

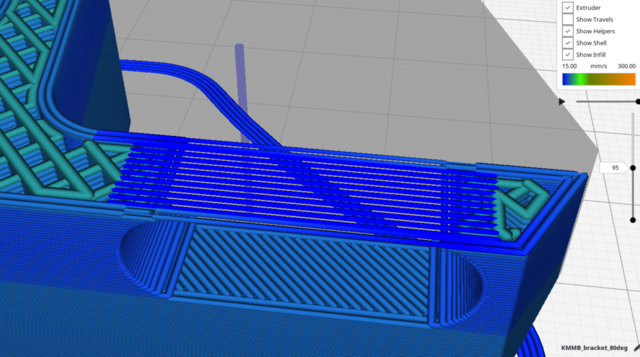
On 27/03/2018 at 4:47 PM, smartavionics said:Here is the first bridge layer, I am showing the layerview as feedrate so you can see the speed changes on the bridge. Notice also the coasting just before the bridge walls start (the walls are printed anti-clockwise):

I am very pleased to finally have some settings for bridging to tweak! I have been playing around with them and getting some pretty good results.
I was wondering something about the image above. The bridge lines in the image seem to extend into the infill, while mine will only start from the underlying walls. It seems useful to me to extend the bridge beyond the walls, but cannot find a setting that controls this. Also, my bridges are surrounded by wall lines, where the ones in the image are not. I don't think this matters a whole lot, but I am still wondering why I am having a different result. Any tips?





")









.thumb.jpeg.0b7a05eafc09add17b8338efde5852e9.jpeg)
Recommended Posts
burtoogle 513
Hi @geert_2, that's all very interesting. I definitely think there will be situations where these techniques would be valuable. I am happy to keep working on the bridging support in Cura so if we need some changes to make a better result, please don't hesitate to make suggestions. Great work, thanks.
Link to post
Share on other sites