


GregValiant 1,248
I print a log of PETG on a Creality textured glass build surface.
1. Some adhesion promoter is required. I use extra-hold hair spray.
2. PETG will warp. Certain geometries (like long thin pieces) are more prone to warping than others. When that is the case then "elephant ears" are necessary to help hold the model down.
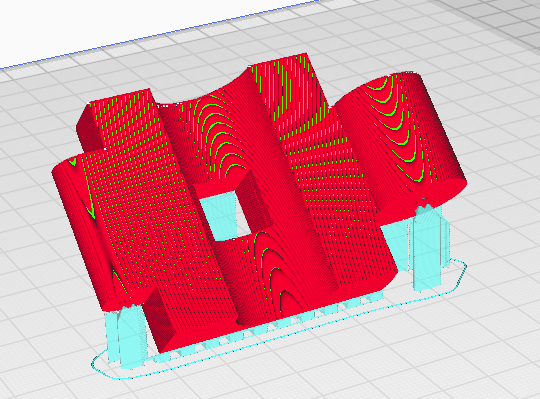
This model is long, thin, and tall. Not good. I designed the elephant ears into the part because I knew it was going to lift.

The print came out very well. Here is the bottom of the elephant ear. The picture makes it look like it pulled more than it actually did. It was about 1mm maximum. The elephant ears held.

I have cooled down my hot end over time. I now print PETG at 225° with the bed at 80°. Although I print PLA at up to 100mm/sec, I print PETG at 35mm/sec with the outer walls at 30mm/sec for a shinier finish.
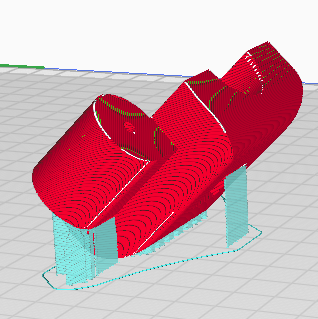
This brings us to your first image. It warped. There was not enough bond between the long skinny arm, and the support below it. It's exactly the type of shape I was talking about.
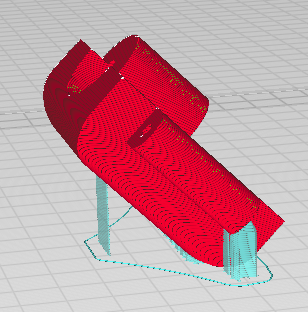
You might be able to print that with that leg vertical. I'd try something like this. The 2mm holes by the pivot receive pieces of filament to locate the cap at assy. Super Glue works very well.
GV Pins_Klammerfr22mm-Rohrauen.3mf
Edited by GregValiant





.thumb.jpeg.0b7a05eafc09add17b8338efde5852e9.jpeg)
Recommended Posts
ManAtArms 59
ASA benötigt neben einem Brim auch eine Haftschicht, wie es da mit Flexplates usw. aussieht, kann ich leider nichts beisteuern, da keine Ahnung weil ich noch auf Glas drucke und da hau ich 3DLAC drauf.
Bei mir gab es hin und wieder kleine Probleme, aber die waren eher vernachlässigbar.
Auch muss bei ASA eventuell der Flow erhöht werden.
PETG dagegen kann auch bei offenen Bauraum gedruckt werden und ich hatte auch schon mit AddNorth PETG gute Ergebnisse erzielt, es war aber auch das einzige, da ich zu 90% nur mit Fillamentum PLA drucke, aber demnächst auch durch das neue Cover ABS usw. testen werde.
100% Füllung ist übrigens sinnlos, man kann die gleiche Stabilität auch mit entsprechender Wandstärke und Füllmuster hinbekommen bei 50% oder weniger. Auch kann eine 100% Füllung bei Abkühlung eine Kraft entwickeln, die die Layer abheben lässt.
Du musst bedenken, dass bei 100% Füllung das überschüssige Material sich dann gerne nach außen bewegt und somit die Dimensionen verhaut, zwar nicht massiv, aber dennoch.
Benutzt du da zufällig Tree-Supports? Würde ich weglassen und normalen Support versuchen.
PETG kannst du übrigens fast gar nicht verkleben, da es ein glattes Material ist, ich habe das bisher nur mit Cyanacrylat und Activator geschafft. Wenn ich da Epoxy verwende, kann man es wie Folie abziehen.
Link to post
Share on other sites