


Mince, moi qui pensais avoir le temps de faire une sieste ! 
Il y a donc des dangers à ne pas utiliser la rétractation ?
Non c'est l'inverse, même si le mot " danger " n'est approprié :)je parlerai plus de contrainte mécanique.
Si tu n'utilises pas les rétractions cela va automatiquement te limiter dans les possibilités d'imprimer certaines pièce ou ensemble de pièce.
tu parles de "blob", perte de pression de la buse et échauffement moteur, il y a donc un risque d’endommager l'imprimante ?
Non il n'y a aucun risque d'endommager ton imprimante en utilisant les rétractions, simplement une usure légèrement plus rapide du bowden tube et des clips ( bleu ) voir moteur.
Les rétractions sont un fonctionnement normal de l'imprimante sauf qu'il faut apprendre à les maitriser pour obtenir le meilleur résultat.
Je n'ai pas très bien compris ce qui était mis en évidence dans la vidéo (quelle est la différence entre les deux filaments testés, finalement?)
Il y a 2 PLA et 2 ABS sur cette vidéo.
Ce qui est mis en évidence sur cette vidéo, c'est que à paramètre identiques ( même si il reste un doute sur la température d'impression...bref je fais confiance à E3D ) la composition d'un filament ( viscosité ) va diminuer l'effet de oozing suite à une rétraction.
Où intervenait le paramètre de rétractation. Lorsque le fil se retire, ce n'est pas visible à l'oeil nu, si ? Alors, qu'est-ce qui est filmé?
La rétraction survient au moment ou la personne enlève le filament entortillé et que l'extrusion diminue.
Hmm... Comment faites-vous vos réglages à l'aide de ce type de tests ? Il n'y a aucune explication en téléchargeant le fichier STL sur l'interprétation des résultats du test... Vous procédez par itération en constatant les résultats obtenus avec tels paramètres, etc... ? Ou y a-t-il une méthode plus directe ?
Pas de méthode directe tu dois jouer avec tes paramètres.
Si tu est mathématicien tu peux essayer de trouver une équation qui détermine une quantité de oozing par rapport à : Une température d'extrusion - un débit d'extrusion - Vitesse et longeur de rétraction - coefficient de viscosité du plastique ( je dois surement en oublier..)
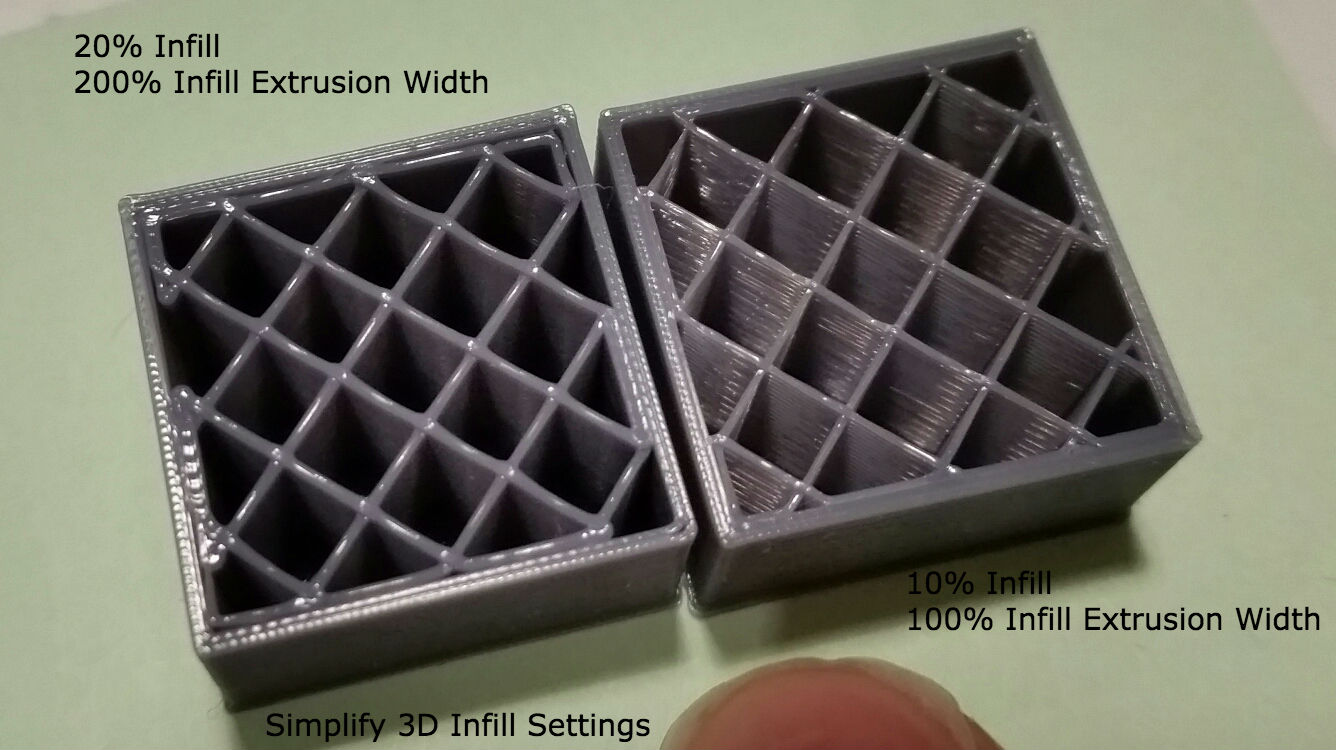
Sur ta photo, la pièce à gauche ressemble à ce que j'obtenais sur ma pièce lors du défaut de sous-extrusion... Qu'as-tu changé pour obtenir celle de droite ?
Le remplissage n'est qu'un chevauchement de couche, autant dire qu'il y a un peu moins de 50 % de vide.
Je sur-extrude mon remplissage pour avoir un contact entre le couche, c'est à dire que je pousse l'extrusion ( par rapport aux mur ) de façon à solidifier mon infill.
Edited by Guest Je comprends pas pourquoi (surtout quel en est l'intérêt).
Je comprends pas pourquoi (surtout quel en est l'intérêt).










Recommended Posts
Top Posters In This Topic
22
14
12
6
Popular Days
Jul 9
18
Jul 15
16
Jul 29
8
Jul 10
4
Top Posters In This Topic
Whitelamb 22 posts
DidierKlein 14 posts
rigs 12 posts
darkdvd 6 posts
Popular Days
Jul 9 2015
18 posts
Jul 15 2015
16 posts
Jul 29 2015
8 posts
Jul 10 2015
4 posts
Posted Images
Whitelamb 1
Vos remarques me font soulever plein de questions !
Il y a donc des dangers à ne pas utiliser la rétractation ? @rigs, tu parles de "blob", perte de pression de la buse et échauffement moteur, il y a donc un risque d’endommager l'imprimante ?
Je n'ai pas très bien compris ce qui était mis en évidence dans la vidéo (quelle est la différence entre les deux filaments testés, finalement?) et où intervenait le paramètre de rétractation. Lorsque le fil se retire, ce n'est pas visible à l'oeil nu, si ? Alors, qu'est-ce qui est filmé?
Hmm... Comment faites-vous vos réglages à l'aide de ce type de tests ? Il n'y a aucune explication en téléchargeant le fichier STL sur l'interprétation des résultats du test... Vous procédez par itération en constatant les résultats obtenus avec tels paramètres, etc... ? Ou y a-t-il une méthode plus directe ?
@rigs : Sur ta photo, la pièce à gauche ressemble à ce que j'obtenais sur ma pièce lors du défaut de sous-extrusion... Qu'as-tu changé pour obtenir celle de droite ?
Link to post
Share on other sites