

Don't keep quiet if you have constructive comments 
I just wanted to gently correct you, its much easier to people to report issues here and go through the entire Asana mess

Don't keep quiet if you have constructive comments
I just wanted to gently correct you, its much easier to people to report issues here and go through the entire Asana mess
Hi again,
We're not the only ones to have the issue with priming material.
It would really help to have something to raise a little bit more the print head when priming.
Many thanks for reading
Some lines of support will remain between PLA layers.
0.2 profile recommended 20% support



Hello,
I've been facing an issue on my UM3 with dual extrusion print with PLA support which is related IMHO to Cura 2.5, so I'm posting it here (if this is not the right place, then sorry and I'll go for a separate topic).
I've been using Cura 2.4 successfully with the UM3, then I switched to Cura 2.5 last week for testing purposes. I ended up using it daily because I love the new features... After a set of single extrusion samples which went fine, I tried a dual extrusion print with PLA/PVA
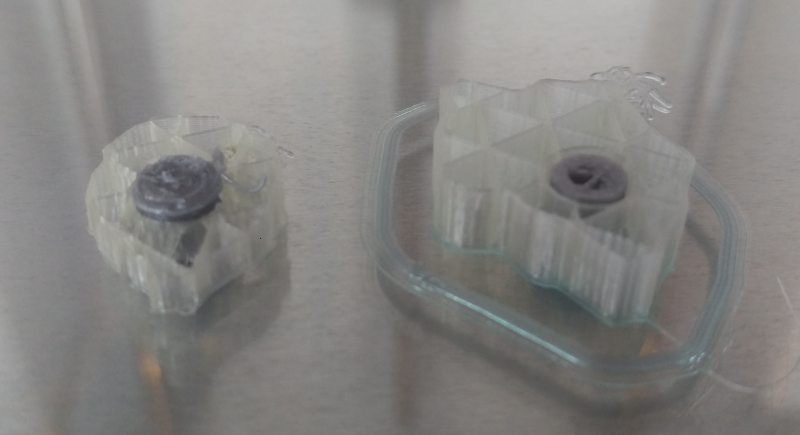
Now the issue : the print starts normally, but after around 10 to 15 layers, the PVA flow seems to stop and the printer prints "into air". the PLA continues to print, and naturally, it is pointless to continue the printing, since the material will not hold in air (it is a baby groot head 3d model )
I initially thought it was a PVA material issue, and I read what I could about nozzle clog, and moisture issues with PVA (but my spool is 2 weeks old only). I tried several cold pulls, XY calibration (which was needed btw) and cutting about 30 cm of PVA, to start with some "fresh" one.
But no improvements at all... after 5 failed attempts, I noticed that the PVA flow is always stopping at the same height... my interpretation of the issue is that at one point, the feeder seems to retract the PVA material way too much, so that it doesn't flow anymore (I have seen the same issue when trying to "pause" the print, and resuming it, but that's another story).
So to be sure, I launched my print again from Cura 2.4, with the same settings (the PVA structure generated is a little bit different in 2.4 and 2.5 btw, but similar in the "failing" part). And my printing is going well beyond the point where it fails with a 2.5 gcode file. "So far so good" I'd say...
Do you have an idea of what is going on ? I attached a picture with a previously "failed" print where you can see PLA above the PVA level, and the current printing, which seems to be just fine. I also attached the gcode generated by 2.4 and 2.5, so that you could compare if needed.
2.4 gcode : http://3dprint.elphe.com/images/UM3J_Head_2.4.gcode
2.5 gcode : http://3dprint.elphe.com/images/UM3J_Head_2.5.gcode
I haven't attempted to let the printing run longer to see if the flow resumes (I want my print first sorry...). I can give it a try once my printing is successfully done
Thanks for your feedback
I can't review your files here, but have you checked the layer view? Does support continue in the layer view, where your printer stops printing it?
I can't review your files here, but have you checked the layer view? Does support continue in the layer view, where your printer stops printing it?
Yes of course, the layer view is correct and continues. I'd say that the flow doesn't seem to stop abruptly, there are PVA shards over the last "good" layer. But still it really seems to happen at the same height for every print...
Installed BETA 2 last night. Still having the same problem.
2.4 Final and 2.5 BETA both 1 & 2 have a distinctively different way of handling user defined z location. I brought the 2.4 version into 2.5 as a GCODE (so glad import gcode is back in Cura. Thanks
) so you could see the Travel Moves in each. 2.5 BETA appears to always return to a location facing the right rear corner before moving to the user defined z position. The result is a messy string of filament in the interior of the hollow part, as you can see by the blue lines
The first is BETA-2 and the bottom is 2.4 Final.
Thoughts?
Thanks for your effort to try our BETA, I'll ask the team to look into this tomorrow.
Edited by Guest
Is there a reason why the 2nd layer on the tower has less material like the remaining layers, no wonder the breaks!
2ter Layer:
T0 G92 E0 M109 S200 M104 T1 S200 M106 S23.2 G0 F5400 X125 Y129 Z0.3 G1 F1200 E9.5 G0 F5400 X125 Y139 G0 X123.29 Y142.29 ;TYPE:SUPPORT G1 F1500 E16 G1 F3600 X123.29 Y130.71 E16.07261 G1 X111.71 Y130.71 E16.14522 G1 X111.71 Y142.29 E16.21783 G1 X123.29 Y142.29 E16.29043 G0 F5400 X124.8 Y143.8 G1 F3600 X110.2 Y143.8 E16.38198
Remaining layers all the same:
T0 G92 E0 M109 S200 M104 T1 S200 G0 F7200 X124.8 Y129.2 Z8.2 ;TYPE:SUPPORT G1 F1200 E16 G1 F3600 X124.8 Y143.8 E16.09154 G1 X110.2 Y143.8 E16.18309 G1 X110.2 Y129.2 E16.27463 G1 X124.8 Y129.2 E16.36618
Gcode type RepRap
You can see (tower) the printing of the 2nd layer has gaps.
With Cura 2.4 is not the case
Edited by GuestIs there a reason why the 2nd layer on the tower has less material like the remaining layers, no wonder the breaks!
2ter Layer:
...
Gcode type RepRap
You can see (tower) the printing of the 2nd layer has gaps.
With Cura 2.4 is not the case
Could you try with the latest beta (2.5.0-BETA-2) ?

We've had a problem where sending via wifi would cause some g-code to be omitted. Entire layers gone. That should be fixed for the second beta version.
can somebody else check this: Cura 2.5 Beta2
UM3 layer view: an AA (pla) and a BB (pva) core active, the layer view highlights everything in the pla/AA view and the pva/BB view is dark. The support should be highlighted in the BB view, isn't it?
The print is fine..


Was this loaded from g-code or directly received from the engine?
direct from engine, newest Cura beta2
Hello,
Another weird thing I spotted with 2.5 is about dual color/material extrusion (no PVA). from time to time with a 2.5 originated print, the printcore switch sequence seems to be "missing" and I had a couple of layers where the wrong core is active, and pouring material just next to the intended area (because the sequence is running as if the other core was extruding). It happens for one layer, then the next material/layer prints normallly (in fact the printer doesn't attempt to switch back to the right core and just goes for the next material/layer, which is then printed consistently).
An important note : I saw that occur twice, and each time, a brief, high pitch sound was emitted just before it happened.
I tested the same print with Cura 2.4 and I didn't notice any switch missing issue (I didn't attend the whole print, but I didn't see any spaghetti around the print indicating that the wrong core was operating at some time).
Do you have any idea what it might be ? I can provide gcode files if you're interested.
Thanks
Installed BETA 2 last night. Still having the same problem.
2.4 Final and 2.5 BETA both 1 & 2 have a distinctively different way of handling user defined z location. I brought the 2.4 version into 2.5 as a GCODE (so glad import gcode is back in Cura. Thanks
The first is BETA-2 and the bottom is 2.4 Final.
Thoughts?
Looks like you found a bug, thx!
We are going to fix it before releasing 2.5 final.
Hello,
Another weird thing I spotted with 2.5 is about dual color/material extrusion (no PVA). from time to time with a 2.5 originated print, the printcore switch sequence seems to be "missing" and I had a couple of layers where the wrong core is active, and pouring material just next to the intended area (because the sequence is running as if the other core was extruding). It happens for one layer, then the next material/layer prints normallly (in fact the printer doesn't attempt to switch back to the right core and just goes for the next material/layer, which is then printed consistently).
An important note : I saw that occur twice, and each time, a brief, high pitch sound was emitted just before it happened.
I tested the same print with Cura 2.4 and I didn't notice any switch missing issue (I didn't attend the whole print, but I didn't see any spaghetti around the print indicating that the wrong core was operating at some time).
Do you have any idea what it might be ? I can provide gcode files if you're interested.
Thanks
Hi, I also had this with the first beta and it was because when printing through WiFi not all the gcode was correctly send to the printer. After we fixed this (in beta-2) it worked ok.
Could you try our latest beta?
Now the issue : the print starts normally, but after around 10 to 15 layers, the PVA flow seems to stop and the printer prints "into air". the PLA continues to print, and naturally, it is pointless to continue the printing, since the material will not hold in air (it is a baby groot head 3d model
I think this is to do with an issue we had which caused some of the gcode not to be sent over the network. Did you print the model by sending over network, or via USB stick? The problem should be fixed in the beta2 release. Could you check whether you still have the problem?
Hi again,
Thanks for the replies. Yes I'm printing over the network, however my printer is wired, not using wifi... and I also went to BETA 2 this week and still have the issues.
However I have Cura 2.4 and 2.5 BETA2 installed on the same machine. Could this explain why I still have the issue ?
Thanks for the replies. Yes I'm printing over the network, however my printer is wired, not using wifi... and I also went to BETA 2 this week and still have the issues.
Please try printing over USB. We've had an issue with printing over the network which we fixed a couple of hours after we put beta 2 online and then we refreshed the beta 2, so it might be the case that you have the wrong beta 2.
You could try to re-download beta 2 and reinstall it or try printing over USB.
Otherwise: please share your project file so that we can reproduce the problem and see whether we fixed it when we fixed it.
Hello,
I checked and my version is dated of 3rd of April. The latest setup is dated 6th of April. So I reinstalled it and I'll make some more testing tonight (as well as print through USB) and let you know....
Thanks !!!
2.4 Final and 2.5 BETA both 1 & 2 have a distinctively different way of handling user defined z location. I brought the 2.4 version into 2.5 as a GCODE (so glad import gcode is back in Cura. Thanks
Cura 2.5 definitely handles positioning differently from 2.4. Since Cura 2.5, CuraEngine is using multi-threading to speed up the process. The engine generates multiple layers at the same time. The major disadvantage of this is that the engine doesn't know where the previous layer ended in order to get the point on the inner walls closest to the previous print head location. Instead the engine starts each layer closest to the Layer Start Location.
A workaround for your situation is to set the Layer Start X and Layer Start Y to the same values as the Seam X and Seam Y.
I don't think this is a problem for most prints, since most prints use infill, so the starting point of the inner walls is already closest to the last infill line, rather than the end of the outer wall on the previous layer in both Cura 2.4 and 2.5. Moreover, we think that having the location of the seam of the inner walls at a different location as the seam of the outer wall could help strength prints and reduce the size of the z seam which is visible on the outside.
Love to hear your thoughts.
Edited by GuestTested this evening with latest BETA 2 and I can confirm that both my PVA layer issue and head switching issue are gone. Many thanks for your help on this. I can continue using 2.5
 2
2


ArunC posted a topic in UltiMaker Cura,
.thumb.jpeg.0b7a05eafc09add17b8338efde5852e9.jpeg)
Dustin posted a topic in Firmware,







Recommended Posts
burtoogle 513
OK, well that's good. Sorry, I missed that, I'll keep quiet.
Link to post
Share on other sites