


DirkT
-
Posts
143 -
Joined
-
Last visited
-
Days Won
1
Content Type
Forums
Events
3D Prints
Posts posted by DirkT
-
-
Hallo
noch ein kleiner Nachtrag zu Lüfterumbau:
Ich habe geschrieben:
Man hört den Lüfter auch. Aber meiner Meinung nach sehr leise.Das muss ich leider etwas korrigieren. Wenn der Drucker im Leerlauf ist, hört man den Lüfter deutlich. Wenn er druckt, wird er übertönt
 .
.Gruß,
Dirk
-
Hallo Toni,
Besten Dank für die Info zur Platine!!
Gruß,
Dirk
-
Hallo Gerd,
ja, ich habe den Bildschirmschoner aktiviert(V16.08.2). Der steht auf 30 Minuten.
Ich hatte das schon mal auf Github geschrieben und dort vermutet, daß der vielleicht Schuld an der fehlenden Rückkehr ins Hauptmenü sein könnte. Aber ein anderer Tinkerbenutzer schrieb, er habe das gleiche Problem und bei Ihm sei der Bildschirmschoner aus.
Gruß,
Dirk
-
 1
1
-
-
Hallo Gerd,
eigentlich wollte ich nachher flashen, aber so warte ich lieber doch noch etwas .... auf 16.12.2
. Die V16.08.2 springt bei mir nur am Druckende ab und zu nicht zurück ins Hauptmenü. Dann muß ich den Drucker an- und ausschalten und alles ist wieder gut. Beim Druck selbst hatte ich noch keine Probleme.Gruß,
Dirk
-
Hallo Gerd,
Habe ich das dann falsch verstanden/Übersetzt? 8)Habe es so verstanden das dass eine die Beschleunigung mit Extruder (Druck Beschleunigung) und die andere ohne Extruder (Eilgang Bewegungen)
Jepp, hast Du falsch übersetzt
. Du hast den Parameter T aus der zweiten Befehlsvariante ebenfalls für die erste verwendet.Ich glaube nicht das der Extruder(Bondtech) 0.0061mm Schritte gehen kann.Doch, kann er:
1mm Filamentvorschub sind 492,45 Schritte,
somit ist ein Schritt gleich 1 geteilt durch 492,45, das sind 0,00203mm Filamentvorschub pro Schritt.
Somit habe ich bei 3 Schritten mal 0,00203mm = 0,00609mm oder gerundet 0,0061mm Filamentvorschub. Messen kann ich das zwar nicht, aber wiegen.
Ich habe ein Druckteil, was mit einer "Extra Restart Distance" von Null 50,8g wiegt. Ergänze ich den Replace mit 0,0061 so habe ich 52,6g als Gewicht.
Ich weiß das die Z-Achse nur 0.03mm (0.025) Schritte gehen kann (hat @tinkergnome irgendwo geschrieben).
Bei der Z-Achse sind es 200 Schritte pro mm. Aber vermutlich droht dort Schrittverlust, wenn ein Drucker mechanisch nicht reibungslos läuft, deshalb die 0,03mm Minderstverfahrweg. Rein rechnerisch kann die Z-Achse mit 0,005mm pro Schritt bewegt werden.
Bei X und Y sind es 80 Schritte pro mm Verfahrweg und somit werden 0,0125mm pro Schritt zurückgelegt. Diese 0,0125mm sind auch als Positioniergenauigkeit in den Beschreibungen von Ultimaker angegeben. Siehe hier bei "XYZ accuracy". Hier sind bei der Z-Achse auch die 0,05mm Positioniergenauigleit vermerkt(anstatt 0,03).
Gruß,
Dirk
-
Hallo Toni,
Habe mit meinem Freund telefoniert, welcher Staatl. geprüfter e-techniker ist. Er sieht die Sache Kritischer als ich, weil er denkt dass hier mehr Strom fließt als für was das Board ausgelegt ist und daher langsam verkokelt. Was hast du denn da Dran hängen (vorher/nachher)?
da hängt der Bondtechextruder dran, allerdings mit einem eingestellten Maximalstrom von 0,9A anstatt ursprünglichen 1,2A.
Hmm, danke das du nachgefragt hast ... ich bin jetzt etwas ratlos.
Gruß,
Dirk
-
-
Hallo Toni

hier stellt du ein, wieviel Schichten "außen"(Wandstärke) rum gedruckt werden.
Bei einer Schicht und einer 0,4er Düse ca. 0,4mm und bei zwei Schichten 0,8mm.
Gruß,
Dirk
-
Hallo Toni,
die schwarzen Zylinder sind tatsächlich Ferritkerne. Den originalen "Riesenferritkern", der von Haus aus drin war, habe ich ersetzt. Und ja, ich habe einen Bondtechextruder mit eingestellten 492,45 steps/mm. Die Abweichung zu den 100mm Filament war so gering<498>, das das glatt als Messfehler durchgehen kann. Im Zweifel korrigiere ich im S3D mittels "Extrusion Multiplier", den setzte ich in der Regel mit 1,03 bis 1,05.
Was verwendest Du als Thinwalltest?
Ach ja, und danke für Infos zu den Platinen(450°C/200°C). aber anscheinend hast Du den Satz nicht zu Ende geführt, oder?
Da auch die Lötstelle nicht aufgegangen ist, denke ich, dass du Temperaturen unter 200°C hast und evtl. nurGruß,
Dirk(nicht Oobdoo
 )
)Dirk
-
Great, thanks for notification
! -
Hallo Nicolinux,
der Druck mit der V16.08.2 läuft nun seit ca. 9h ohne Probleme. Ich möchte nur sicherstellen, das ich bei der Hardware kein Problem habe, dann melde ich es auf Github. Habe da eh' ein Abo auf Tinker
.Den Tip, die Flachbandkabeln zum Display zu tauschen kannte ich noch nicht. werde ich zumindest mal versuchen.
Gruß,
Dirk
-
Hallo,
ich habe gestern Abend die neue Tinker 16.12 installiert. Alle voreingestellten Parameter in der Firmware waren nach dem Update vorhanden. Prima. Filamentwechsel probehalber durchgeführt. Auch prima. Ich startete den ersten Druck(octoprint!), überwachte diesen eine halbe Stunde und ging zu Bett. Als ich heute morgen den Drucker in Augenschein nahm, zeigte dieser nur eine Fehlermeldung:

Das Druckbett war noch auf korrekter Temperatur und das Hotend ebenfalls(hmmm). Die Position des Druckkopfes ließ daraf schließen, das er mitten im Druck angehalten hatte(leider kein Foto, nächstes Mal). Dumm gelaufen. Da ich gestern Abend ebenfalls einen Lüfter zur Kühlung der Elektronik verbaut habe, legt ich den Drucker erst einmal auf den Rücken, öffnete die Abdeckung und kontrollierte alle Steckverbindungen. Nichts gefunden. Also die Tinker Tinker-16.08.2 wieder eingepielt und den Druck mit der gleichen Datei neu gestartet. Ich werde berichten. Normal dauert der gestartete Druckjob ca. 26 Stunden ...
Gruß,
Dirk
-
Hallo,
der Umbau mit dem Radiallüfter ist vollbracht.
Erst einmal die Bilder:





Der Umbau war nicht problematisch. Ich war mir nur nicht sicher, ob es bei dem Radiallüfter egal ist, in welche Richtung er dreht. Deshalbt habe ich an dem Anschlussstecker des Lüfters plus und minus vertauscht, um sicher zu gehen. Das Tauschen der Pins geht durch gefühlvolles Eindrücken an den vorderen Schlitzen und dann dem Rausziehen der Steckerpins.
Den Luftzug des Lüfters kann man hinten am Drucker an den Durchbrüchen für Ein-/Ausschalter, USB-Buchse & Stromversorgung fühlen.
Man hört den Lüfter auch. Aber meiner Meinung nach sehr leise.
Jetzt zum dem für mich etwas spannenderen Teil, den Verfärbungen am Ultiboard V2.1.4. Zuerst einmal die Bilder:



Der Drucker stand von der ersten Betriebsstunde auf diesen Füßen.
Was haltet Ihr von den Verfärbungen des Boards an den Schrittmotortreibern?
Ist das noch im "grünen" Bereich oder muss ich mir Sorgen machen?
Der Drucker ist vom 16.03.2016, also noch kein Jahr alt ...
Ich habe deshalb Kupferkühler bestellt. Das kann nicht schaden.
Gruß,
Dirk
-
Hallo Gerd,
es gibt den M204 in zwei Varianten, wie Du schon richtig angemerkt hast.


Das grün Umrahmte funktioniert in Tinkerware, als auch in der original Ultimaker Firmware. S ist die Beschleunigung des Druckkopfes. T ist die Beschleunigung, mit der das Filament mittels Extruder bewegt wird. Bei meinem derzeit vewendeten Filament werden Fäden gezogen, wenn T > 1200 ist.
Mein dritter Replace Befehl ist in der Tat die gleiche Einstellung wie bei "Extra Restart Distance", aber "mein Replace" kann 4-stellig. In S3D ist 0,01 die kleinste Menge an Filament, die eingestellt werden kann. Das ist bei Filament mit 1,75mm Durchmesser auch bestimmt aureichend. Bei 2,85mm ist das in meinem Fall zuviel. Ich brauche zwischen 0,004mm und 0,008mm an zusätzlichem Filament(0,0061 sind fast genau 3 steps(oder Schritte) des Extruder Steppermotors(Bondtech)).
Gruß,
Dirk
Edith ergänzt:
Rechnung zur "Extra Restart Distance" bei Filament mit den Durchmessern 1,75mm & 2,85mm in mm³:
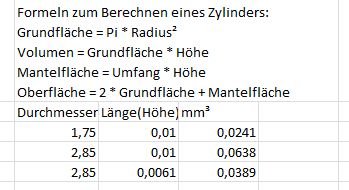
Meiner Ansicht nach ist gut zu erkennen, das 2 Dezimalstellen bei Filament mit 2,85mm zu wenig ist.
-
Hallo,
nachdem ich die Geschwindigkeit des Druckkopfes(Z-Hop, Absenken des Druckbettes bei Positionswechsel des Druckkopfes) erhöhen kann, wenn ich mehrere Teile drucke, möchte ich auch die Beschleunigung anpassen. Bisher habe ich mit 1000mm/sek² als Beschleunigung gedruckt, von der ersten bis zur letzten Schicht. Wenn die erste erste Schicht gedruckt ist, kann ich die Beschleunigung durchaus auf 3000mm/sek² erhöhen.
Das habe ich zum Ausprobieren manuell getan. Nun möchte ich das aber im Slicer einstellen. Ich nutze Simplify3d. Nach etwas probieren bin ich zu folgender Lösung gekommen:

{REPLACE "; layer 1," "M204 S1000 T1200\n; layer 1,"}
{REPLACE "; layer 2," "M204 S3000 T1200\n; layer 2,"}
Mit dem M204 kann die Beschleunigung per Programmcode geändert werden.
Es gilt die Version mit den Parametern T und S!
S normal moves T filament only moves (M204 S3000 T7000) im mm/sec^2
Gruß,
Dirk
-
Jepp. Also, dann aber richtig: Frohes Neues
.-
1
-
-
doppelt geposted?!
-
Hallo,
ich habe was zum Thema Kühlung des Ultiboards:
ultimaker-2-coolboard-duct-for-control-board-cooling
Der passende Lüfter dazu:
Lüfter 50x15mm Blow Radial Fan Cooler MakerBot 3D Drucker RepRap (DC 24V)
Den Lüfter habe ich gerade bestellt ...
Gruß,
Dirk
-
Hallo,
ich möchte bei meinem UM 2+ die Elektronik mit 2 in Reihe gesschalteten Radiallüftern kühlen. Am Ultiboard liegen an 2 Pins 24V an, kann ich die nehmen zur Versorgung der beiden Lüfter? Weiß jemand in wieweit die belastbar sind(100mA? 400mA?). Die CAD Zeichnungen(.step) kann ich mir ansehen, aber nicht die Dateien zur Elektronik. Danke!
Gruß,
Dirk
-
Hallo,
ich habe hinten rechts 5x5cm Alufolie untergelegt. Ich werde da noch mal ran, wenn der Druck morgen rum ist.
Ich habe auch ein Angebot von IGUS angefordert und bekommen:

Die Geradheit der Wellen frage ich noch mal nach. Bei den Preisen muss das passen.
Gruß,
Dirk
-
Hallo tinkergnome,
danke für die Ergänzung! Derzeit habe ich ein Dauergrinsen im Gesicht. Ich drucke 4 Teile und kein Schrappeln der Düse an den bereits gedruckten Teilen. Die Travels habe ich auf 200mm/Sek hochgesetzt. Excellent. Manchmal kann es so "einfach" sein ...
Nochmal vielen Dank. Auch an Dim3nsioneer.
Gruß,
Dirk
-
Hallo Toni,
vielen Dank für Deine ausführlichen Anmerkungen.
Das mit der Verformung von Alu bei bereits 120°C war mir nicht bekannt. Allerdings drucke ich(bis jetzt) zu 99,9% PLA. Dabei kommt das Druckbett in der Regel nicht über 70°C.
Vorgespannte Kugelbuchsen halte ich bei den Kräften, die bei einem 3D-Drucker auftreten, nicht für notwendig. Ich hoffe, die Wellen von IGUS haben vielleicht einen besseren Rundlauf, als die Originalwellen. Die technischen Angaben von IGUS zu den Wellen helfen mir nicht, da ich mich damit nicht auskenne. Deshalb fragte ich hier nach. Vielleicht weiß da jemand noch etwas zu?!
Aber mein größtes Problem ist vielleicht hier in einem lapidaren Nebensatz erkannt und gelösten worden
.Stichwort: Z-Hop
. Der Druck läuft ...Gruß,
Dirk
-
Huhu,
hier mal eine Factory-Datei aus Simpify3d(1,9MB):
http://www.im-orbit.de/WingL.factory

Gruß,
Dirk
-
Hallo Gerd,
Habe auch schon überlegt was du damit meinst:
Jetzt wo du geschrieben hast "Simplify3D" kann ich es mir erraten!
Du meinst das dass Fan Shroud dein vorheriges gedrucktes Teil berührt??
Natürlich nicht. Das wäre zu einfach
. Die Spitze der Druckdüse berührt beim Wechsel das Teil.Selten, aber es kommt vor. Und wenn, dann immer an der gleichen Stelle. Und es liegt nicht an der Positionierung der Teile. Der Höhenunterschied zwischen Fan Shroud und "Druckspitze" ist bestimmt 8 - 12mm. Ich halte es nicht für möglich(bei mir), dass der Fan Shroud ein Druckteil berühren kann.
Gruß,
Dirk
Derzeit läuft ein "Problem"-Druck ohne Veränderung der Position der Teile. Es scheint so zu gehen. Mit 0,15mm Absenken des Druckbettes...
 .
.

 )
)














welche umbauten am um2 sinnvoll?
in Deutsch
Posted · Edited by Guest
Hallo Toni,
mein Druck läuft noch bis ca. 17 - 18 Uhr. Danach würde ich mal Deine STL drucken. Es wäre hilfreich, wenn Du den Ursprung der STL-Datei(die Zeichung an sich) als STEP-Datei ebenfalls hochladen würdest, um mal einen Blick auf die Zeichung zu werfen.
Ich bin in der Regel zu blöd, STL vernünftig zu vermessen .
.
Bis später,
Gruß,
Dirk