

Wenn ich die Bilder so betrachte kommt mir der Verdacht das etwas Material fehlt. Nicht viel aber etwas...Prüfe doch ob der Filamentdurchmesser über etwa 1 Meter. Auch kann es helfen die Temperatur leicht (2-5 Grad) zu erhöhen.

Wenn ich die Bilder so betrachte kommt mir der Verdacht das etwas Material fehlt. Nicht viel aber etwas...Prüfe doch ob der Filamentdurchmesser über etwa 1 Meter. Auch kann es helfen die Temperatur leicht (2-5 Grad) zu erhöhen.
Danke für den Tipp.
Werde ich mal testen mit den 2-5 Grad. Und lade dann das Ergebnis hoch.
Ich drucke mit Colorfabb Standard Weiß. Ist eigentlich ganz neu. Werde aber auch noch mal messen und auch ein anderes Material testen.
Hast du ne Idee wie ich diese diagonalen Striche auf der Oberseite meiner Modelle weg bekomme?
Den Materialdurchmesser solltest du immer bestimmen und den Mittelwert in Cura einstellen. Das hat nichts mit neu oder alt zu tun sondern mit den Produktionsschwankungen des Herstellers vom Filament.
Die diagonalen Striche solltest du in Cura auch in der Layer Darstellung sehen. Hier könntest du mit der Retraction spielen und versuchen immer für jeden Sprung eine Retraction durch zu führen (enable combing abschalten) Bei kleinen Objekten mit vielen Sprüngen kann dies aber tödlich sein, da nicht genügend Materialvorschub vorhanden ist und es somit zum "grinding" kommt. Versuchen und schauen was die besten Ergebnisse liefert.
PS: sollte deine Temperatur für PLA schon bei 215 Grad liegen kannst du auch Schwierigkeit reduzieren (40mm). Ist bei kleinen Objekten wahrscheinlich die bessere Idee.
Hi,
Hast du an deinem Um2 die nozzle gewechselt bzw getauscht? Wundert mich das du dort 0.3mm stehen hast. Normalerweise solltest du dort 0.4mm stehen haben und bei Shell 0.8mm (2x nozzle). Könnte sein dass die Löcher davon kommen. Bottom/top drucke ich auch immer mit 0.8mm. Reicht völlig für eine deckende Schicht aus.
Falls die Schicht nicht immer richtig deckend ist kannst du mal versuchen den Abstand von nozzle zu plate zu verringern, damit die Lagen etwas mehr platt gedrückt werden. Im ersten Layer sollten zwischen den einzelnen Bahnen keinerlei Abstand zu sehen sein. Wenn du im Licht drüber schaust muss es aussehen als ob es eine Fläche ist.
Die diagonalen Linien solltest du mit z Hop verhindern können. 0.01mm ist da zu wenig. Erhöhe den Wert mal auf z.B. 0.05 und schaue ob die Linien weg bzw weniger/ dünner sind. Falls ja kannst du den Wert noch weiter erhöhen.
Was Zungara bezüglich des Materialdurchmessers sagt ist, soviel ich weiß, nur beim Ultimaker original nötig/möglich in Cura.
Warum hast du die Travel Geschwindigkeit nur auf 50 stehen? Je schneller er die Bahnen in der Luft fährt umso geringer die ungewollten Linien.
Gruß Dirk
Hallo.
Vielen dank für die tollen Anregungen.
@ dirkdirk: Nein, Ich habe die Nozzle nicht getauscht, aber ich habe gelesen, das man bessere und saubere horizontale Ecken hin bekommt wenn man die Nozzle auf 0.3mm stellt. Ich habe die Shell auf 0.6mm das ist dann 2x die nozzle.
Stimmt das nicht? sollte man immer mit 0,4 drucken?
Die erste unterste Schickt ist immer perfekt (auch die 2. und 3.), genau wie sie seien soll und schön einheitlich. Ganz im Gegenteil zur Letzten Schicht.
Das z Hop werde ich mal deutlich verändern, da steht ja auch, 0,075 ist ein guter Wert. habe ich eine Null zu viel gemacht, och ne ey. Danke für den Hinweis. So ein blöder Fehler.
Die Travel Geschwindigkeit habe ich auf dem Wert weil ich nicht sicher bin was da möglich ist. Besser 100?
@ Zungera: Ich habe mal gemessen, ist alles ok mit der Dicke und ist auch so im Ultimaker 2 eingestellt.
Im Moment drucke ich bei 210°C werde ich auch mal testen wie es wird wenn ich es etwas wärmer mache.
Freue mich schon es mal zu testen.
Stelle dann die Ergebnisse rein.
Vielen Dank!
Multan
Aus meiner Sicht solltest du die Nozzle auf 0.4 belassen. Wie gesagt scheint aus meiner Sicht zu wenig Material aus der Düse zu kommen. Insbesondere wenn die erste Schicht passt (geschlossene Fläche), da hier andere Parameter gelten. Schneller zu drucken wird das Problem der geschlossenen Flächen am Ende nur verschlimmern.
Ich würde erst einmal dieses Problem lösen. (Nozzle auf 0.4 stellen, Temperatur auf 215 Grad stellen oder Geschwindigkeit reduzieren (Mehr Zeit zum Aufschmelzen) und schauen wie die Ergebnisse sind oder wenn es geht der Durchmesser anpassen.
Dann kannst du das Thema diagonale Linien angehen und meinen DirkDirks Vorschlag probieren.
Hi,
Wieso verwendest du eigentlich nicht einfach die Standardeinstellungen von cura für deinen Ultimaker 2? Die passen eigentlich schon ganz gut.
Travelspeed hat nichts mit der druckgeschwindkeit zu tun. Falls du "schatten" um Objekte auf der mantelfläche hast dann musst du die Geschwindigkeit verringern(oder die Beschleunigung und Verzögerung der Achsen). Theoretisch gehen 300mm/s, 150mm/s ist aber der beste Kompromiss zwischen Geschwindigkeit und Qualität.
Wenn der erste Layer schon mal gut aussieht stimmt zumindest dein Abstand von nozzle zu plate. Geschlossen ist der aber auch nur weil du den ersten Layer mit, am besten, 0,3mm druckst. Also viel dicker als den Rest.
Die nicht geschlossene Oberfläche kommt, meiner Meinung nach, von dem falschen Nozzle Durchmesser. Cura berechnet den Durchfluss für eine Düse mit 0.3mm, wenn du aber eine 0.4mm Düse verwendest fehlt es an Material.
Warum erst das eine Problem lösen und dann das andere? Das Problem mit den Diagonalen Linien kannst du auch am gleichen Objekt testen, so musst du nicht unnötig Zeit und Material verschwenden.
Gruß Dirk
Hallo zusammen.
leider kann ich momentan keine Fotos in meine Gallery hochladen.
Es steht da immer, dass es einen Error beim Hochladen gibt.
Ist natürlich schlecht was zu beurteilen wenn man es nicht sehen kann.
Ich versuche mal zu beschreiben was ich gemacht habe:
Versuch 1
Nozzle size 0,3
Shell thickness 0,6
Travel speed von 50 zu 100
Z hop von 0,01 zu 0,2
Temperatur von 210 zu 215
Ergebnis:
Die Oberfläche ist sauberer und geschlossener geworden.
War scheinbar wirklich etwas zu wenig Material. Linien sind schön zusammen.
Wäre noch mal zu testen ob es noch besser wird wenn ich die Shell thickness von 0,6 auf 0,58 verringere, damit sich die Linien noch etwas besser überschneiden. Aber ka ob das auch an der Oberseite des Modells was bringt.
Die Diagonalen Linien auf dem Dach sind immer noch da. Keine Veränderung.
Versuch 2
Nozzle size von 0,3 zu 0,4
Shell thickness von 0,6 zu 0,8
Travel speed von 50 zu 100
Z hop von 0,02 zu 0,3
Temperatur von 210 zu 215
Ergebnis:
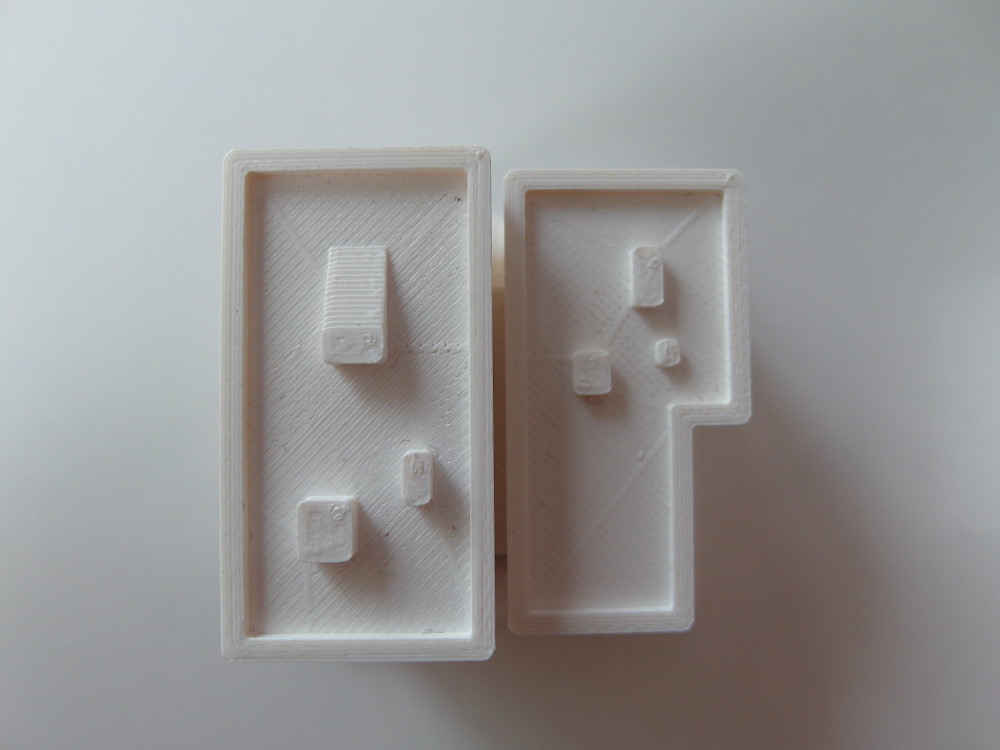
Die Linien auf dem Dach berühren sich überhaupt nicht. Ist ganz deutlich eine Netzartige Struktur zu sehen.
Die Diagonalen Linien auf dem Dach sind immer noch da. Keine Veränderung.
Den Standard von Cura finde ich deutlich zu schlecht. Auch die drei Voreinstellungen tagen nichts, vor allem kann man ja nicht sehen was genau bei Fast, Normal und Slow eingestellt ist.
Auch bei den Standardeinstellungen gibt es diese Diagonalen Linien. Habt Ihr noch eine Idee was ich verändern kann?
Mit Z hop scheint es ja nichts zu tun zu haben.
Mit welchen Einstellungen druckt ihr denn so? Könnt ihr mir mal eine Liste mit euren besten Einstellungen geben, dann drucke ich das Haus mal damit und vergleiche es dann.
The server returned an error during upload
Sobald man wieder Bilder hochladen kann reiche ich die Bilder natürlich sofort nach.
Die Fotos jetzt extern:
Alter Stand:
Versuch 1:

Versuch 2:
Den Standard findest du deutlich zu schlecht?
Das habe ich z.b. mit Standard Normal gedruckt. Erkenne da nichts das auf deutlich zu schlecht hinweist :-D

Also mit den Standardwerten keine geschlossene Oberfläche hinzubekommen ist nahezu unmöglich. Entweder stimmt was nicht mit deinem Extruder, dem Modell oder dem Material.
Lade doch mal die stl von dem Modell hoch. Dann kann man sich mal die Sache angucken und evtl sogar mal drucken.
Gruß
der Name der Datei ist Heavy_Residental_3.stl von der Seite
http://www.thingiverse.com/thing:12673/#files
Dein Modell schaut gut aus, da hast du schon Recht, aber es hat ja auch keine horizontalen, geraden Ebenen.
Bei dir druckt der Drucker immer auf der letzten Schicht und nie nebeneinander. Deshalb kommt der Effekt bei dir ja auch nicht zur Geltung. Die Oberflächen an den Seiten sind bei mir auch super, nur die letzte Ebene halt nicht.
die Stl ist oben zu finden. Will die jetzt nicht selber hochladen, da es ja nicht meine Datei ist.
Habe die Datei aber schon in Blender auseinander genommen. Scheint ok zu sein.
Aber wenn du da nochmal schauen würdest wäre ich dir natürlich sehr dankbar.
Wenn du das auch mal mit deinen Einstellungen drucken würdest wäre natürlich auch mal sehr schön zu sehen.
Aber ich werde heute auch noch mal alle Einstellungen zurücksetzen und noch einmal drucken. Und mit den Normalen Voreinstellungen drucke ich auch noch mal. mit den sehr guten Einstellungen druckt er gerade. Kann ich später noch mal zeigen.
Grundsätzlich erhalte ich mit den momentanen Einstellungen bessere Ergebnisse als mit den Standards.
zudem möchte ich natürlich wissen warum der Drucker so etwas macht.
Mit den Oberflächen kann ich zur Not ja auch noch leben aber diese Diagonalen sind echt Bescheiden.
Aber nochmal vielen Dank an euch, ist echt super, dass Ihr helft.
Liebe Grüße
Multan
Also die deutliche Linienbildung rührt aus meiner Sicht daher, das zu wenig Material raus kommt. Unter der Vorraussetzung das du kleine Objekte druckst würde ich mal folgendes probieren:
1. Materialfluss...
Nozzle size 0,4
Shell thickness 0,8
Travel speed 40
Botton Top 0.8
Temperatur 210
Ich habe bewusst die Geschwindigkeit reduziert, da aus meiner Erfahrung bei kleinen Objekten mit wenig Material die Qualität mit steigender Geschwindigkeit abnimmt.
2. für die diagonalen Linien:
Retraction:
Min Travel 1.0
Enable combing : aus
Dir ist aber schon bewusst das Travel Speed nichts mit dem drucken zu tun hat oder? Travel ( Techn. verfahren) ist die Geschwindigkeit in dem der Druckkopf sich bewegt wenn er NICHT druckt. Auch Eilgang genannt.
Das Problem liegt am Modell. Ich kann dir zwar (noch) nicht sagen warum, aber auch bei mir ist die Decke des Gebäudes nicht 100%ig geschlossen. Mit den gleichen settings ist bei mir sonst immer alles deckend. Kann also nur das Modell sein.
Gruß Dirk
Hallo zusammen, Erst mal die Gute Nachricht.
Ich habe Zungara Rat befolgt und mal mit
Min Travel 1.0
Enable combing : aus
gedruckt.
Ergebnis keine diagonalen Linien mehr. Das ist schon mal super. Ich freue mich, danke.
das Bild dazu:
https://www.flickr.com/photos/125800726@N07/14993505171/
https://www.flickr.com/photos/125800726@N07/14809904539/
https://www.flickr.com/photos/125800726@N07/14993505251/
ich kann leider immer noch keine Fotos hochladen. Deshalb wieder so. Ich hoffe ihr könnt die sehen.
Habe mit 215°C und ich habe die Vermutung, dass da schon etwas zu viel Material raus kommt aber ich bin nicht sicher, könnte auch durch das viele retraction kommen.
auf jeden Fall kann sind sie weg, ich denke mal es handelt sich dabei um einen Fehler der Funktion Enable combing
Mal schauen ob sich nach dem nächsten update was verbessert. bis dahin muss ich bei Flächen das Ding eben aus machen.
Es gibt immer mal wieder kleine Fäden an den Ecken, deshalb werde ich mal den Travel speed von 100 auf 150 setzen. Und schauen ob es besser wird. Die Temperatur werde ich von 215 auf 212 ändern.
Zweites Problem die offenen Linien.
Ich habe mal das Haus in Fast, Normal und Best gedruckt.
Ergebnisse sind auf den folgenden Fotos zu sehen: (die diagonalen Linien müsst ihr euch wegdenken)
https://www.flickr.com/photos/125800726@N07/14810007819/
https://www.flickr.com/photos/125800726@N07/14996321682/
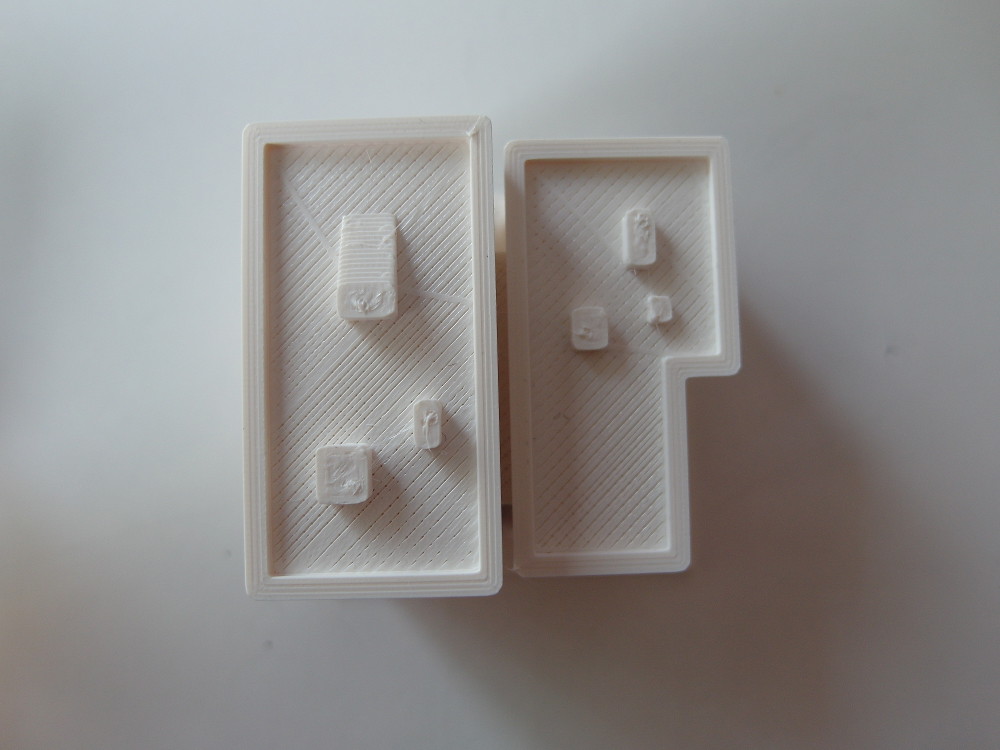
Best = Rechts / Normal = Mitte / Fast = Links
Gibt bei allen ein Haufen Fehler die man beheben müsste und im Gesamteindruck sehen sie alle schlechter aus als meine Einstellungen, aber sie haben alle eine durchgehende Dachfläche und keine Netzartige Struktur.
Leider verstehe ich nicht warum.
@dirkdirk: Ist schon mal gut zu wissen, dass es bei dir auch so ausschaut, ich danke dir sehr, dass du dir die Zeit genommen hast und es selber gedruckt hast. So kann ich sichergehen, das es nicht an meinem Drucker liegt.
Da es bei den Standardeinstellungen flächig wird, denke ich nicht, dass es am Modell liegt.
Was mir gestern noch so durch den Kopf gegangen ist. Die Werte für gelten fast immer für den top und bottom layer.
Nur bei nur beim bottom layer speed soll es nur den Bottom layer betreffen. Könnte es sein, das das ding eigentlich top/bottom layer speeg ist? Ich frage mich halt, mit welcher Einstellung bestimmt man denn den Top Layer speed?
Wenn die Druckgeschwindigkeit zu hoch ist, ist es natürlich auch klar warum die Lücken entstehen.
Welcher Wert ist zuständig Für den top Layer?
travel speed ? (ich denke mal nicht)
Bottom layer speed? (kann sein aber dann ist der Name quatsch)
Infill speed? (kann theoretisch auch sein)
Outer shell speed (kling erstmal am sinnvollsten)
Inner shell speed (wäre nicht logisch)
Ich denke ich stelle alle mal auf 25 und drucke mal. Wenn einer davon was beeinflusst, wird sich ja was zeigen.
Ich werde mal sehen.
Wenn Ihr noch andere Ideen habt, teste ich die natürlich auch gerne.
Habt einen schönen Tag und danke,
Multan
Selbst bei den quickprint Einstellungen hast du keine geschlossene Fläche. Es sieht nur besser aus als deine settings.
Ich bin mir zu 100% sicher dass das Problem am Modell liegt! Ich habe schon einiges (mehrere hundert std) gedruckt und ich hatte noch nie bei den settings keine geschlossene Oberfläche.
Das Modell hat über 9000 Fehler! Das Dach alleine ist schon total kaputt.
Ich habe das Haus mal repaiert.. Habe mir aber keine Mühe gegeben, könnten also ein paar Unebenheiten drin sein. Falls du cad beherrschst dann erstelle dir mal einen kleinen Würfel und drucke den mit quickprint. Wirst sehen das dort die Oberseite perfekt zu ist.
Kannst es ja nochmal drucken und dann die Bilder posten :wink:
Wie gesagt, es wird nicht alles ganz eben sein aber es geht ja auch nur darum zu sehen ob das Dach jetzt geschlossen ist oder nicht..
Ok sorry du hast natürlich recht! Wer lesen kann ist klar im Vorteil. Ich meinte die Print Speed und nicht die Travel Speed. Wie gesagt es geht mir um den Materialfluss. Travel Speed hat da natürlich keinen Einfluss drauf. Sorry!
Nozzle size 0,4
Shell thickness 0,8
Print speed 40
Botton Top 0.8
Temperatur 210
Habe das Modell mal kurz in Netfabb eingelesen und konnte feststellen, das Fehler im Objekt sind. Lass die Fehler mal von der Netfabb Cloud bereinigen obwohl ich von seitens Cura keine Fehler erkennen kann, wenn ich mir den Layer anschaue, der das Dach finalisiert
....
Habe das Modell mal kurz in Netfabb eingelesen und konnte feststellen, das Fehler im Objekt sind. Lass die Fehler mal von der Netfabb Cloud bereinigen obwohl ich von seitens Cura keine Fehler erkennen kann, wenn ich mir den Layer anschaue, der das Dach finalisiert
Wie von mir ja oben schon erwähnt ist das Model mit über 9000 Fehlern sehr fehlerhaft.
Dir reparierte stl habe ich ja hochgeladen. Vielleicht kommt jemand dazu diese mal zu drucken.
Evtl drucke ich es auch nochmal selbst zum Vergleich.
Die stl ist aber nur flüchtig repaiert, also nichts perfektes erwarten ;-)
Hallo zusammen,
Habe das ganze Wochenende gegrübelt und verschiedene tests gemacht.
@ dirkdirk: ich verwende jetzt dein Model und habe auch selber das ganze Ding noch mal mit dem Remash Modifier neu gemacht aber das bringt immer das selbe Ergebnis. Zudem habe ich Würfel gedruckt und auch bei denen ist die Oberfläche nicht voll geschlossen.
Ich würde sagen es liegt nicht am Model.
Das Model unten auf dem Foto ist mit deiner Datei erstellt.

Schaut an vielen stellen schon recht geschlossen aus. Das ist schonmal gut.
Folgende Einstellungen habe ich gemacht.
Layer height : 0.1mm
Temperatur : 222°C
Print speed : 25
travel speed : 150
Bottom layer speed : 25
Infill speed : 50
Outer shell speed : 25
Inner shell speed : 25
Bottom/top thickness : 1mm
Enable combing : off
Mein Gedanke dahinter:
- Bei höheren Temperaturen ist das Material füssiger und es kommt mehr Material haeraus.
- je langsamer ich drucke, desto mehr Material kann raus.
Hat auch was gebracht, es kommt beim drucken der Wänd zum Teil zu viel Material raus und es bilden sich manchmal kleine Tropfen.
Die Temperatur ist am Anschlag, wenn ich es noch wärmer mache schauen die anderen Oberflächen nicht mehr gut aus. Werde es beim nächsten mal auf 220 setzen.
Da wo der Drucker länger am Stück druckt, ist die Fläche schön geschlossen, aber wenn er gerade abgesetzt hat, ist scheinbar nicht genug Material da oder das Material ist micht warm genug.
Bedeutet ich könnte noch mal an den Einstellungen für das Reraction schrauben.
Im Moment habe ich
Minimum traverl 1
Minimal extrusion before retracing 0.02
Z hom 0.2
Habt Ihr ne Idee was ich noch ändern kann?
Oder denkt Ihr es liegt am Infill speed?
Soll ich den auch mal auf 25 setzen?
Liebe Grüße
Multan.
Wenn bei dir auch ein selbst erstellter Würfel keine geschlossene Oberfläche dann habe ich jetzt auch keine Idee mehr..
Auf jeden Fall muss bei den quickprint Settings das funktionieren. Hatte so was noch nie, bei keinem meiner Modelle außer bei diesem. Kann also meiner Meinung nach nur am Modell liegen.
Hier mal ein gedruckter Würfel mit quickprint normal.
100%ig geschlossene Oberfläche. So sieht das bei mir immer aus, außer bei diesem Haus-Modell.

Gruß Dirk
Hi,
Infill sollte kein Problem darstellen. Kleine Objekte würde ich sogar ohne Infill drucken. Du hast ja 10 Schichten um eine glatte Oberfläche zu bekommen. Bei PLA solltest du auch nicht über 220 Grad gehen müssen insbesondere da du ja die Geschwindigkeit reduziert hast. Bei der Geschwindigkeit und der Temperatur sollte eigentlich überall zuviel Material vorhanden sein, wie du ja auch schon teilweise an den Wänden bemerkt hast.
Ich würde jetzt erst einmal nur mit dem Würfel weiter machen. Grundsätzlich sollte eine geschlossene Fläche kein Problem darstellen.
Kannst du vielleicht trotzdem mal den Durchmesser deines Fillamentes über eine Länge von einem Meter messen und alle Werte im Abstand von etwa 10 cm benennen?
Mir fallen 3 mögliche Probleme ein, die vielleicht den Fehler erzeugen könnten. Ich nehme hier Bezug auf den Ultimaker Original womit ich selber folgende Probleme hatte:
1. Durchmesser zu dick -> Extruder bekommt zeitweise das Material nicht richtig vorgeschoben. Fillament passt nicht durch die Bras Pipe bzw nur sehr schwer durch die Bowden Tube. Beim Original tritt der Effekt ab einem Durchmesser von 3,05 mm bis 3,10 auf. Über 3,1 geht bei mir nichts mehr!
2. Durchmesser zu dünn -> Materialdurchmesser in Cura verändern. Ich weiß nicht ob es bei dir geht
3. Teilverstopfung der Düse -> Das hatte ich mal nach dem Laybrik gedruckt hatte. Heises Ende zerlegen und sauber machen.
Ok, ich denke ich werde mal von diesem Model Abstand nehmen. und was anderes Drucken.
Ich teste mal heute noch einen Würfen. Wenn das nichts bringt wechsel ich mal das Material, mache den Druckkopf sauber und messe das Material genau aus das ich einlege.
Ergebnisse schreibe ich dann.
Danke euch so weit schon mal.
Habt einen schönen Tag,
Grüße Multan
kleine Sache zum Thema verschmutzen / verstopfen. Das Teil ist beim UM1 Gold wert:
http://www.youmagine.com/designs/dust-filter
Seid ich den Dust-Filter verwende und die Düse nicht mehr ohne Material erkalten lasse habe ich keine Probleme mehr

ArunC posted a topic in UltiMaker Cura,



ArunC posted a topic in UltiMaker 3D printers,


Recommended Posts
multan 0
Leider wird das Ergebnis nicht besser und ich finde einfach keinen Heben oder Einstellung die verhindert das Cura, diese verdammten diagonalen Striche auf der Oberseite meiner Modelle hinterlässt.
Das nervt gewaltig und macht alle Sachen total unbrauchbar weil ich das auch mit nacharbeiten nicht weg bekomme.
Bei den Standardeinstellungen von Cura macht er das aber auch.
In 3D oder CAD braucht man ja meistens wenn man ein Loch in eine Fläche macht einen Vektor zum berechnen der Position des Loches. aber warum druckt der Ultimaker 2 das? es ist doch keine Geometrie da?
Retraction ist ja normal eingestellt und er macht es ja auch an den notwendigen Stellen. Nur beim der letzten Schicht nicht. habe ich beobachtet, er druckt einfach drüber.
Bitte hat irgend jemand Erfahrungen damit?
Viele lieben Dank
Multan
Link to post
Share on other sites