
Unfortunately I still have some infill problems if you look really closely, the infill does not look like that:
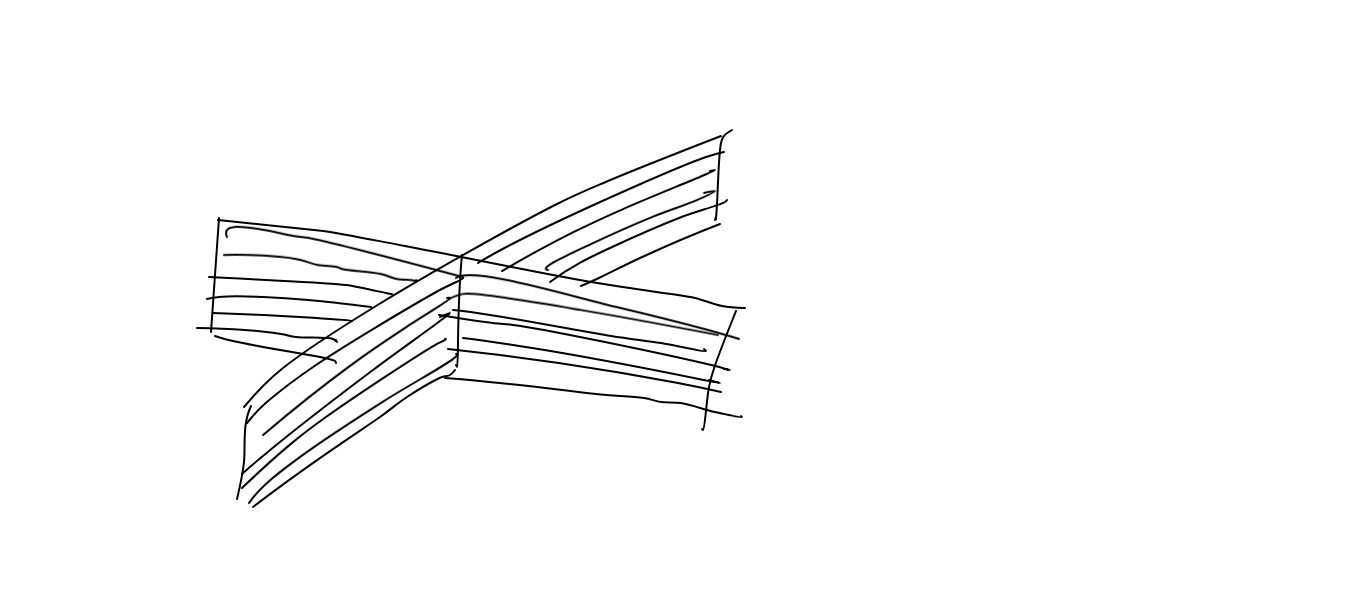
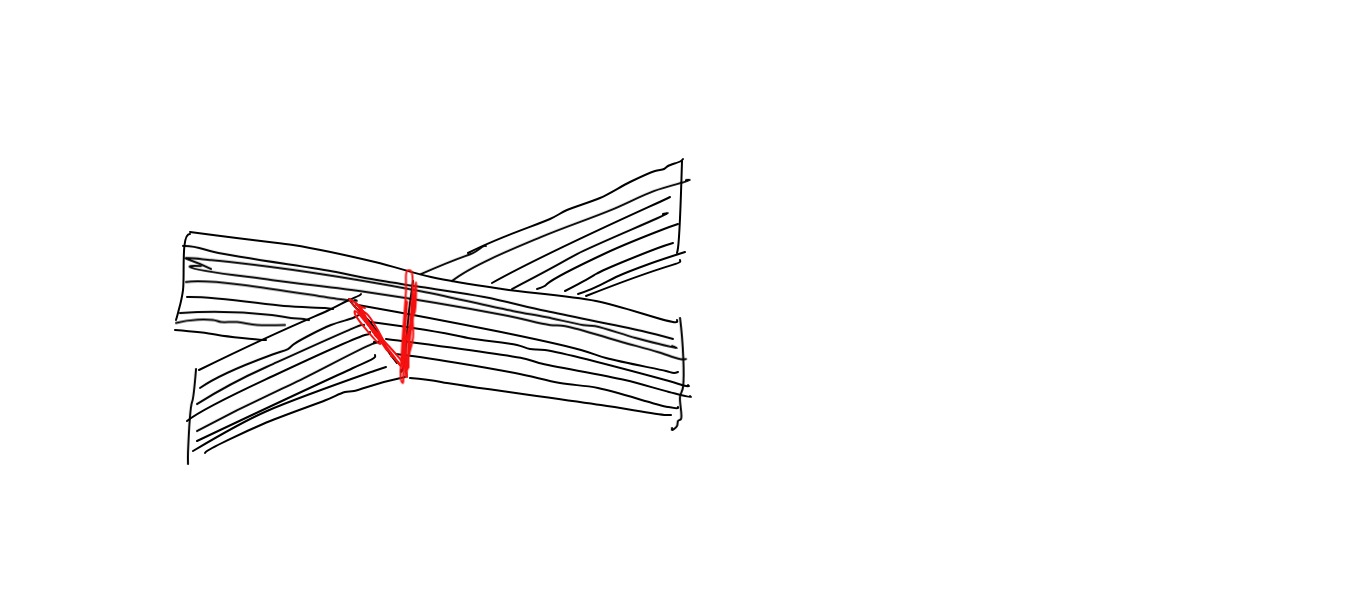
but like that (red color just for indication):
Any ideas on that?







Unfortunately I still have some infill problems if you look really closely, the infill does not look like that:
but like that (red color just for indication):
Any ideas on that?
looks like I am not the only one, I found a lot of others who complain about the same issue printing PETG, e.g. here: https://shop.prusa3d.com/forum/others-archive--f66/petg-and-renticular-fill-t14618.html
changing from "grid" to "lines" improved the infill print quality extremely,
what also helped is to print even the outer walls at the same speed as the rest.
yeah - workarounds and hacks, but at least it works...
EDIT:
I finally switched to Simplify3D instead of Cura - there I use the honeycomb infill which does not intersect. Solved all my Colorfabb XT problems at once. Lovely software, expensive but worth it! Damn, I realy enjoy that extremely fast visualisation - my mobile computer isn't the fastest and CURA was always extremely slow.
Edited by ataraxis
ArunC posted a topic in UltiMaker Cura,



ArunC posted a topic in UltiMaker 3D printers,

Recommended Posts
ataraxis 51
After some headache it seems like I might have solved this issue partly
For anybody else suffering from the same problems:
The first problem is/was that the temperature was most probably too low
The second problem was that the hotend (E3Dv6) oozes a bit more in combination with _XT that I am used to. Especially while it travels diagonally to the next layer. Combing does prevent any retraction while traveling over infills, therefore I now...
I've read that increasing the distance from the nozzle to the bed also helps on the problems I had (take a look at the recommended rigid ink PETG print settings, 4.).
Edited by ataraxisLink to post
Share on other sites