

Ich benutze seit einem halben Jahr genau den, von IRobertI.
Läuft seit da einwandfrei und der Filamentwechsel ist ein Kinderspiel.

Ich benutze seit einem halben Jahr genau den, von IRobertI.
Läuft seit da einwandfrei und der Filamentwechsel ist ein Kinderspiel.
Ja, der schaut wirklich gut aus - Danke!
Habe gesehen, dass da verschiedene Längen gibt, org. und 35-39mm.
Welche Länge nehme ich da?
Grüße
Marcus

...
Welche Länge nehme ich da?
...
Nimm am besten gleich einen von dieser Variante, dann kannst Du direkt eine Schraube mit 16mm Länge verwenden:
"Feeder V6 Yoke And Hub With M16 Spacer"
(M3 in 14mm gibt es nicht "von der Stange" und so viele Unterlegscheiben sehen doof aus...  )
)
_Die_ "richtige" Länge vom Yoke gibt es nicht so direkt - das hängt davon ab, wie "stark" und wie lang die Feder bei deinem Drucker ist (die haben offenbar eine gewisse "Serienstreuung").
Du könntest z.B. mit 38mm anfangen, und später andere Längen "nachdrucken", wenn Dir der Federdruck zu schwach oder zu stark vorkommt (oder Du druckst eben gleich die ganze Serie...).
Wenn ich mich richtig erinnere, sollte die Feder beim Zusammenbauen mit einer 30mm langen M3 Schraube auf ca. 13 mm Länge vorgespannt werden. Der Arm sollte sich dann schließen lassen ohne sich die Finger zu brechen, darf aber auch nicht zu "lasch" eingestellt sein.
Das ist leider zum Teil so eine "Gefühlssache..." - lohnt sich aber
Viel Spaß!
Alles klar, Danke!
Er druckt gerade die Basis, dann kommen die restlichen Teile.
Himmel, ich dachte schon der Drucker sei im Ar...., dabei stammten die "ungesunden" Geräusche vom Druck des "eingebauten" Support Materials. Geniale Idee.
Grüße
Marcus
Tja, ich kann leider nicht weiter drucken. Cura zeigt mir zwar das inbuild support material bei dem Arm an, aber in der layer view erscheint es nicht und wird auch nicht gedruckt.
Grüße
Marcus
Hallo Marcus
Cura ganz schliessen und Objekt neu laden hilft nix?
Gruss, Obi

Nein, leider nicht, habs eben noch mal versucht. Orintierend an Deinem Bild, fehlen die Stege in der Mitte und auf der linken Seite druckt er nur ein "W" (die Aussenlinien fehlen).
Grüße
Marcus
...
Cura zeigt mir zwar das inbuild support material bei dem Arm an, aber in der layer view erscheint es nicht und wird auch nicht gedruckt.
...
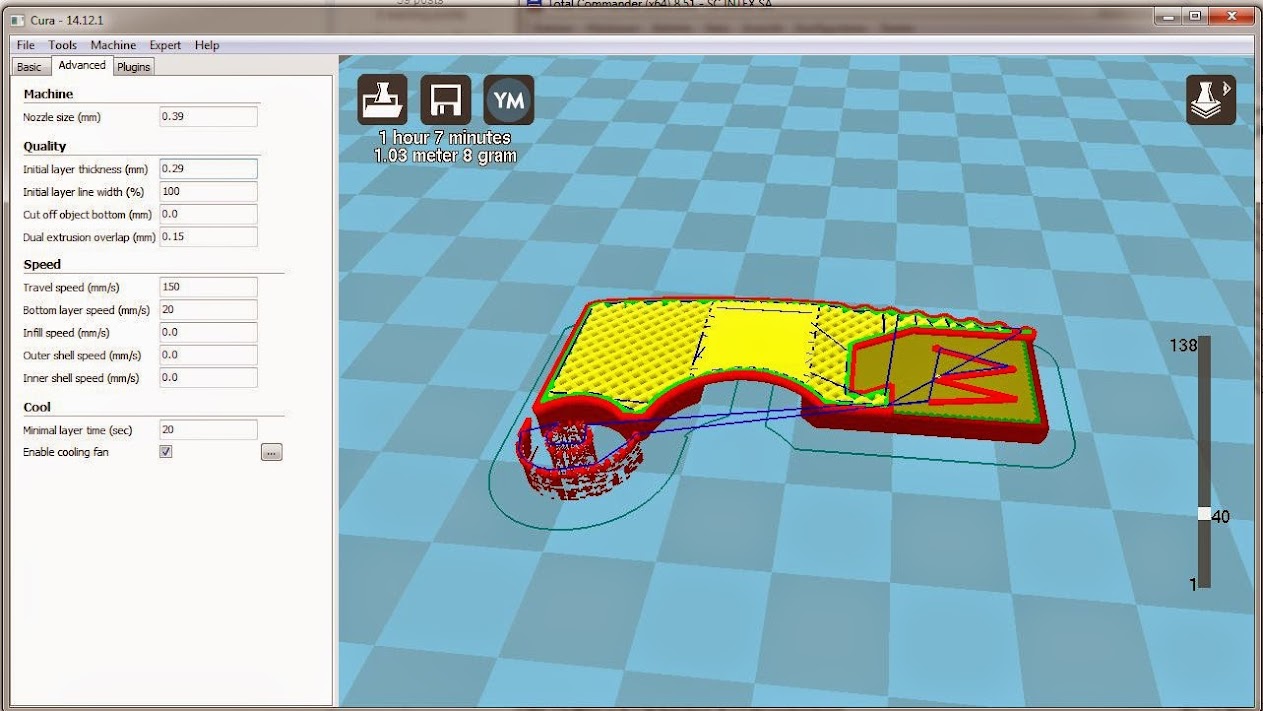
Zur Not kannst Du in Cura ein wenig mit der "Nozzle size" schummeln.
Versuch mal 0.39 (statt 0.4) einzutragen und kontrolliere die layer view.
Bringt auch nix.
Bringt auch nix.
Ja, irgendwas passt immer noch nich...
Ich habs mir grad nochmal in Cura 14.12.1 und 15.01 angesehen - sieht anders aus, als bei Dir... . Unten stehen die relevanten Einstellungen, die ich verwendet habe.
Wenn es gar nicht hinzubekommen ist, kannst Du mir gerne eine email-Adresse per PN schicken, dann schicke ich Dir mal testweise das komplette Cura-Profil, das ich verwendet habe, oder gleich die gcode-Dateien...
layer_height = 0.08
wall_thickness = 1.2
retraction_enable = True
solid_layer_thickness = 1.2
fill_density = 20
nozzle_size = 0.4
print_speed = 40
print_temperature = 220
print_bed_temperature = 70
support = None
platform_adhesion = Brim
filament_diameter = 2.85
bottom_thickness = 0.0
layer0_width_factor = 100
object_sink = 0.0
overlap_dual = 0.15
travel_speed = 150
bottom_layer_speed = 20
infill_speed = 0.0
inset0_speed = 0.0
insetx_speed = 0.0
cool_min_layer_time = 8
fan_enabled = True
skirt_line_count = 1
skirt_gap = 3.0
skirt_minimal_length = 150.0
fan_full_height = 4
fan_speed = 100
fan_speed_max = 100
cool_min_feedrate = 10
cool_head_lift = False
solid_top = True
solid_bottom = True
fill_overlap = 15
spiralize = False
simple_mode = False
brim_line_count = 10
fix_horrible_union_all_type_a = False
fix_horrible_union_all_type_b = False
fix_horrible_use_open_bits = False
fix_horrible_extensive_stitching = False
Weil Du was von der Version 15.01 geschrieben hast, habe ich mir die eben mal geladen. Ich wusste nämlich garnichts von einer neuen Version, weil Cura selbst keine verfügbaren Updates anzeigte.
Alte deinstalliert, neue installiert und... tata... alles wird angezeigt! Danke!
Grüße
Marcus
Hiho,
ich habe mir auch den Robert-Feeder runtergeladen und in den Comments der Downloadseite auch noch eine imho vereinfachte und bessere Version gefunden. Da die aber meines Erachtens auch noch nicht optimal war (teilweise sogar unbrauchbar, da Teilekollision), hab ich sie kurzerhand abgewandelt, Ergebnis siehe unten.
Ich bin Industriedesigner, darum hats also nicht so eine klobige 08/15-Form Ausserdem hab ich diverse gerippte Flächen modelliert, die das Bedienen erleichtern sollen (Grip). in der oberen Führungshülse wird ein kleines Stück abgeschnittenen Bowdenzug gesteckt, um die Reibung zu verringern. Die untere Metallhülse vom Originalfeeder hab ich mal weggelassen und dafür den Materialeinzug trichterförmig und großzügig verrundet gestaltet, mal sehen, wie sich das auf Dauer verhält - Stichwort Abrieb. Habe das Ding in 0,1mm gedruckt und teste es jetzt mal.
Grüße, Marcus

Die Version sieht ja mal richtig cool aus, und scheint noch ein paar Verbesserungen zu enthalten. Filament wird mehr geführt, könnte allerdings zu viel Reibung verursachen, oder passt jeweils ein komplettes stück Bowdentube hinein?
Merci... nein, es ist nur oben der Bowdenzug drin. Unten hab ich mir überlegt, das Filament nicht dauerhaft zu führen, sondern durch zwei Ringe zu ziehen. Weniger Kontaktfläche => weniger Reibung. Es geht ja unten nur um die Zentrierung. Hab Dir mal schnell einen Screenshot vom Schnitt gemacht, damit Du siehst, was ich meine.

Okay das ist natürlich auch möglich. Wenn du es zur Verfügung stellst, bastel ich mir das wohl aus Bronzefill 
Kann ich gerne machen, allerdings erst nächste Woche. Hab morgen freigenommen und bin erst am Montag wieder an der Uni, wo ich arbeite und wo die Ultis stehen.
Hallo,
mit der 2. Version vom Robert-feeder bin ich nicht wirklich zurecht gekommen. Es entsteht zu viel Reibung und das Filament läuft nicht immer gerade auf dem Kugellager. Teilweise hatte sich die Transportrolle ins Material reingefressen, was ich vorher noch nie hatte. Aber wahrscheinlich muss ich weiter testen.
Ich probiere auch mal seine erste Version, die gefällt mir irgendwie besser. Hut ab vor ausgefeilten Designs, die aus einem Mech stammen könnten, aber ich persönlich finde das normale 08/15 Design jetzt nicht sooo schlecht. Hauptsache es hat Schnellwechsel, ist robust und zuverlässig und ich kann die Teile mit einer flachen Seite liegend ausdrucken, sofern es eben geht.
Vielleicht wäre es möglich, dass Du die untere Führung so gestaltest, dass der original Führungsring vom UM2 Feeder reinpasst?
Deine Anmerkung zur Reibung und Kontaktfläche habe ich nämlich auch beobachtet, insbesondere ist der Feeder dadurch deutlich lauter geworden als der Originale mit Führungsring.
Oder hat jemand einen Tipp, unter welchen Begriff und wo ich solche Führungsringe finde? Sieht im Prinzip aus wie eine Öse.
Güße
Marcus
Ja, das ist mein Plan B, falls das mit meiner Version nicht hinhaut. Dann schlitze ich unten einfach die Hülse so ein, daß man den Metallring einklipsen kann. Aber ich wart mal ab
Für Roberts Feeder muss man unten ein Stück Bowden einfügen, dass man problemlos vom original abschneiden kann..
Hier mal mein Feeder als ZIP: https://www.dropbox.com/s/lgmn1h3zt182ifr/Feeder%20Designo.zip?dl=0
Prinzipiell ohne Stützmaterial etc. drucken, ich habe die nötigen Stützen dazukonstruiert. Sind ähnlich denen von iRobert, also was entfernt werden muss, sollte selbsterklärend sein.
@Johannes: Habe mir am Wochenende eine Spue Bronzefill gekauft. Das geht ja zum Verrecken nicht zu drucken! Stopft eigentlich schon gleich nach dem Einlegen. Von einem Druck bin ich damit meilenweit entfernt. Ich hab mich da mal an die Einstellungen aus dem englischen Teil des Forums gehalten, da hieß es 205°-215°, Retraction off, Flow 104%-108%. Wenn überhaupt was vorne rauskommt, dann haftet es schon mal gar nicht oder nur teilweise an der Platte. Letztere ist natürlich kalibriert, habs mit und ohne Glue Stick versucht. Mit dem Material wird's einfach nur eine einzige Kleckserei... Welche Einstellungen nimmst Du zum Drucken und hast Du sonst noch einen Tipp?
Also ich drucke je nach Teil mit 210-220° Bed 60°
Flow so auf 106-108%
Und wichtig Geschwindigkeit nie unter 50mms/s sonst kriecht die wärme im Filment zu sehr nach oben, bei Kupfer ist das noch extremer. Daher nur den ersten layer mit 30mm/s und dann schnell weiter mit 50 bzw 60 für infill.
Was es auch noch bringen kann wenn du das Material händisch erst dann ganz in Druckkopf schiebst wenn er ausgeheizt ist und das Bett nach oben fährt. Geht ja mit diesem Feeder relativ gut.
Hmmmmm... prinzipiell hatte ich das alles so wie Du. Wenn dann was aus der Nozzle kam, blieb es nicht auf der Platte kleben, egal ob mit oder ohne Kleber auf der Platte. Muss halt noch weitertesten.
Ja testen ist bei dem ganze wahrscheinlich immer etwas nötig. Vielleicht davor auch die Nozzle komplett säubern mit der Atomic Methode.
Kann leider nicht mehr sagen ob es noch problemloser seit dem custom heater Block ist.

ArunC posted a topic in UltiMaker Cura,

.thumb.jpeg.0b7a05eafc09add17b8338efde5852e9.jpeg)
Dustin posted a topic in Firmware,




Recommended Posts
dirkdirk 5
Hi,
Also ich nutze den originalen Feeder, aber ich habe schon oft von Robert's feeder gelesen.
Denke der ist ganz gut..
https://www.youmagine.com/designs/alternative-um2-feeder-version-two
Link to post
Share on other sites