


vincentbaas
-
Posts
42 -
Joined
-
Last visited
Content Type
Forums
Events
3D Prints
Posts posted by vincentbaas
-
-
I haven't used my UMO+ for a while, since I messed up my heated bed. I haven't been able to figure out what messed up my bed, even with replacement parts. But for the time being I want to run it without the heated bed, so I can at least get back to basic prints. I know printing without a heated bed isn't optimal, but at least it should work.
I've reinstalled everything, but disconnected the bed. However, I get the MAXTEMP error when I turn on my printer. How do I get my printer to ignore the error and run without the bed? I read something about firmware changes, but I can't figure out what to change?
-
When doing some other repairs on my UMO+ I managed to damage the connector on my heated bed, resulting in detaching all soldering connections (yeah, stupid, I know). Obviously I want to fix this, so I can bring my printer back to life. Only I'm not much of a hero in soldering electronics (and missing the right tools), and I'm not sure if it can actually reverse the damage done. So I think my best option is to replace the entire bed with a new one. But every UM upgrade kit out there is either sold out or sold for ridiculously high prices, so that's not an option. My only source so far seems to be Chinese webshops (link) or eBay (link).
So I have two questions for you:
- Is this a reliable replacement part? And will it work on my UMO+ without any major changes (voltage, connectors, UMO+ vs UM2, etc)?
- Do you have any experience ordering from these kinds of sources? Or do you know of any good alternatives for sourcing a new heated bed (for a reasonable price)?
-
I don't have a direct solution (facing issues with my printer as well at the moment ;-) ), but maybe a step in the right direction: have you checked / cleaned the knurled bolt (the spiky thing grabbing the filament) and the feeder gear itself?
-
Thanks, I'll give it a try in that case (after I've fixed a few issues with my printer though)! I'll post the results here once I know more!
-
I'm having a strange issue with my UMO+, that I haven't been able to figure out myself. My last succesful print was a pretty large 5h print, but after that the problems started. It prints a very uneven first layer, it almost looks like too much material is deposited. This causes the nozzle to start 'plowing' through the material, and causes it to push down the print bed. At first I thought it was a feeder issue, as the knurled bolt was grinding into the filament. But now I think the issue must be somewhere else, as the feeder seems to be working fine.
I feel I've tried all the options I could think of myself, so I need your help here. Am I having a first layer or a feeder issue? Or is it something else?
Things I've tried already:
- Cleaning the nozzle (atomic), knurled wheel, and bowden tube multiple times
- Replacing the little black feeder wheel with a steel bearing
- Changing material (both ColorFabb PLA/PHA and Ultimaker PLA)
- Checked if belts, pulleys and other screws were still tightened
- Leveled the print bed multiple times, both closer and further away from the nozzle
- Checked the PTFE coupler, it still looks fine
- Checked and tightened the screws in my pulleys, short belts, print head. None of theme were loose.
Pictures:
Test cubes: 0.3 mm first layer at 205C, bed at 50C. Left 100% flow, right 80% flow.

Bed leveling test: 205C, bed at 60C. The print itself is even, only the material 'plowing' remains.

-
Recently I've been playing with the thought of upgrading my UMO+ with a dual fan setup. However, I don't have a stainless steel nozzle and a roll of Carbonfill laying around to print the fan cap, as recommended in the Ultimaker upgrade guide. What I do have is a few small samples of ColorFabb_HT, which I bought for experimentation purposes. Looking at the glass transition temperatures HT should be able to handle the heat even better than ColorFabb's carbon filament (HT: 100C vs XT-CF20 75C).
So would it make sense to use HT for this purpose?
-
Heb je iets meer info over materiaal, instellingen, temperatuur, etc? En foto's plaatsen doet het ook altijd goed bij problemen!
-
Ik heb het zelf tot nu toe bij printen met PLA gehouden, maar op basis van wat ik overal lees heeft ABS sowieso de neiging om te krimpen, wat de oorzaak zou kunnen zijn voor zowel het maatverschil als het kromtrekken. De temperatuur verhogen zou kunnen helpen voor het beter laten hechten van de lagen.
Voor een beter beeld van het probleem: welk materiaal (kleur / fabrikant) gebruik je en wat voor andere printinstellingen (o.a. snelheid, ventilator) heb je gekozen?
-
Sounds like there's still some red filament stuck in your nozzle. You could try the so called Atomic method, which is very useful for cleaning your nozzle from time to time. Instructions can be found on https://ultimaker.com/en/resources/19510-how-to-apply-atomic-method
-
Cura has some settings for the Z-seam, either changing its coordinates to hide it somewhere in your model or to randomize it. The first option probably won't work for your model, as there are not a lot of corners to hide the Z-seam in. Randomizing might help in your case. Not sure if there are any other settings to consider here.

-
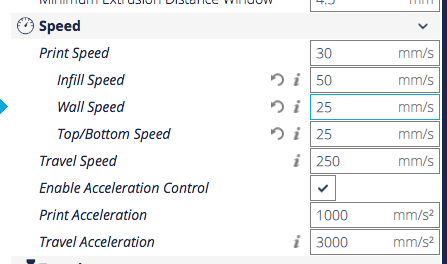
Er is in Cura inderdaad een instelling voor de snelheid van de fill. Zie onderstaande afbeelding, Infill speed is denk ik wat je zoekt. Mocht je de instelling niet zien dan is deze verborgen en kun je deze via de instellingen van Cura aanzetten.
-
https://ultimaker.com/en/resources/20411-adjusting-the-model
Per model settings is what you're looking for.
-
Welkom! Je printbed staat inderdaad waarschijnlijk te ver van je nozzle af waardoor je eerste laag niet voldoende in elkaar wordt gedrukt. Een kwestie van met de stelschroeven van het bed het geheel iets dichter bij de nozzle zetten.
-
I guess because your model is too big to fit in the build volume of your printer and you have 'Scale large models' turned in Cura's settings. In that case Cura will automatically scale the model until it fits the print volume. Not sure if this may also be a unit issue (mm vs cm etc), but otherwise you may have to split your model into multiple pieces.
-
 1
1
-
-
For the top layer it might be wise to check both the layer view and the X-ray view in Cura. Both will show you if there's something wrong with your settings / model before committing to a print. Also, there should be a setting somewhere that removes the top surface, but right now I can't remember which one it was. Maybe someone else can jump in here?
The stringing in the vase might be a result from the combing setting, which deposits some material inside your object while minimizing retractions. Might be related to Cura thinking that the model should have a closed top. No problem for solid objects, but of course not for hollow stuff. So turn combing off should help here. But for vases there also is the Spiralize option, which prints your entire vase in one spiral trajectory, without moving through the middle at all.
Hope this helps!
Edit: I guess setting your top thickness to 0 should also do the trick here. And for spiralize: forgot to mention that this will only give you a vase of 1 layer (= your nozzle diameter) thick.
-
https://ultimaker.com/en/resources/20412-hotkeys-controls list the controls for Cura, depending on your mouse type. So moving around the build plate should work by pushing your scroll wheel or shift + right mouse button.
-
3
-
-
I was about to post a topic on this issue too, so I'm joining the conversation. I am using Cura 2.5 final as well, on OS X 10.11.6.
When dropping a model on the build plate with "Automatically drop models to the build plate" disabled my model loads halfway below Z=0. Changing the value to 0 manually indeed doesn't work and the Z-value is reverted to the previous negative value, while dragging the model upwards does. After dragging the model up I can change or drag the value to anything I want. Turning the automatic drop option back on reverts the issue, now I can't change the Z-value to anything else than 0.
-
Zelf heb ik op mijn Original+ ook wat problemen gehad met de feeder. In veel gevallen heeft het te maken met te veel / te weinig speling tussen de onderdelen. In dit topic kun je lezen hoe dat mij vergaan is.
Als ik je probleem goed begrijp zijn er op basis van mijn eigen (beperkte) ervaring een aantal dingen om te controleren:
1) Kijk of de gekartelde bout (knurled nut in de handleiding / omschrijving) voldoende (maar ook weer niet te ver, zie mijn eigen topic) door de feeder heen steekt.

2) Controleer of je motor + tandwiel goed zijn gemonteerd en duw het motortandwiel goed tegen het houten tandwiel aan als je alles vastmaakt

-
I am facing a problem with the feeder on my UMO+: the large feeder wheel is touching the bolt below it (holding the body together). It has managed to loosen the lock nut on the bolt multiple times already. The feeder itself is functioning properly in terms of extrusion, only the wheel is causing some friction and noise.
Pictures and video for clarification:


Manually rotating the wheel with the feeder unmounted
I have already tried to disassemble the feeder and straighten things by hand, but I can't seem to locate the source of the misalignment. My bearings, knurled nut and the wood itself all seem straight / uniform, so I have ran out of ideas what could be causing this. Any suggestions on how I could fix this problem?
-
Cura has two settings (hidden by default if I'm right): 'Regular fan speed at height' and ' Regular fan speed at layer' which should help in turning the fans on at a specific height (in mm) or layer (number, like you asked).
-
After I noticed one of my UMO+ axle covers came loose due to friction from the axle, the plan to upgrade escalated into also wanting to replace my X/Y blocks while I'm at it. I was planning to go for the Lars' Ultralight ones.
But before I start printing I would love your input on one thing: what would be a good fill percentage for these parts? As I can imagine a high fill rate would be good for strength, but wouldn't that also make them heavier and thus harder to move around?
-
Well, it took me even longer to reply, so no worries

I trued resetting Cura, but that didn't help. But I might have found something that may (or may not ) have resolved the issue: In the initial situation I had my keyboard connected via the USB-hub of my external display (Dell Ultrasharp U2515H). I changed this to plugging my keyboard directly into my laptop. Anyway: the issue is gone now, so thanks for the support!
-
Pressing the spacebar doesn't resolve the issue. I've found that rotating a model seems to be the trigger (regardless of the model used, snap rotate is on). Restarting helps, afterwards everything works just fine.
-
What settings are you using for infill and wall thickness? Can you post a picture of your Cura settings?
Wouldn't call myself an expert yet, so don't know if setting fill percentages per area of the model, so maybe someone else can jump in here?










Running UMO+ without heated bed
in UltiMaker 3D printers
Posted
Yeah, I already guessed I had to fix this in the firmware. What I can't figure out yet is how to do this, as firmware builds are not really my cup of tea.
My approach would be to grab a Marlin configuration file for the UMO+ and somehow adjust that for the printer to ignore the heated bed completely. But I can't figure out which parameters influence this and how to do this. Or is there a firmware version out there that works and has the bed turned off by default?