


Sylvain
-
Posts
35 -
Joined
-
Last visited
Content Type
Forums
Events
3D Prints
Everything posted by Sylvain
-
Ouai je vais réessayer avec une couche plus importante, mais ce qui est bizarre, c'est que pour la chauve souris du haut, le coté gauche est bon et pour celle du bas c'est le coté droit qui est correct. C'est quand la buse est au milieu que ça merdouille...!
-
Ha si, j'ai oublié de dire que j'ai augmenté la vitesse de 1ère couche à 60mm/s (même vitesse que pour le reste) donc peut être que je suis trop rapide...
-
Bonjour à tous, Je viens de lancer une impression avec le PLA blanc (caractéristiques normales 210°/60°, couche de 0.1, vitesse de 60mm/s, 1ere couche de 0.1) qui s'imprime bien normalement... et dès la première couche, problème ! Voila ce que j'ai obtenu : Le contour est correct à certains endroits mais pas partout... Du coup j'ai refait le niveau du plateau, mais pas mieux. Je ne sais pas pourquoi j'ai ça, est ce que ça viens du feeder, de la buse ou du fichier (c'est un trouvé sur le net)? J'ai choisi l'option "imprimer tous les objets à la fois" pour changer car juste avant j'ai imprimé une autre pièce en double exemplaire et la première ça a été mais pas la 2ème, décollement (tjs avec le PLA blanc). Donc j'ai voulu tester cette autre façon de faire. Si vous avez des idées elles sont le bienvenue! Bonne soirée Sylvain


-
Bonjour à tous et merci pour vos messages, J'ai refait le réglage du plateau un poil en dessous, c'est à dire juste avant qu'on sente la feuille accrocher à la buse et j'ai mis 0.1 en épaisseur de 1ère couche et la j'ai pas eu de sur-extrusion, ça m'a fait une couche normale... Mais ça ne m'arrive qu'avec la PLA blanc... Avec le gris et le bleu, c'est plutôt de la sous extrusion que j'ai..!!! :angry: Et j'ai toujours ce problème : lors de l'impression des coques inférieures et supérieures (PLA gris et bleu), j'ai vraiment une mauvaise qualité (sous extrusion) alors que quand on arrive aux parois (comprises entre les 2 coques) y'a plus de problème et c'est nikel comme sur la photo ci dessous : Ça c'est plutôt pénible et ça gache un peu l'objet final.. Bonne aprèm. Sylvain

-
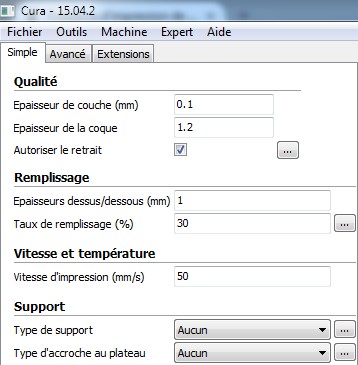
Bonjour à tous, Une question concernant le paramétrage de Cura : Lors de l'impression d'une pièce, avec du PLA blanc (205°/60°), j'ai de la sur-extrusion (vaut mieux ça que de la sous extrusion..!) lors de l'impression de la première couche, et seulement la première. Après les choses rentrent dans l'ordre, c'est à dire qu'à la deuxième couche, la buse ré-étale le surplus et après tout devient normal. Je sais pas si c'est à cause de mes paramétrages dans Cura : - ep de couche : 0.06 - ep de coque 0.8 - taux remplissage : 20% - vit. d'imp : 60mm/s - ep 1ere couche : 0.2 - vit. 1ere couche : 30mm/s J'utilise la version 15.04.2 car dans les plus récentes, il y a de moins en moins de paramètres que l'on peut gérer... Pour voir si j'ai bien compris les choses dans Cura, j'ai fait un petit montage : Si y'a des choses de fausses dites le moi, ou si mes paramètres sont pas bon aussi ! Merci à vous. Sylvain

-
J'ai mesuré le filament bleu de PLA et on oscille entre 2.85 et 3.1mm avec une moyenne de 2.9mm environ. La j'imprime une pièce en PLA blanc et il a l'air nikel... J'ai lavé le plateau, 210°C et 60°C pour les temps. Vitesse d'impression de 50mm/s. Tiens, petit problème que je rencontre (je sais pas si il vaut pieux que je fasse un nouveau post...) Il y a 10 jours j'ai basculé l'imprimante sur le coté. Et depuis, quand je lance une impression à froid (la 1ère de la journée) la tête d'impression se met devant à gauche pour chauffer et ... rien ça chauffe pas. Je suis obligé d'aller dans les paramètres et de mettre la température voulue (210° pour le PLA). Si je relance une impression, la par contre la buse chauffe normalement. De même si j'arrête une impression en cours et la relance ensuite. Je pense que le problème est électronique mais c'est compliqué l'électronique...! Si vous avez déjà rencontré ça n'hésitez pas pour la solution ! Bonne soirée. Sylvain
-
Ok je vais regarder ça ce soir, en même temps esun c'est chinois...!
-
Merci Rigs pour ton aide. J'ai remarqué que suivant la couleur de PLA (marque esun acheté chez makershop) y'en a qui sont plus facile à imprimer que d'autre. J'ai eu aucun problème avec le PLA naturel et un peu plus avec le gris et le bleu. Je vais changer le feeder en imprimant un autre. Et j'ai acheté l'autre jour le bloc olsson, mais je ne l'ai pas encore monté donc peut être que ça va améliorer les choses. Didier : Pour le plateau, je ne fais pas le niveau à chaque impression, pour les réglage dès que la feuille de papier accroche je touche plus. Mais je trouve que le PLA des première couche n'a pas l'air très visqueux... Pourtant j'imprimais à 210°C et pour la dernière impression j'ai un peu augmenté à 215°C. Je vais tout nettoyer et voir avec les pièces suivantes si ça continue ou pas.
-
J'ai mis la colle fournie avec l'imprimante sur le plateau, mais j'ai jamais eu de problème d'adhérence avec le PLA. J'ai la machine depuis 2 mois, elle a seulement 50h d'impression. Pour les paramètres utilisés les voici : J'ai voulu essayé d'imprimer du ninjaflex l'autre jour et le filament s'est enroulé autour de la roue dentée du feeder... (j'ai encore celui d'origine). J'ai démonté et tout remis en place, je sais pas si ça peu venir de là. Ce qui est bizarre c'est que la sous extrusion n'est pas homogène, y'a 1/3 de la pièce qui est correcte et les 2/3 pas bon du tout. et puis au bout de 4-5 couches les choses commencent à s'améliorer. Pour finir sur du très satisfaisant. Pas évident à comprendre ces petites bêtes!

-
Bonjour à tous, J'ai un petit problème au niveau des premières couches d'impression. Elles manquent cruellement de matière sur les 4-5 premières et les choses s'améliorent par la suite comme le montre les images ci dessous : Voici les paramètres que j'ai utilisé : Matière : PLA Temp de la buse : 215°C Temp du lit : j'ai un peu fait varié la température mais dans l'ensemble je suis resté à 55°C Couche de 0.1 Je précise qu'il s'agit d'un objet que j'ai téléchargé, j'ai déjà eu ce problème sur une autre impression avec un objet que j'avais conçu (voir photo ci dessous) Je ne sais donc pas si le problème vient: - de la température de la buse - de la température du plateau - de la buse (pourtant j'ai essayé de la nettoyer avant les impressions : filament de nettoyage + aiguille) - de la conception de la pièce (logiciel utilisé...) Merci pour votre aide car c'est un peu frustrant d'avoir un coté de la pièce qui est correct et l'autre coté un peu pourri! Sylvain














