


Parts smaller then the line size are lost. It's impossible to make something 0.36mm thick with 0.4mm lines (0.4mm lines are default)
What you could try, is to set the "wall thickness" to 0.6mm, and the nozzle size to 0.3mm instead of the default 0.4. This tricks Cura in putting down 0.3mm lines. However, this is quite hard for a 0.4mm nozzle and the results might not be pretty.
As for the cooling problem, in the expert settings there is a setting called "minimal feed rate", set this a bit faster. What is happening is not that the printer stops to wait for cooling, but it slows down. However, it slows down so much that it goes to a crawl. The minimal feedrate is intended to protect against this, however the default of 5mm/s might not be fast enough in your case.
You can also adjust the minimal layer time so it spends less time printing each layer and waiting for cooldown.
I've added a fix for the error message in the dev version. It happens if you select a layer which doesn't have any GCode in it.
I wouldn't recommend trying to hack the GCode generator (Skeinforge), as you will lose your sanity.
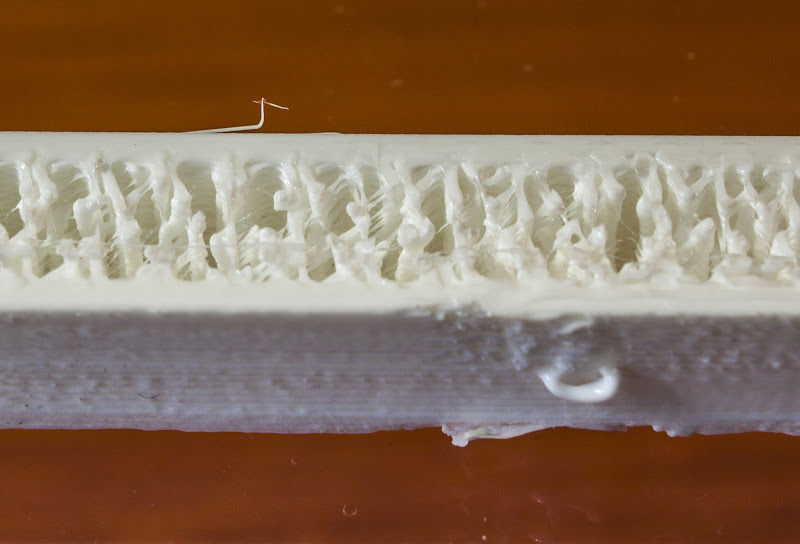
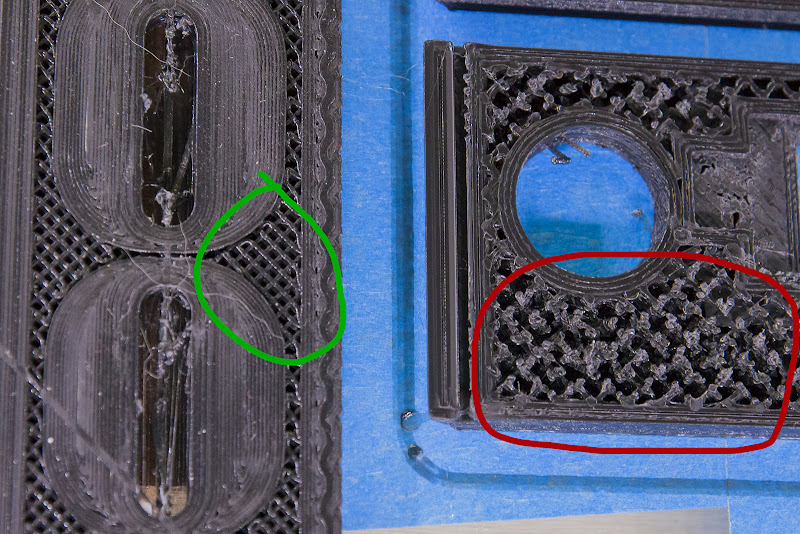
Final note, printing things like this really pushes the printer to it's limits.

.JPG.a89140395fddb38e16d626a7ae931d5e.JPG)
.JPG.979c1aadc0340b82658932fe8b022a44.JPG)





.thumb.jpeg.0b7a05eafc09add17b8338efde5852e9.jpeg)
{kind=link}
Recommended Posts
janosch 0
Because of the limit of three attachments I am using a reply to post another pictures:
- needed for a better understanding of the upper questions.
(the print was not optimized for anti-stringing)
Link to post
Share on other sites