jlspeeddragon
-
Posts
10 -
Joined
-
Last visited
Content Type
Forums
Events
3D Prints
Everything posted by jlspeeddragon
-
Also Cura 5.7 does not list the Voxelab FDM Printer in the non-networked printer list, Unless It's under a different brand name that I am not familiar with..
-
Just installed and setup the Cura 5.7 with my custom visibility settings, plugins, and printer settings.. Unless I am doing something wrong, it does not export/import the custom print settings using the Universal Cura Settings option for my Longer LK5 Pro printer.. Giving me this pop up. It does export / import the visibility settings to my second PC so I don't have to go through that long winded process.. Also it is not allowing me to save / export my printer settings as an HTML File using 5axes HTML export plugin that has worked on previous versions of Cura.. https://marketplace.ultimaker.com/app/cura/plugins/5axes/HTMLCuraSettings I am including the UCP, and project file.. UCP_.3mf


-
Just installed Cura 5.6.0. Loaded a Cube, Cylinder and Tube using Calibration Shapes Extension by 5axes. This is the result testing this version.. part is not fully flat on the build surface in the application. You can distinctly see the dark / light parts. I do not see the same issue with mutliple STL's that I just tested. Only seems to be related to extensions that have the ability to place objects into Cura such as temp towers, tolerance towers, shapes, etc..


-
Couple of things (bugs) that is wrong or need to be fixed / re-added with Cura 5.4. Unable to select and open more then one file. - This is an extremely useful option that is available in the older versions. I use this daily when the model has multiple parts that I can print all at the same time. Lay flat option located in the rotate tab. (bug?) It lays the part flat correctly. However it does not leave the part in same place after laying the object flat. It rotates it slightly and will place it randomly anywhere on the print bed graphic. Can sometimes have minor conflicts with the custom cylindrical support extension. After setting a custom support from the above mentioned extension, Cura will give error that it can not slice the model. Does not always arrange larger models correctly. Sometimes it will push one outside of the printing area instead of aligning them correctly into the printing area even though they will fit.
-
Using Calibration cube rescaled to the following (Dims: X28 x Y28 x Z 4) Moved block up 4mm Z. (had drop to floor option unchecked). Duplicated Block, Centered so that they were stacked center, one stacked on top of other. Assigned bottom Block as Support (as seen in reference Picture). Supports Turned on Using Normal: Touching Buildplate, (same problem with Everywhere setting, and Tree). Sliced Model. Cura did not assign the bottom block nor show in preview mode as supports, instead dropped it to the floor and voided out the top block. It should have sliced the bottom block as supports. I duplicated the same issue on my 2nd PC (HP Laptop with same profile settings etc...) Had the same result. project file attached as well. Back to using 5.2 alpha for now, at least until the support bug is resolved. Support block test bug.3mf


-
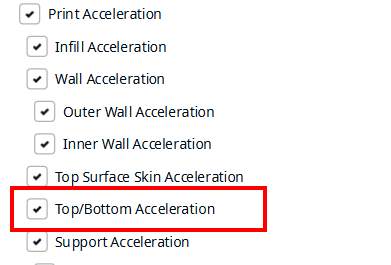
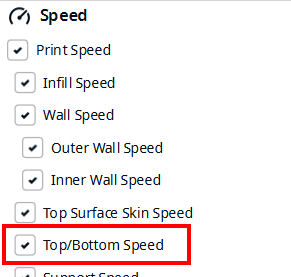
I'm trying to get used to the relocated printer settings (create, update, discard current settings) option... Not digging it. 5.3 alpha and older, its nice to have it right there with the printer profiles, instead of having to click out of it and then click on another button to open another screen just to update it.. please revert it back. Also any update with separating the top / bottom layer print speed options yet? Tried the option presented to me further up and no joy. top/bottom layer printing speed settings take priority over top surface skin layer print settings.. it was worth a shot..
-
However The bottom surface of the disc improved with the 15mm/sec at .22 support roof setting and was not difficult to remove.. still not as clean as I would like it, but slowly getting there.. Just glad I got some waste filament to do this testing before i print the big dragon (BTW thats sitting on a 12x12 Longer LK5 Pro bed.. 110 hour print maxed out to barely fit the bed.. over 260 meters of filament so you understand why I dont want to get this dialed in before getting crappy bottom layer results...
-
@MariMakes The pic does not show the tree supports from the 5.3 alpha tree support version.. However I will be using it for that particular model.. I just did not take the pic with it included for reference.. BTW Just finished testing your workaround. setting top surface layers to match top layers. Top/bottom layer print speed seemed to overwrite the top surface skin layer print speed. Pic for reference for test print. test roof support disc printed bottom layers at 15mm/sec as I wanted. However after it passed the parallel wall point and began to print the top layer sections, it continued to print the top layers at 15mm/sec instead of the 35mm/s as shown by the pics (red arrows)



-
@MariMakes Thank you for the information on the new location of the create, update and or discard settings options.. I will check it out (however to have it connected directly to the print settings is a much easier visual then having to click into a different location 🙂 ). As far as the top surface layer idea. I did not consider that idea.. I will do some roof support tests files using your method and see if this might be a considered successful work around.. Reason for this is when printing a model like the image attached, The top/bottom print speed layers is drastically increasing the print time (currently 110 hours @ 0.2 layer height). The problem I am having is the bottom layer from the roof supports are horrid. I dont want to print this model and have the model's bottom side of the stomach area look horrid and also not have to increase the print time because of the combined top/bottom layer. I appreciate the idea and will try it today..

-
Just downloaded and installed 5.3 Beta-2. After making adjustments to my Custom print profile, I am not seeing the option to update, create, or discard current changes screen. Picture for reference. Extra Details on OS If needed. Second problem.. Still no option to change top and bottom layer printing speeds separately. This is an extremely useful option so that the bottom layer printing speed can be adjusted when it involves roof supports on a non planar surface and not applying the same settings to the top layer printing speed. Top layer speed can be printed at a higher speed then bottom so that the printing time is not greatly increased when printing larger models. Due to the fact that these share the same settings, when adjusting bottom layer print speeds at a slower speed to allow for better walls, layer adhesion. that slower speed is also applied to the top layers, as a result it add a significant amount of unnecessary printing time that could be avoided.