


3rei-de
-
Posts
11 -
Joined
-
Last visited
Content Type
Forums
Events
3D Prints
Posts posted by 3rei-de
-
-
So viel ich weis hat die eine raue Oberfläche da durch hält das auch recht gut. Soll aber auch nicht so leicht abgehen und die Folie hat auch nur eine begrenzte Haltbarkeit. Deswegen möchte ich die Alu-PEI-Platte.
Aber bin trotzdem auf deinen Test gespannt.
Es ist eine Kunststoffmischung die zum Patent angemeldet ist.
Man sollte SIE nur mit 70% Alkohol säubern, und natürlich nicht verkratzen/beschädigen.
Begrenzt Haltbar ist relativ.. :ugeek:
Bin selber sehr gespannt............ :eek:
-
Hallo Leute,
The Ideal 3D Printing Surface ????
habe mir auf folgender Website eine DDP bestellt. Ich melde mich wieder wenn ich Diese Buildtake-Dickfolie ausprobiert habe. Die Masze sind 254x228
oder hat schon Jemand damit Erfahrungen gesammelt?
-
Gibts eigentlich auch die Möglichkeit, Support nur innerhalb eines Modells zu drucken?
Ich habe einen Container für eine GoPro in Planung, der nach oben ein Dach hat, das 60° Steigung hat und daher prinzipiell keinen Support braucht. Es gibt eine Innenwand und eine Außenwand. Die Innenwand muss die komplette Grundfläche der liegenden Kamera aussparen und die Außenwand braucht noch die Aussparungen für die Linse und die Bedienelemente und das Display etc. Wenn ich jetzt Support "Everywhere" angebe, dann wird vor allem die große Aussparung in der Innenwand supportet, aber eben auch der Teil des "Dachs", das oben kugelförmig zuläuft, obwohl das vielleicht gar nicht nötig wäre.
Es ist leider auch nicht möglich, den Druck in Einzelteile aufzuteilen und den Support nur in entsprechenden Bereichen auf "Everywhere" zu stellen.
Hallo th.
ich kann Dir da Simplify3D Software empfehlen. Da kannst Du Stützmaterial- Bereiche manuell entfernen oder auch zufügen! Ich bin damit sehr zufrieden. Kostet ca. 115€.
Gruss Norbert
-
Hallo, hier meine Email: print@3rei.de
-
Hi PeterF
sende mir doch deine priv Email-Adresse
ich sende Dir dann gerne 2 fff Datein für Simplify3D zu. Die sollten für PLA gehen!
Gruß Norbert
-
@ Visul
im Umkerschluss heißt deine Aussage , "denn mit meinen UM2's kann ich mit fast allen PLA Filamenten..."
also, nicht mir Allen. :eek: Ist ja mein Reden!
Ich drucke auf Kaptonband weil: ABS, XT und einige Andere Mat. so auf dem Druckbett überhaupt erst halten.
Mit einem Fusseltuch komme ich da nicht in die Erfolgsspur :mrgreen: .
Hier noch ein Foto: Eule Mat. ColorFabb XT in Eislook.
-
Hallo, ich habe für mich das Problem des Feeder rücksprungs gelöst :-P
Eine Grundregel: Genug Hitze in der Düse (eher Obergrenze statt niedriger, ist auch besser für die Schichtenverschmelzung/Festigkeit) und das Filament muß sich ohne haken und klemmen abwickeln können und leicht gebremmst sein.
Ich benutze Simplify3D und habe super gute Erfahrung mit Formfutura 2.85mm EasyFil™ PLA gemacht. Mit anderen PLA –Sorten nicht so gute, weil bei mir bei gleichen Einstellwerten das Material im Düsenkopf zu stark gestaucht wurde das der Antriebsmotor mit einem gut hörbarem Knacks zurücksprang. Auch eine Temp. Erhöhung auf 225° hilft nicht.
Ich denke es gibt zu starke Unterschiede in einer Filamentspule (Schmelzpunkte und Dichte des Filaments). Was geholfen hat, war mit Extrusion Multi. 0,90 zu drucken, (knacken weg) aber keine vernünftige Haftung zwischen den Shells und Infill. Nicht zu empfehlen.
Eine Möglichkeit:
Die Filamentspulenhalterung habe ich am Drucktisch unterhalb des UM2 angebracht( ca.50cm)! Sie hat eine leichte „Bremse“ das sich das Material nicht selbst abwickelt oder sich überlappt. Die Lösung von Ultimaker ist nicht gut gelöst (zu viel Reibung bei der Umlenkung und zu scharfer Einlauf winkel)! Der Filament Antrieb ist meines Erachtens gut und reicht so.
EasyFil PLA drucke ich auf UM2 für technische Teile mit:
Extrusion Multi.: 1,15 Sollmaß X20 = 20,04 Y60 =59,95 mm Z12 =12,02
3 Shells (1,2 mm Wandstärke)
First Layer: Extrusion Multi.: 1,13 mit 0,20 Layerhöhe bei 220° Bett 53° - 60mm/s --- Height 80% With 105% Speed 50%
Layer 2>6 (entspricht meiner Bottomstärke von 1,2 mm)
Extrusion Multi.: 1,15 | Layerhöhe 0,20 bei 220° Bett 53° - 60mm/s | Outline Speed 75%
Layer 6 > Ende
Extrusion Multi.: 1,15 | Layerhöhe 0,14 bei 220° Bett 53° - 60mm/s | Outline Speed 75%
Lüfter/Fan: (bei Grundflächen ab 4-5 cm2)
1>2 Layer: 0
3>4 Layer: 20%
5 : 50%
6> Ende : 90%
Ich drucke auf Kaptonband (kein Kleber oder Haarspray) alles Super!
(wenn Jemand wissen möchte wie ich es faltenfrei und ohne Rillen draufbekomme, kann mich gerne kontaktieren)
Habe jetzt HIPS von Formfutura! Melde mich nach erfolgten Druckversuchen.
Gruß Norbert
Hier noch Fotos von den Teilen die ich so im CAD konstruiere und mit UM2 drucke.
Mit den Einstellungen (Teilebedingt mit minimalen Änderungen) und Material, wie in meinem vorherigen Beitrag beschrieben!
-
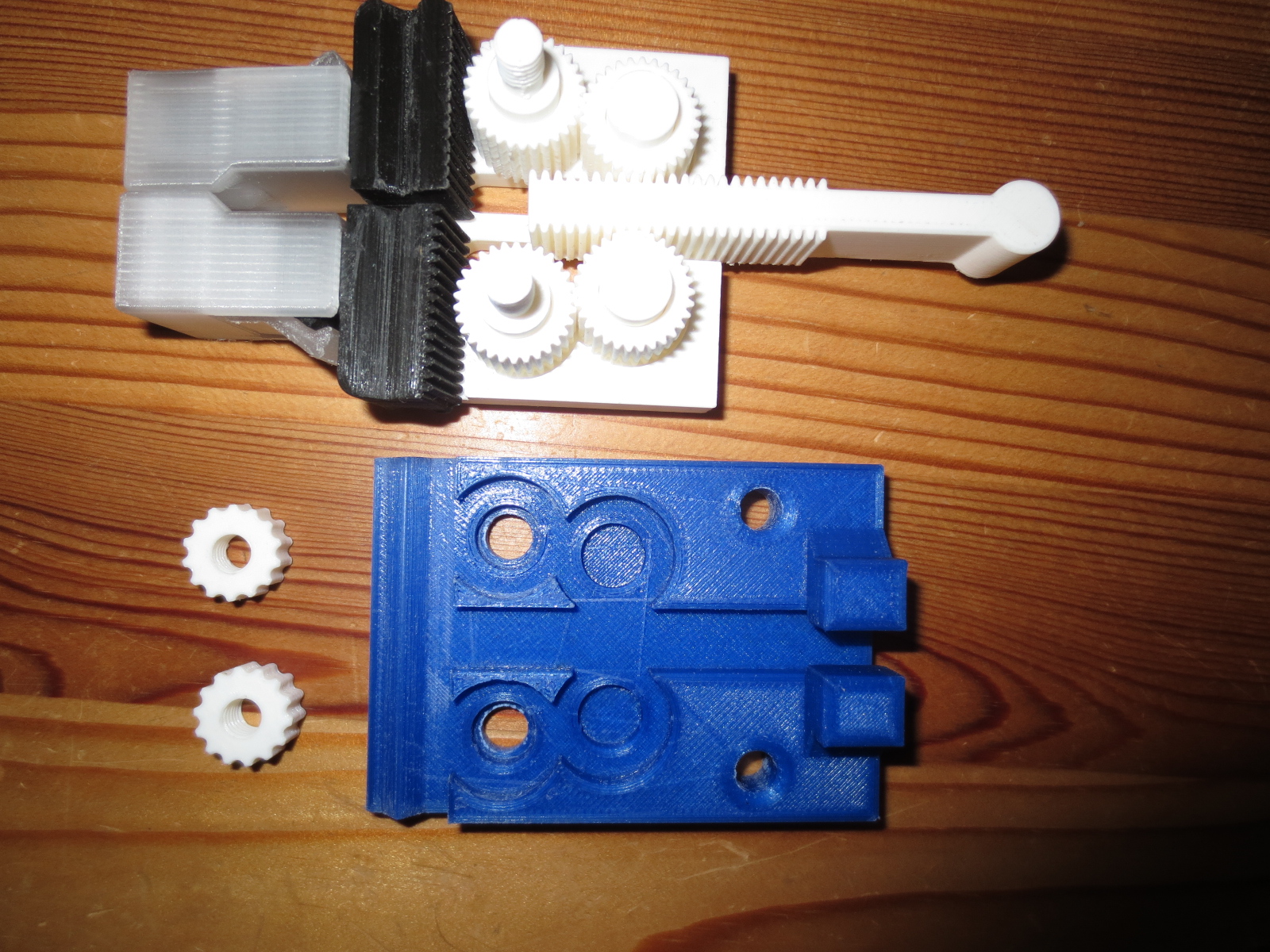
Hier noch Fotos von den Teilen die ich so im CAD konstruiere und mit UM2 drucke.
Mit den Einstellungen (Teilebedingt mit minimalen Änderungen) und Material, wie in meinem vorherigen Beitrag beschrieben!
-
Hallo, habe noch was verbessert (hatte ich in meiner Eile etwas vallsch aufgeschrieben(Layereinstellungen)) :mrgreen:
ich benutze auch Simplify3D und habe super gute Erfahrung mit Formfutura 2.85mm EasyFil™ PLA gemacht. Mit anderen PLA –Sorten nicht so gute, weil bei mir bei gleichen Einstellwerten das Material im Düsenkopf zu stark gestaucht wurde das der Antriebsmotor mit einem gut hörbarem Knacks zurücksprang. Auch eine Temp. Erhöhung auf 225° hilft nicht.
Ich denke es gibt zu starke Unterschiede in einer Filamentspule (Schmelzpunkte und Dichte des Filaments). Was geholfen hat, war mit Extrusion Multi. 0,90 zu drucken, (knacken weg) aber keine vernünftige Haftung zwischen den Shells und Infill. Nicht zu empfehlen.
Die Filamentspulenhalterung habe ich am Drucktisch unterhalb des UM2 angebracht( ca.50cm)! Sie hat eine leichte „Bremse“ das sich das Material nicht selbst abwickelt oder sich überlappt. Die Lösung von Ultimaker ist nicht gut gelöst (zu viel Reibung bei der Umlenkung und zu scharfer Einlauf winkel)! Der Filament Antrieb ist meines Erachtens gut und reicht so.
EasyFil PLA drucke ich auf UM2 für technische Teile mit:
Extrusion Multi.: 1,15 Sollmaß X20 = 20,04 Y60 =59,95 mm Z12 =12,02
3 Shells (1,2 mm Wandstärke)
First Layer: Extrusion Multi.: 1,13 mit 0,20 Layerhöhe bei 220° Bett 53° - 60mm/s --- Height 80% With 105% Speed 50%
Layer 2>6 (entspricht meiner Bottomstärke von 1,2 mm)
Extrusion Multi.: 1,15 | Layerhöhe 0,20 bei 220° Bett 53° - 60mm/s | Outline Speed 75%
Layer 6 > Ende
Extrusion Multi.: 1,15 | Layerhöhe 0,14 bei 220° Bett 53° - 60mm/s | Outline Speed 75%
Lüfter/Fan: (bei Grundflächen ab 4-5 cm2)
1>2 Layer: 0
3>4 Layer: 20%
5 : 50%
6> Ende : 90%
Ich drucke auf Kaptonband (kein Kleber oder Haarspray) alles Super!
(wenn Jemand wissen möchte wie ich es faltenfrei und ohne Rillen draufbekomme, kann mich gerne kontaktieren)
Habe jetzt HIPS von Formfutura! Melde mich nach erfolgten Druckversuchen.
Gruß Norbert
-
Hallo, hat einer die gleiche Erfahrung gemacht, das in der eingedeutschten Version von Cura 14.09 kein Supportmaterial "Everywhere" angezeigt, sowie nicht gedruckt wird??? In der englischen Version die ich dann wieder eingestellt habe funktioniert es wieder!! Ob wohl noch was falsch verändert wurde ?!
Denn wenn eine Sache deutlich verändert wurde, warum nicht auch mehrere.
Ich finde das ist ein DICKES DING.
Probleme mit der ersten Schicht
in Deutsch
Posted
Hallo
ich habe mit Verbatim PLA 2,85 mm auch Probleme.
Ich drucke jetzt mit min. 220° , sonst verstopft irgendwann die Düse,
und der Filamentantrieb springt.
Verträgt auch keine 100% Lüfter !!! Dann wird die Oberfläche krisselig.
Diese Probleme habe ich mit Formfutura nicht.
Deine erste Schicht kannst du mal mit "First Layer With" 80-90% versuchen, quetscht wohl, hat bei mir geholfen.
Gruß Norbert