


Joffrey
-
Posts
6 -
Joined
-
Last visited
1 Follower

Joffrey's Achievements
2
Reputation
-
Seems like your first layer is either severely underextruding or your bed was not leveled properly. with the Alta you can only level the bed with the Silhouette3D software. Does the machine print normally from that software?
-
Hi Jenny, thanks for pointing that out. I have updated the G-Code post I made at the beginning of the thread to prevent others copy/pasting to run into this problem.
-
For anyone interested; the gcode for the prime blob procedure that the Alta does at the beginning of the print with the silhouette software is: G28 ; home all axes G90 G1 Z5 F1200 G1 X0.000 Y-70.00 F2000.000 G1 Z0.000 F2000.000 G92 E0 G1 E50.00000 F100; G92 E0 G1 Z0.400 F6000.000 G1 X-37.984 Y-51.711 F6000.000 G1 E5.99500 F4800.00000 G1 X-36.594 Y-52.712 E6.79005 F540.000 G1 X-33.376 Y-54.825 E7.18850 G1 X-31.774 Y-55.781 E7.22241 G1 X-28.512 Y-57.540 E7.58616 G1 X-26.697 Y-58.422 E7.98434 G1 X-23.446 Y-59.829 E8.04019 G1 X-21.413 Y-60.609 E8.78005 G1 X-18.195 Y-61.684 E8.85674 G1 X-15.980 Y-62.321 E9.57605 G1 X-12.811 Y-63.085 E9.67501 G1 X-10.390 Y-63.561 E10.08386 G1 X-7.329 Y-64.025 E10.37218 G1 X-4.725 Y-64.307 E10.49464 G1 X-1.780 Y-64.497 E10.76990 G1 X-0.510 Y-64.558 E10.90328 G1 X2.780 Y-64.497 E11.16826 G1 X4.725 Y-64.307 E11.31256 G1 X7.329 Y-64.025 E11.56583 G1 X10.390 Y-63.561 E11.72151 G1 X12.811 Y-63.085 E11.96409 G92 E0 And the gcode for the end of the print, to retract the filament and return the printhead to home, is: G92 E0 G1 E-40.00000 F2000 G91 G90 G92 E0 G1 E-1.00000 F2400 M104 S0 G28 For me these work pretty well and you can insert them in Cura's printer settings to work. (These codes can be found in the settings files included with the software, but thanks to Silhouette support for pointing them out.)
-
No worries, to fix the priming issue of the printhead I just upped the skirt line count to 5 with a minimum skirt length of 10cm. So now the printhead starts printing somewhere in the skirt instead of missing a part of the base. This is not what I ultimately want, but it seems to work for now. I wouldn't have found those settings without your suggestion, so thanks anyway ?
-
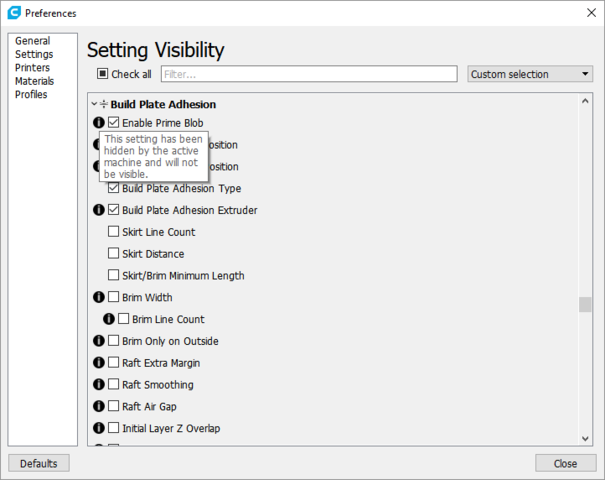
Thanks for your prompt reply. This option is not visible in my settings. When I go to settings visibility I get the following pop-up: I think this is because I use the 'Custom FDM printer' printer type. (this is not something i can choose, but cura autodetected this machine.
-
Hi all, I want to use Cura with the Silhouette Alta 3D printer (https://www.silhouetteamerica.com/shop/machines/alta). Silhouette is already a major player in the small low cost cutter market and is now with the Alta also entering the market for 3D printing. Cura can see the printer and the machine seems to work fine with the default 'custom printer' settings. There is however a sequence at the beginning of the printjob where the head moves to a small waste location and pushes some filament through the nozzle before it actually starts printing. This results in a better start of the print with better adhesion to the build plate. I would like Cura to also make this behavior before the print but I do not have the necessary G-code. is there some way to intercept the command as it is being sent to the printer?

