecary during x-y movement from one to another part.

I get a rattleling sound as well. Do you you think it could be from combing?
Phew, it isn't just me
Maybe @nallath has some ideas
As far as I know this is usually caused by material being pushed upwards (warping / overextruding) that creates ridges. When the nozzle passes them, it makes a rumbling sound. Decreasing the speed helps, as does increasing nozzle temp (you pretty much start doing the neo-sanding thing at that point).
-
 1
1

Okay, well a few thoughts...
I can't seem to change the temp in Cura  I have been trying to let the newer, smarter Cura choose all the proper settings, changing only the infill, thickness of walls/top-bottom and support.
I have been trying to let the newer, smarter Cura choose all the proper settings, changing only the infill, thickness of walls/top-bottom and support.
I can certainly lower the speed a bit.

Isn't temperature on the machine? Not in Cura? For UM2? I haven't used cura 2.3 with Um2 yet. Only um3.
Anyway I get the rumbling. The dreaded rumbling. Sometimes. Usually in the areas of overhangs - like if you are printing a BB-8 sphere then you will get it low down where overhang is the worst. On overhangs you get something I call "raised edges". The best fix for raised edges is more fan but I assume you are already at 100% fan. Another fix is more support - add support when it is worse than 45 degrees can kind of hold things down and reduce the "raised edges" effect.
But the best solution is to get your part to stick like hell and just live with it. That's what I do. And we've discussed this before but the main thing people don't do is squish it enough into the tape or glass. If you squish it so much that it's transparent it will stick so damn well it will occasionally (once every 200 prints) remove tiny chunks of glass when you take the print off. People just don't realize the power of "squish".
Hi @gr5
Yes..100% fan. Support is already enabled
Using glue stick too.
The support is sticking to the bottom...it's as it builds it up something is getting knocked loose (perhaps from the rumbling)

You could tru a small 0.2-0.6 z hop on retraction moves to avoid hitting the parts.
I'm using nGen filament for a print tonight and have noted some rumbling early on. I have upped the temperature 2C and slowed the printer down to 95% (50 mm/sec)...we'll see how that goes.
Well it happened again
It shouldn't be knocking the support material down! Especially nGen! I mean, between gluestick and 85C, that's quite a bit of force to break that off.
Could Coasting be doing this?
I wanted you to see how the print goes and you see how at some point it knocks the support material around (see 35 second in)
I'm going to try @neotko 's idea. It sure makes for a lot noisier printing experience Maybe this will help Here's the settings I used...

Well this failed again.
I suspect a problem with the heated bed...I mean, what else could it be???

I'll process the time lapse...
A few thoughts in review...
I've been doing some research, since this is failing on multiple filaments...
Maybe I just got lucky on the first two prints that worked. The rest have all failed.
zhop helped with the rumbling but I think it boils down to the print is coming off the bed.
Should I be adding brim? The entire base of the print is support material. How much? Distance? Line count?
There's a lot of posts about the first layer being hotter than the rest. I don't see a really good way to control this in Cura 2.3.0 It looks like manually upping your print temp through the printer interface might work best.
This print uses all support material on the bottom, so something is going on down there causing the adhesion to fail.

tinkergnome 927
Should I be adding brim? The entire base of the print is support material. How much? Distance? Line count?
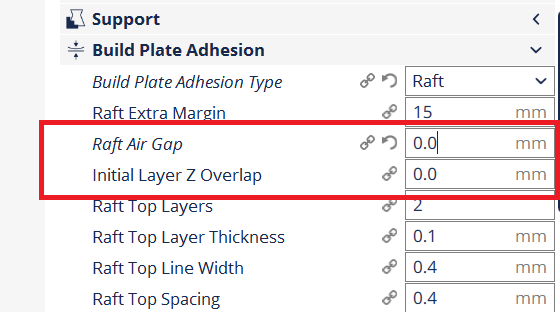
In this case i would use a raft (with "Air Gap" changed to 0.0).
This should result in a stable base for the supports.
Worth a try....air gap?
tinkergnome 927
Worth a try....air gap?
Thank you @tinkergnome
Should I change the support pattern?
Okay, using those settings. Looks like my 15 hour print went to 24!
...and now 48....what's with Cura's time prediction
LePaul - I don't think you leveled the nozzle close enough to the glass. You need to squish it even further into the glass. Turn the 3 screws another 1/2 turn CCW.
-
Our picks
-

UltiMaker Cura 5.7 stable released
ArunC posted a topic in UltiMaker Cura,
Cura 5.7 is here and it brings a handy new workflow improvement when using Thingiverse and Cura together, as well as additional capabilities for Method series printers, and a powerful way of sharing print settings using new printer-agnostic project files! Read on to find out about all of these improvements and more.
-
-
- 18 replies
.thumb.jpeg.0b7a05eafc09add17b8338efde5852e9.jpeg)
Picked By
MariMakes, -
-
Release Notes: S-Line Firmware 8.3.0 (Latest)
Dustin posted a topic in Firmware,
S-Line Firmware 8.3.0 was released Nov. 20th on the "Latest" firmware branch.
(Sorry, was out of office when this released)
This update is for...
All UltiMaker S series
New features
Temperature status. During print preparation, the temperatures of the print cores and build plate will be shown on the display. This gives a better indication of the progress and remaining wait time. Save log files in paused state. It is now possible to save the printer's log files to USB if the currently active print job is paused. Previously, the Dump logs to USB option was only enabled if the printer was in idle state. Confirm print removal via Digital Factory. If the printer is connected to the Digital Factory, it is now possible to confirm the removal of a previous print job via the Digital Factory interface. This is useful in situations where the build plate is clear, but the operator forgot to select Confirm removal on the printer’s display. Visit this page for more information about this feature.- 0 replies
Picked By
MariMakes,
-

.thumb.jpeg.0b7a05eafc09add17b8338efde5852e9.jpeg)
Recommended Posts
Torgeir 242
Hi LePaul,
I'll think this is the nozzle hitting the infill when retracting over here. (Yes I have same things happen on some prints).
There is a setting in Cura, see the "Preferences" and go to settings, find "Travel" and cross out "Avoid printed parts".
I have not tried out this in Cura, but it does work in S3D.
OK.
Good luck.
Torgeir.
Link to post
Share on other sites