
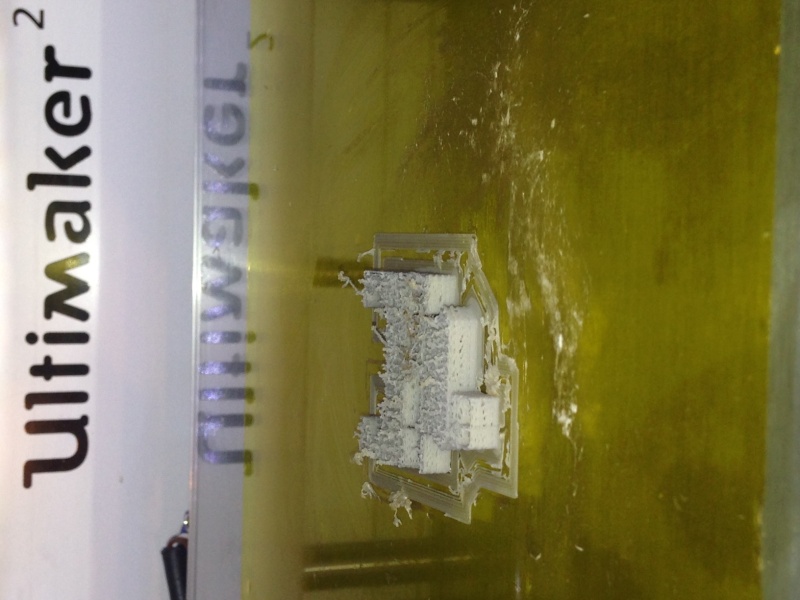

Le premier millimètre m'a l'air pas trop mal après les fils ne touchent plus et ensuite plus rien...
Ah oui en effet c'est pas très jolie :/
C'est du PLA ou de l'ABS ?
On voit que le plastique sort plus de l'imprimante au bout d'un moment (j'ai le même résultat avec l'abs)
Pour l'ABS j'ai pas trop cherché/trouvé de solution, mais si c'est du PLA tu peu essayé d'aller plus haut en température et d'être moins rapide
Ce que tu peu aussi essayé d'imprimé c'est sa :
https://www.youmagine.com/designs/tower-for-print-tests
Au moins tu peu voir les différence si tu change de température 
Apres si quelqu'un a d'autre idée je suis preneur
Si quelqu'un a des idées moi j'ai pas mal de problème avec le Esun (décidément  ) noir :
) noir :

Au début les 2/3 première couche allait bien puis après un genre de sous extrusion puis se résultat plutot moche :/
Apres m'être énerver toutes l’après-midi dessus, toujours impossible de sortir un pièce bonne (le plastique arrivais même plus a faire les première couche :/)
Si vous avez des idées la je suis aussi preneurs parce que j'ai bidouillé pas mal de paramètre sans trop de résultat :/
J'ai le même problème , PLA noir ESUN de chez makershop , j'ai réussi a faire un print correct mais tout les autres ne fonctionnent pas, j'ai bouché 2x ma tête en 2h. Je crois que la qualité n'est pas bonne , avec le PLA de chez Ultimaker j'ai raté aucun print !
Ca fait la même chose entre le PLA et l'ABS... Ici c'est de l'ABS. J'ai fait des testes à 30mm/s c'est la même chose...
Ce qui est bête c'est que je peux plus imprimer le feeder amélioré pour éviter les rognages Depuis j'ai un problème avec les filaments que j'ai acheté et après mesure les filaments font plus 3mm que 2.85mm...
Salut,
Ca me faisait un peu pareil, et c'était le filament qui forcait dans la pièce en teflon au dessus de la buse.
Je l'ai démontée et repercée à un diametre plus gros (3.5mm) et depuis plus de soucis, tu peux toujours guetter pour voir si le fil ne force pas dedans.
Je pense comme toi Gilles, que la qualité et pas tip top en même temps la bobine la je l'ai payé 19.9 euros, je pense qu'il faux mieux payer une bobine un peu plus chère genre Colorfabb et éviter de ce faire chier :/
UltimPrint t'as plus de feeder du tout ? Après j'ai du PLA rouge de chez Makershop, il vas assez bien je mets la buse a 215°, le plateau a 65°, 50mm/s en vitesse et sa sort correct :/
Sa te fait le même résultat avec la bobine qui était avec l'Ultimaker ?
Pour la différence de diamètre du filaments tu peu réglé sur la machine tu fait "material" - "setting" - "customized" pis y'as un onglet qui te permet de régler le diamètre 

C'est ce que je dis souvent, ca vaut la peine d'investir dans du filament de qualité (pas forcément chère ce n'est pas un critère) mais perso je ne prends que du colorfabb ou autre dans la même gamme et ça évite pas mal de soucis.
Déjà tu es sure d'avoir un diamètre correcte et qui ne bouge pas trop et c'est une des choses qui peux te faire pas mal d'emmerdes l'air de rien
C'est sur que sur le ColorFabb j'ai rien a dire le bleu, il arrive presque "clé en main" tu mets la bobine, tu lance, sa marche, d’ailleurs pour Noël la bobine Bronze me tente pas mal
J'ai touvé une solution pour résoudre un peu mon problème, le print ce fini et je post des photos et comment j'ai fait
Voila le résultat que j'ai eu

Ça fait tout de suite plus jolie alors pour les paramètres j'ai mis comme t'habitude :
Layer : 0.1mm
Speed : 50mm/s
Temp buse : 210°
Temps plateau : 65°
J'ai juste ajouté le plug in Tweak at z pour lui dire que de la couche 8 à 10 (juste ma face supérieur) de passé a la vitesse 25mm/s
D'ailleurs, j'ai Cura 14.11 et quand je générai mon programme et que je le lançais il m'affichait "no info available" sur l'imprimante et j'ai trouvé comment régler ça, avant de lancé l'impression il faux modifier le g-code (pas grand choses mais ça suffit )
Voila le début du g-code si on le laisse comme sa (avec les plug-in)

On voit qu'il manque des info au début, j'ai donc juste repris les valeurs du même programme sans les plug-in qui lui commence comme ça :

Il faux juste modifier le "time" et le "material" pour le temps il est en seconde donc sa nous donnera une valeurs "fause" sur l'imprimante mais on sait à peu prêt combien de temps dure le print et le code matière je sais pas trop ce que c'est mais j'ai remis le même, j'ai enregistré et la plus de problème de plug-in
C'est ce que j'ai fait aussi mais très légèrement je suis passé de 210° à 215°
@Jerome J'ai acheté du filament colorfab pour voir...
@adrien je vais essayer le plug in pour avoir un meilleur rendu de surface mais mon pb commence déjà au début... J'ai encore le feeder d'origine mais par exemple Didier l'a customizé..
@Didier tu as vraiment vu une différence avec ton feeder amélioré?
Décidément, le feeder Ultimaker est vraiment à revoir.
J'ai aussi de nombreux pb avec l'UMO+ : le filament avance de façon hétéroclite, la faute au feeder qui ne fait pas son boulot...
... en même temps, quand on voit comment est fait l'entraînement, à mon humble avis, ça ne peut pas fonctionner de façon fiable et durable : le contact entre le filament et l'élément moteur est un axe moleté de 7.8mm (+0.06/+0) qui entraîne un cylindre tangent, et perpendiculaire, de ø2.85mm. Autrement dit, la surface de contact est quasi nulle, et l'entraînement ne se fait que par ancrage des picots de moletage dans le filament lui-même, c'est-à-dire par destruction partielle du matériau.....! :wacko:
Bref, je suis en train de regarder pour faire un autre montage qui fonctionne par contact sur une grande surface (enroulement sur 180°, sur disque 80mm par ex), histoire de limiter la casse, et ne plus avoir ces pb récurrents de "rognage"....
... mais y'a du boulot !
Yeti j'ai pensé à un truc en lisant ce que tu avais écrit, et plutôt que de faire un feeder en entier y'aurai pas meilleur temps de re-faire juste une petite roue denté dans ce genre la ?

J'ai fait le dessin vite fait, mais faire une partie denté incurvé à la forme du plastique pour éviter d'avoir un point mais une surface ?
Apres je sais pas trop comment on pourrai fabriqué ça :/
Adrien, l'idée de la gorge qui épouse le ø du filament est très bonne, mais on ne résout pas le principal pb : le ø ridicule de l'axe d'entraînement.... :(
Pour te donner une image, regarde une roue de voiture, ou une roue de 4x4 (sur un terrain à faible adhérence) : plus le diamètre est grand, plus tu as d'adhérence, et plus tu avances facilement (imagine un VTT en 20".... c'est la "cata".).
Donc, il faudrait, à minima, augmenter le ø du galet, ce qui réduira déjà le pb de "creusage" dans le filament.
Mais pour aller plus loin, Je pense que le mieux est d'enrouler le filament sur un GRAND galet. (C'est de cette façon qu'en sidérurgie on entraîne une bande d'acier avec plusieurs dizaines de tonnes de traction.... )
Ah oui je vois mieux
Le problème c'est qu'il faut quand même laisser la possibilité au filament de glisser... Admettons que le feeder pousse légèrement plus que la capacité de la buse, au bout d'un moment soit le filament extrudé va fortement accelèré et faire un paquet sur le print soit pire du plastique fondu va sortir par le haut du Téflon...
Il faut du coup un espèce d'embrayage qui puisse patiner si le couple résistant devient trop grand...
Par contre effectivement le diamètre de la tige d'entraînement du filament est trop faible...
Après pour la pièce moleter si Ultimaker a les moyens peu être par frappe à froid pour ceux qui connaissent :/

ArunC posted a topic in UltiMaker Cura,



ArunC posted a topic in UltiMaker 3D printers,





Recommended Posts
adrien_12 31
Tu pourrai poster des photos pour nous donner une idée de tes problèmes, car moi aussi depuis peu j'ai des souci d’extrusion
Link to post
Share on other sites