


Is this latest print with the teflon coupler in the condition in your photos from the head disassembly or did you clean up the deformed lip?
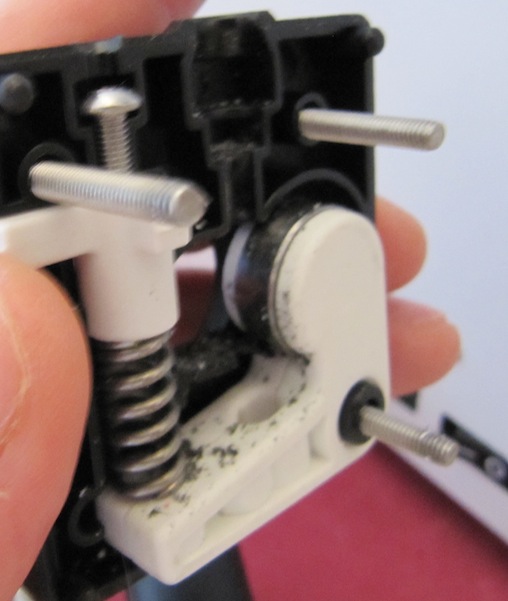
Well, i didn't really see any way to clean up the deformed lip. I put a drill through the teflon piece, but the 'rut' in the teflon is a temporary *widening* of the shaft - so it could be a 'catch' point for unevenness in the filament - where the filament might have been carried along in the tube, with the kink riding along the inside of the bowden tube - then it gets to the rut in the teflon and it pops into the rut and stays there.
So this print is after I reassembled the head, with some very minor clean up of the teflon.
I think there is more going on.
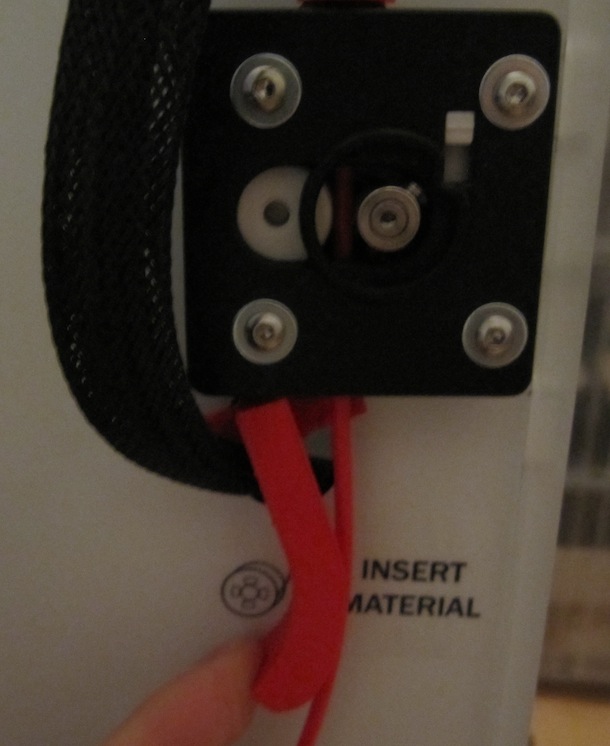
I would really like to replace the teflon. No answer as yet from the 2 emails sent to Marrit at UM requesting a replacement (under warranty or chargeable)
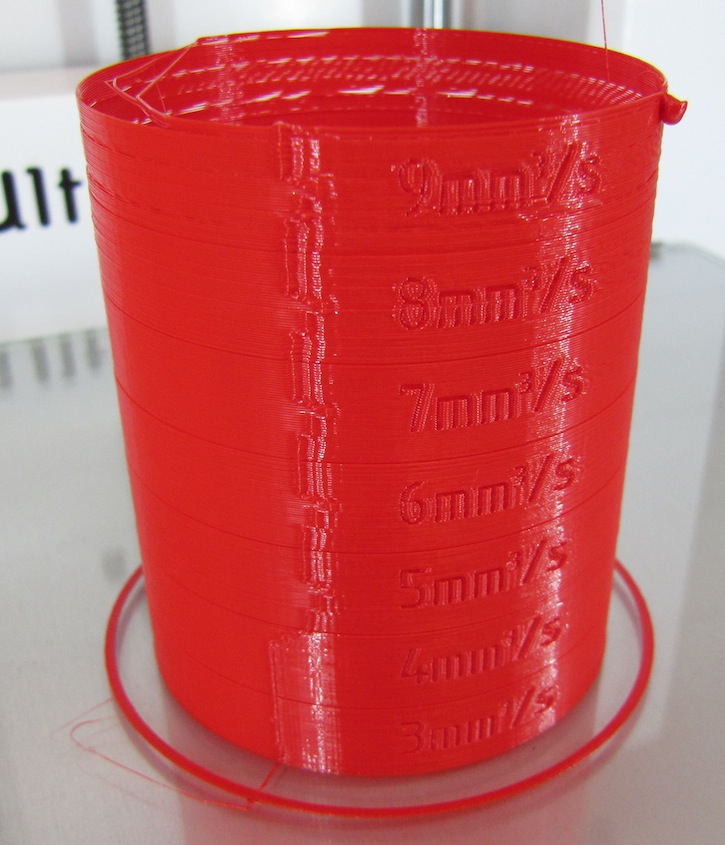
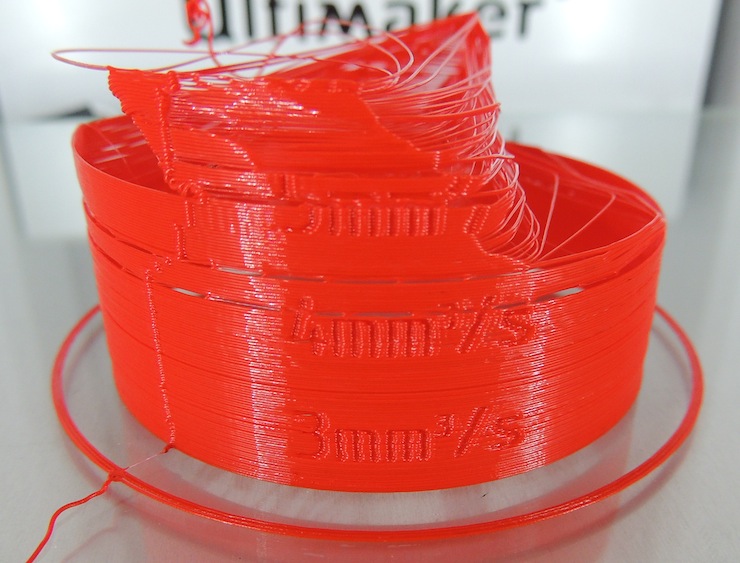
Do I have the worst results of anyone on this thread ? Anyone failing earlier than 3mm cubed per sec ?
Mark.

























.thumb.jpeg.0b7a05eafc09add17b8338efde5852e9.jpeg)
Recommended Posts
Top Posters In This Topic
52
47
38
37
Popular Days
Feb 27
30
May 6
28
Mar 6
24
Mar 3
24
Top Posters In This Topic
illuminarti 52 posts
gr5 47 posts
schafe 38 posts
Nicolinux 37 posts
Popular Days
Feb 27 2014
30 posts
May 6 2014
28 posts
Mar 6 2014
24 posts
Mar 3 2014
24 posts
Posted Images
cyan 0
Is this latest print with the teflon coupler in the condition in your photos from the head disassembly or did you clean up the deformed lip?
Link to post
Share on other sites