
Excellent! Thank you!
I'll update when I get back to work tomorrow & do some prints.

Daid - how does fill density and wall thickness affect quality? or do you mean quality to be 'structural quality' as opposed to (what I assumed) 'perceived beauty of the object'?
The part also will be stronger, but the infill is also better to hold up the "roof" so to say. I found that with thin layers you better have a bit more infill.
Back again.
Tried out adjusting some settings, but have run into a probelm - overlap.
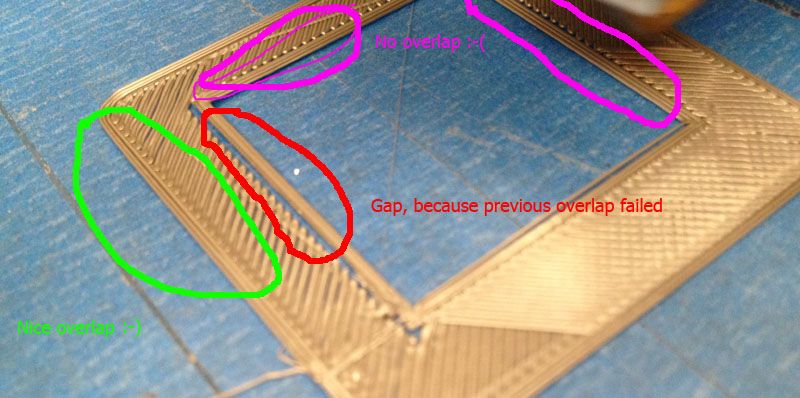
pink sections are the problem - green is fine - the outer overlap works, but not the inner - any ideas?
Also, the seam evident in this picture:

Is there a way to avoid this seam by randomizing the layer order (like netfabb does?)
Backlash problems, most likely because of lose small belts.pink sections are the problem - green is fine - the outer overlap works, but not the inner - any ideas?
The setting that does this is called "Jitter", but you cannot access it from Cura.Is there a way to avoid this seam by randomizing the layer order (like netfabb does?)
Backlash problems, most likely because of lose small belts.pink sections are the problem - green is fine - the outer overlap works, but not the inner - any ideas?
I don't get this behaviour in repG though, will check belt tension, but believe it to be good.
Hallo,
how to solve the Seam and Overhang Problems in last picture?
I got such Seam every time the nozzle stops to move z-Axis.
And the Overhang is a problem with the fan (need better fan cooling)? The rest of the surface looks good for the temperature.
Hallo,
how to solve the Seam and Overhang Problems in last picture?
I got such Seam every time the nozzle stops to move z-Axis.
Yes, Daid must implement Jitter 

ArunC posted a topic in UltiMaker Cura,



ArunC posted a topic in UltiMaker 3D printers,





Recommended Posts
Daid 306
Sure, most settings are the same as Cura's defaults. The details can be found in simpleMode.py. But the main differences are:
Layerheight 0.2 for normal, 0.1 for high quality.
Wall thickness 0.8 for normal, 1.2 for high quality
Print speed 50 for both
Fill density 20% for normal, 30% for high quality.
Link to post
Share on other sites