


rigs
-
Posts
2,027 -
Joined
-
Last visited
-
Days Won
40
Content Type
Forums
Events
3D Prints
Posts posted by rigs
-
-
Il y a deux types de consommateur
 je te laisse deviner dans quelle catégorie je me situe....
je te laisse deviner dans quelle catégorie je me situe.... -
Salut saumon des bois ! Et bienvenue.
Donc imprimer du bois...je commencerai par une buse de 0.8 mm pour éviter un max les bouchons...ça commence déjà mal pour l'ultimaker 2 car c'est une buse de 0.4 mm, modifiable avec un kit que nous allons bientot tester tous ensemble mais avec une rallonge d'environ 100 euros sur la facture.
Il te reste UMO + avec buse de 0.8 mm ( ou autre ) qui a plus ou moins les même caractéristique que l' UM2 et moins cher, mais à monter sois même ( ce qui peut être sympa )
As tu des dimensions en tête ?
-
Deux solutions :
Soit les nozzle de darkdvd mais en 3 bien-sur.
Soit définir une nouvelle case de consommable.
Colorfabb m'envoi une bobine dans les jours a venir je vous tiens au jus.
++
-
Pour tous les amoureux du XT
Trés bon test par Hackaday : 3d-printering-xt-cf20-carbon-fiber-filament-review
ATTENTION !
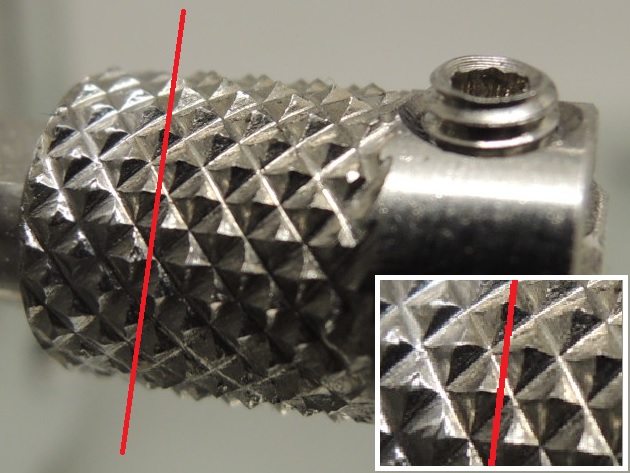
le XT-CF20 est un filament abrasif et provoque une usure prématurée des buses laiton, une seule bobine de 750g suffira à endommager irrémédiablement votre bloc chauffant.

Après une utilisation intensive de ce filament il va de soi que la roue de votre feeder subisse aussi une usure.
Pour imprimer efficacement du XTCF20 je vous conseille :
- modification du bloc buse d'origine par le Olsson Block
- Achetez des buses en acier inoxydable
- Suivre le tutoriel de montage lien ou en video
Vous pouvez suivre les fils de discussion concernant le Olsson block :
Les paramètres d'impression :
- Température : 245° - 260°
- Plateau chauffant : 60° - 70°
- Diamètre de buse : 0.25 - 0.4 - 0.6 - 0.8 - 1.0
Le XT-CF20 est un mélange de XT et 20% de poudre de carbone, donc il est de convenance de respecter les bases de l'impression du XT pour obtenir de bons résultats avec ce filament :
- Les petites vitesses d'impression sont à proscrire, une période trop longue dans le bloc de chauffe dégradera irrémédiablement votre filament, il deviendra cassant.
- Selon le diamètre de la buse et la hauteur de couche, la vitesse d'impression doit se situer entre 30-50 mm/s
De plus le carbone possède une faible capacité thermique, c'est à dire que ce filament séchera rapidement :
- Prévoir un temps de passage sur la couche précédente court pour optimiser l'adhésion inter-couche
- Ne pas ( ou peu ) utiliser la ventilation
- Utilisation d'une chambre chaude pour ralentir le refroidissement
L'un des problèmes majeur de ce filament c'est l'accumulation de résidus d'extrusion sur la buse, plusieurs options pour palier à ce désagrément :
- Utilisation de buse petit - moyen diamètre, entre 0,25 mm et 0,6 mm
- Faible hauteur de couche entre 0.1 mm et 0.2 mm
Pour finir afin d'obtenir un état de surface impéccable deux astuces :
- Imprimer les couches externes ( périmètre ) dans le sens intérieur/extérieur
- augmenter le flow entre 110% et 120%
Petit tour des impressions de membres du forum :
@blink60 :
- Buse: 0.25 mm ( inox - stainless steel )
- Température: 260°
- Bed: 70°
- Couche: 0.1 mm
- Coque: 0.5 mm
- Infill: 100 %
- Vitesse: 30 mm/s

- layer: 0.12 mm

@personal-drones
-
 1
1
- modification du bloc buse d'origine par le Olsson Block
-
Moi je pense à une mauvaise gestion du E (mouvements de l'extrudeur).
complètement amedee, cette mauvaise gestion ne provoque pas directement cette sous extrusion mais nous donne l'impression d'une sous extrusion.
Avant d'aller titiller Daid j'aimerai être sur que ça vient du firm.
pfuuu pfuuuuuuuu ( je sais pas siffler ^^)
Eh beh ça claque ! On attends ton retour sur la qualité de ces produits que je n'ai jamais vu jusque là
Tu ouvre une industrie ?
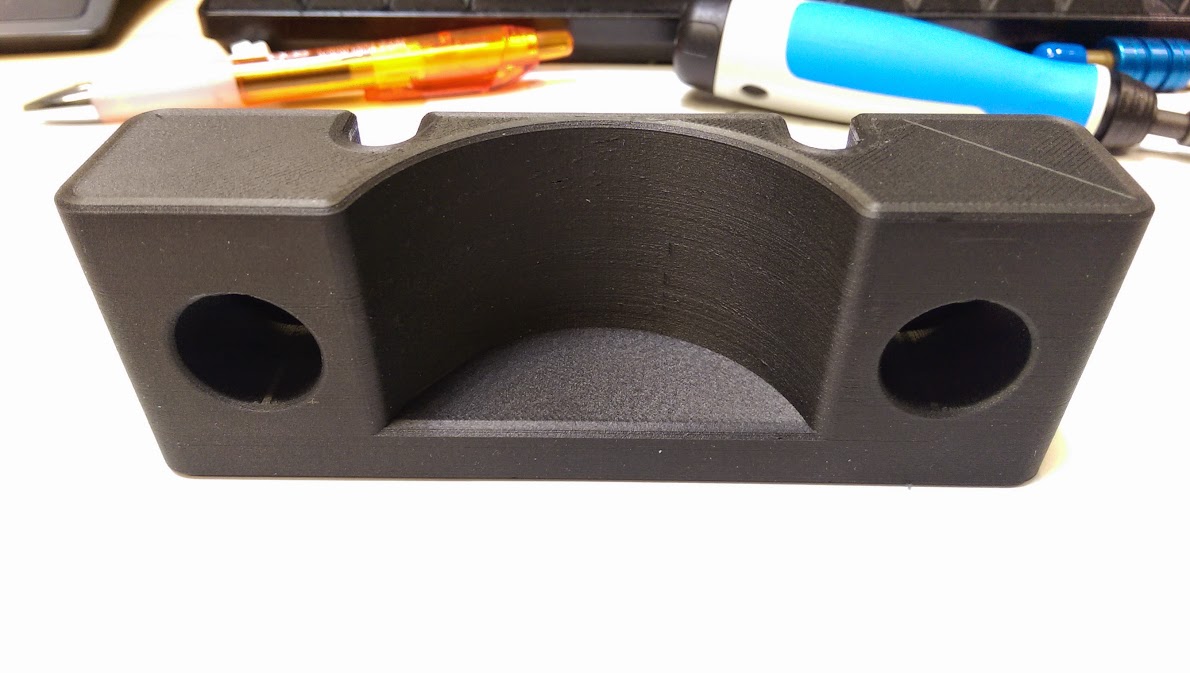
Je prendrai le temps de poster une peu plus de photo avec des détails.
Peut-on parler d'industrie....je ne pense pas que ce soit le bon terme...disons une collaboration avec de grandes idées dans une petite pièce
-
Le père noël est passé avec un peu de retard ce matin :eek: j'ai trouvé ça devant la cheminée :

avec sa grande soeur ( hummmm...il faudrait peut-être que je pense à peindre ce placo...) :grin:

Content le rigs !
-
Avec ce mode, après un changement de filament, il extrude un peu "dans le vide" pour "primer" (je sais pas quel est le terme en français) avant de reprendre l'impression ou il s’était arrêté?
Est-ce possible de configurer d'extruder un peu plus avant de reprendre l'impression?
Salut kolia
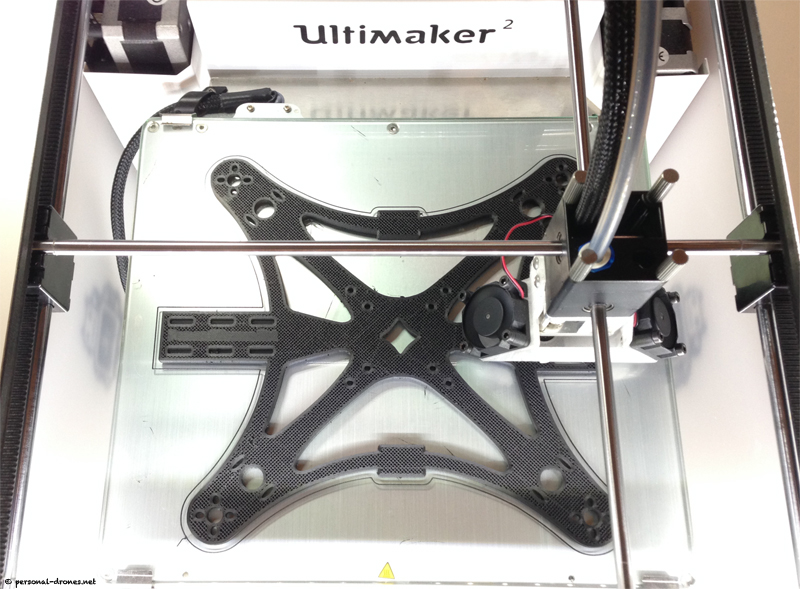
Effectivement le tête opère bien un retrait au fond de l'UM pour dans un premier temps lancer la procédure de changement filament et un fois le nouveau charger il y a un déplacement toujours au fond mais au centre afin d'extruder pour optimiser la reprise, cette extrusion est conséquente et fonctionne très bien.
Lors de la reprise de l'impression avec un positionnement correcte dans l'espace, la sous extrusion apparait...pour ce stabiliser doucement comme tu peux le voir sur la photo.
Maintenant le problème est que je ne peux pas visualiser en direct les valeurs du feeder à ce moment là et encore moins les modifier sans passer par la case firmware...avis aux amateurs
Ces valeurs sont certainement modifiables mais avant je pense qu'il faudrait écarter une éventuelle mauvaise manip de ma part en ayant plus de testeur.@Sisco c'est à toi de jouer
-
Tous les retours sont bienvenues

-
C'est quand même chouette comme projet
Merci makershop et j'éspère que vous avez fait le plein de filament !
-
Oui avec la 15.01-RC10.
Sachant que j'ai utilisé que du PLA ( 4 couleurs ) avec une température "passe partout".
Il est possible que ma buse soit un peu bouchée ou mon feeder mal réglé...mais la résultante de ces essais reste une sous extrusion sur les 2 premiers .mm avant de retrouver une extrusion normal...ce que me fait douter sur l'éventuel probleme "dit" mécanique donc je penche plus pour une mauvaise gestion du firm.
à suivre.
edit: Il me semblait bien avoir une photo de ce test.

-
Et pour infos, il y a maintenant la version 15.01 de cura avec un nouveau firmware.
Je viens de voir que durant l'impression, plusieurs options sont apparue :
le mode "change filament" entre autre.
Derniers essais avec cette fonction...catastrophique....sous extrusion à chaque départ suite au changement de filament.
Mauvaise manip de ma part ? Mauvaise gestion point de vue firmware ?
Donne moi du rêve sisco avec une belle photo qui me prouve que ça marche
-
Bienvenue matthieu
-
-
C'est le problème quand on donne une machine a tester a quelqu'un qui ne sait pas l'utiliser...
tout est dit :-P
Si tu as un peu de temps devant toi vas sur ce topic :
http://umforum.ultimaker.com/index.php?/topic/467-post-your-latest-print/
Il y a de tout et de rien mais surtout de quoi te faire une idée.
-
please daid
please -
Salut laurent et bienvenue
Super blog à suivre pour tout les débutants et j’espère dans l'avenir par les experts.
-
Tu nous feras un petit résumé du salon
-
Je mets ça ici juste pour pas l'oublier
-
65 mm/s :eek: tu vois je n'imaginai pas ! agréablement surpris
les inter-couches sont bien malgré la différence de filament ?Pour la boutique du 3d , d'après notre spécialiste et commercial et revendeur et agent marketing etccc...@Jérôme de 44 c'est bien du diamètre 2.85 mm.
Continues à nous dévoiler ton avancement avec cette technologie, dans tout les cas tu auras pour sur un spectateur
-
petite question polaroid, sur ce type de print tu es à quelle vitesse ?
-
C'est super Sisco
Félicitation pour le travail ! -
Petit aperçu de notre futur joujou...j'ai hâte
http://ultimaker.ipbhost.com/uploads/gallery/album_1770/gallery_33766_1770_75710.jpg
-
Topic intéressant de @Solid Print 3d sur l'acetal ou POM et qui donne l'impression de vouloir en découdre avec cette matière....à suivre avec intérêt pour tout ceux qui désire imprimer du costaud.
http://umforum.ultimaker.com/index.php?/topic/9401-acetal-filament/
-
cool c'est un bon début, si tu es motivé post nous les différentes étapes de cet réalisation d'une machine à polir artisanal
 je te laisse deviner dans quelle catégorie je me situe....
je te laisse deviner dans quelle catégorie je me situe....


{kind=link}
XT-CF20 Colorfabb
in Français
Posted
Je t'avoue avoir réfléchis qu'après aux interprétations de ce post !
J'accepte avec plaisir ta remarque darkdvd qui me remet illiko à ma place.
Nous avons tous besoin de garde fou, ce soir tu es le mien
J'ai juste reçu un mail ce matin de colorfabb pour me prevenir de la sortie de ce nouveau produit puis trouvé l'article sur le net.
Maintenant j'imagine que beaucoup de monde va reçevoir sa bobine avant la mise sur le marché.
Restons tout de même alerte sur la capacité de ce filament à ronger les buses.
à suivre.