

DidierKlein 729
Ton um2 n'imprimait pas comme tu voulais alors tu lui as mis un coup de masse? 
Tu voulais retendre tes courroies y a plus qu'a commander des nouvelles poulies (et des nouvelles courroies)
Combien d'heures de torture tu as sur l'um2?

Ton um2 n'imprimait pas comme tu voulais alors tu lui as mis un coup de masse?
Tu voulais retendre tes courroies y a plus qu'a commander des nouvelles poulies (et des nouvelles courroies)
Combien d'heures de torture tu as sur l'um2?
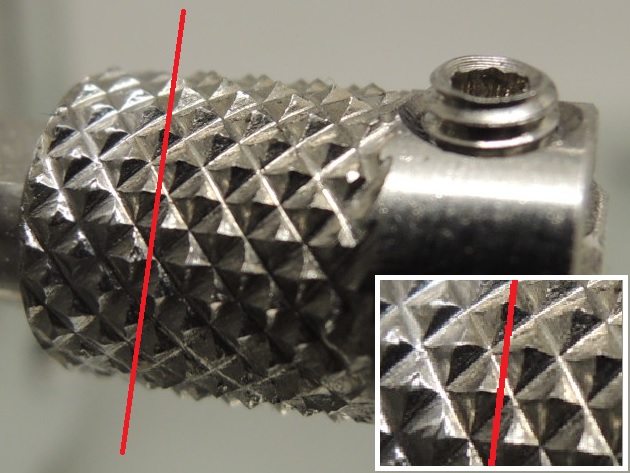
Effectivement je me suis posé la question de savoir si ces poulies étaient usinées d'un seul bloc... j'ai un doute...
Et tu as raison david au lieu de concentrer mes efforts sur la recherche du meilleur setting je ferai bien de soigner ma bécane !
2000 heures et des brouettes...
Sérieusement didier, je sais que tu es un fervent supporteur de la marque Ultimaker mais prenons 5 minutes pour discuter de mon historique avec cette machine ( UM 2 )
J'imprime à 99 % du temps avec une T° 250-260 voir 275° des filaments " techniques "
En 1 an j'ai remplacé et démonté :
- 10 coupleurs PTFE
- changer le bloc par un olsson pour me débarasser de la méthode atomic et pas seulement pour changer de diamètre de buse...
- un ventilo
- demonté une quinzaine de fois le feeder pour nettoyer les résidus bloqués à l'intérieur suite à des changements multiples de filament ( oui je sais ;)pourquoi je n'imprimes pas celui de robert ? )
- changé le plateau pour cause d'arrachage verre ( print terminé et froid )
- démonté un nombre incalculable de fois la tête
- et des heures et des heures à me poser cette question que nous connaissons tous " pourquoi ça marche pas "
Bon aujourd'hui je peux affirmer haut et fort que si tu veux imprimer essentielement du PLA et que tu as le temps et pas d'impératifs de production, cette machine est pour toi
Maintenant pour ne pas faire que critiquer et être constructif :
- tête full métal avec un #define max de 300 ° type E3D, beaucoup moins de maintenance.
- cartouche de 40 watts, plus performant sur de haut débit
- chambre chaude, favorise l'interdiffusion de filament " technique "
- remplacement des clip bowden par des raccords pneumatique
Juste mes 5 centimes....
Edited by GuestOui la machine peut être encore améliorée, j'aurais même rajouté une ou deux bricoles a ta liste.
Mais entre imprimé du PLA de temps en temps et imprimer quasi uniquement "avec une T° 250-260 voir 275° des filaments " techniques "" (normalement limité a 260°) il y a de la marge.
Je suis a2164h d'impression sur ma machine, certes j'imprime essentiellement du PLA, mais aussi un peu l'XT, et j'ai testé pas mal de filaments exotiques.
J'ai du changer 3 ou 4 fois le téflon et j'ai eu un problème une fois avec le plateau chauffant (rien de bien grave finalement).
J'ai changé le bloc par un olsson bien que 80% du temps j'imprime avec une buse 0.4, j'ai gardé le feeder d'origine et j'ai jamais eu besoin de le démonter.
En revanche j'entretien ma machine et j'en prend soin,
- Graissage des axes et roulements a bille (1 fois tout les 2 mois pour les axes et une fois tout les 6mois pour les roulements).
- nettoyage du feeder avec une petite brosse métallique.
- Je sort mon plateau en verre de la machine pour décoller les impressions.
- et je nettoie ma buse de temps en temps même si elle n'est pas bouchée.
Entre 1500€ et 3000€ en FDM difficile de trouver mieux pour l'instant.
Après si tu veux faire de la production en plus avec des matériaux spéciaux tu prends le budget tu le multiplies par 3 et go to DELTA.
L'Ultimaker est a la base une imprimante de bureau bien qu'elle n'ai rien a envier a certaines machines chères et soit disant pro.
Mais bon j'imagine que tu sais déjà tout ca ;-)
Edited by Guest
Je suis un fervent supporter oui maintenant je suis d'accord avec toi sur certains points.
C'est claire que la machine n'est pas parfaite et qu'il y a moyen d'améliorer pas mal de choses. Je pense que Ultimaker est conscient des faiblesses et des points forts des machines. Maintenant je pense que la grande majorité des utilisateurs impriment majoritairement du pla.
Pour des utilisations plus lourdes c'est claire qu'il y a des choses à changer (le teflon étant l'exemple le plus flagrant). Ce que je trouve bien néanmoins avec Ultimaker c'est que tu as la possibilité de changer ces choses, que tu peux bidouiller dedans la faire monter à 300°c alors que c'est pas prévu, changer la tête par autre chose etc...
Essaie de faire pareil avec une zortrax ou une makerbot 
Après c'est claire que ca demande de l'entretien et je suis pas le mieux placé pour en parler vu que j'ai mis de l'huile sur les axes de ma machine apres 1,5 ans de bons et loyaux services 
Et change ton feeder
Sur la mienne ou j'imprime 80% de pla et le reste de l'XT du bois ou du bronze. J'ai:
Changé le feeder
Changé le teflon je sais pas combien de fois
Mis le bloc Olsson (tête d'origine bouffée au glowfill)
Cassé le plateau de verre (la il est retourné)
Cassé le coupleur métallique
Pour le reste pas de soucis
Mais pour moi ca reste quand même une imprimante orientée grand public, et pro mais pour du prototypage rapide en pla ou abs. Elle reste adaptée a des utilisations lourdes mais avec les changements qui doivent etre mis en place (tu peux aussi mettre une tête full métal si tu fais pas de PLA )
C'est clair que dès que tu sors du PLA, du atteins vite les imites de la bestiole "sortie de boite".
Par contre et je rejoins @Didier, en changeant deux trois choses, tu arrives a des résultats très pertinents.
Pour certains, nous sommes allés très vite au-delà des capacités prévues de la machine.
Heureusement, il y a ici une communauté qui nous permet d'outrepasser ces capacités en changeant un truc ici et en améliorant un truc là, et pour pas cher en général.
Tu pars de la voiture de bobonne et tu finis au rallye des milles lacs : pas mal non ?
Oui, je suis assez d'accord avec Didier sur les possibilités de modifier facilement la machine.
Par contre effectivement je ne suis pas sur que cela soit une machine pour les professionnels mais est-elle vendue en tant que t'elle ? je ne crois pas.
Je suis dans l'industrie et je ne connais pas beaucoup de matos a 2000 balles a par peut être une perceuse.....
Pour le coupleur Didier, as tu essayé mon model en PEEK ?
@zizon j'ai pas encore prit le temps de changer et d'essayer le tiens, mais je vais le faire cette semaine je pense
En france je ne sais pas mais en Belgique le distributeur m'a donné des chiffres pour le nombre d'imprimantes vendues à des particuliers vs à des entreprises.
C'est 25% - 30% de particuliers et le reste pour des professionnels. Maintenant je pense pas que la majorité soit dans des ateliers avec des grosses machines mais plutot sur des bureaux de designers, architectes, écoles etc...
Pourquoi je me doutais que ce post allait faire débat
Ce qui est sympa c'est que maintenant nous avons tous le recul nécessaire pour argumenter nos différents point de vue.
Alors, oui c'est peut être un mélange de naiveté et d'espoir d'avoir pensé participer au Dakar avec un twingo.
Mais la démarche n'est pas non plus tombé du ciel et un chemin cohérent ( enfin je pense...) a pousser ma machine dans ses retranchements et dévoilé ses failles.
Et croyez moi le prix n'a rien à voir avec la performance, il est possible d'avoir une machine "pro" pour moins de 2000 € le tout c'est de savoir ce qui est "pro" et ce qu'il ne l'est pas.
Pour exemple une imprimante ouverte c'est pas "pro" et pourtant ça ne coûte pas vraiment cher de l'isoler.
Cette notion prend une ampleur supplémentaire quand on ajoute la valeur open source afin de profiter des compétences de chacun.
Autant pour moi Didier, je ne pensais pas a un tel pourcentage, c'est surprenant.
Mais je comprend les arguments de Rigs qui lui pousse sa machine dans ses limites et se passionne dans la recherche d’améliorations techniques.
Pour continuer le débat, je ne suis pas sur que le principe même du FDM soit l'avenir de l'impression 3D, en tous cas chez les Pro. Mais je peux me tromper
Aujourd'hui et avec une bécane à moins de 100000 € @zizon je suis complètement d'accord avec toi pour plusieurs raisons :
- Les ajustements et respect des tolérances sont tellement aléatoires ( température ambiante, conservation du filament, paramètre d'impression ) Sur un print de 3 shell si vous imprimez dans le sens externe - interne vous n'aurez pas la même tolérance que dans le sens interne - externe, c'est la roulette russe, il y a des jours ça passe et d'autre non.
Pour palier à cette imperfection j'utilise des inserts.


- La résistance mécanique des filaments, sortie du PC/ABS ou PEEK et ULTEM sincèrement L'aluminium reste la meilleure alternative.
- Les slicers sont incapables de juger les efforts de traction ou flexion et de déterminer en fonction une architecture de construction fiable.
- le contrôle du débit d'extrusion et des déplacements tous axes est mathématique/informatique sans aucun retour de l'information encore une fois c'est la roulette russe.
Oui pour moi aussi, le couple XT + Inserts reste mon choix pour les pièces mécanique.
Tu peux tester le PC/ABS + insert collé à l'époxy et tu seras étonné
chose promise...
Leçon n°1 : entretenir sa machine
Leçon n°2 : ne pas trop imprimer de XTCF20 ou autres filaments durs
C'est 25% - 30% de particuliers et le reste pour des professionnels. Maintenant je pense pas que la majorité soit dans des ateliers avec des grosses machines mais plutot sur des bureaux de designers, architectes, écoles etc...
Oui et tous les BE qui ont cru le buzz et qu'ils allaient faire le prototypage rapide direct chez eux... il doit y avoir un paquet de désillusions!
@kolia pourquoi tu dis ça?
Je pense que concernant la techno FDM en général il y a un flou artistique sur la notion de "précision". Communément pour qualifier la précision d'une machine, les vendeurs mettent en avant la hauteur minimale de couche, et la précision de positionnement sur X/Y.
Rien à redire là-dessus, c'est ce qu'ils maîtrisent sur leur machine.
Maintenant dans la tête de beaucoup de gens si tu dis "precision de l'UM": 60 microns!" (je force le trait exprès), il pense que s'ils dessinent une pièce qui fait 100mm de long, ils vont obtenir une pièce de 100mm de long avec une tolérance de 60 microns.
Hors on voit bien que ce n'est pas le cas et très difficile de garantir des dimensions (du premier coup en tout cas), du fait du retrait du plastique, qui varie selon la géométrie et de plein d'autres paramètres.
Du coup c'est génial pour des pièces ou tu as besoin de finesse, mais pas trop de "précision" (typiquement tous les objets "design"), mais beaucoup moins quand tu veux sortir une pièce immédiatement à la cote, qui va s'insérer dans un assemblage déjà existant par exemple.
Si tu rajoutes à ça que certaines géometries sont contre-indiquées (supports, je pense à vous), chose totalement ignorée par bien des gens achetant des imprimantes... et bien je parie que beaucoup d'imprimantes font la sieste dans des BE, ou bien sont utilisées le WE par les ingés pour se faire plaisir =)
Cela reste utilisable pour des pièces avec des tolérances pas trop serrées j'imagine.
Je crois que pas mal d'entre vous font ce genre de choses, n'hésitez pas à me faire mentir, je suis curieux de votre expérience!
C'est sure qu'il y a une tolérance a prendre en compte au niveau de la retractation des plastiques. Maintenant personnelement je pense que c'est tout a fait utilisable pour des prototypes, même mécaniques, il n'y a qu'a voir le nombre d'objets sur thingiverse avec des engrenages ou autres
C'est sure qu'il y a une tolérance a prendre en compte au niveau de la retractation des plastiques. Maintenant personnelement je pense que c'est tout a fait utilisable pour des prototypes, même mécaniques, il n'y a qu'a voir le nombre d'objets sur thingiverse avec des engrenages ou autres
Pour un prototype isolé ou n'impliquant que des pièces imprimées très certainement, pour quelque chose qui s'insère dans un ensemble, avec des tolérances au centième, je trouve ça pas simple à ajuster. Et surtout, du premier coup quasi impossible, faut imprimer, mesurer, ajuster, ré-imprimer..
Tu peux compenser une partie du retrait en appliquant un facteur d'échelle, sauf que ce retrait n'est pas uniforme selon les formes de la pièce.
Ca serait génial qu'on puisse se dire, "PLA = 2% de retrait dans toutes les directions". La correction pourrait être automatiquement intégrée dans Cura. Sauf que c'est malheureusement pas aussi simple :-/ (je crois)
Oui je suis d'accord avec toi
Quand je parle de prototypage rapide avec l'impression 3d je parle d'un prototype entièrement imprimé
 1
1
La précision avancée par les constructeurs est plus une précision dans le repositionnement en X/Y/Z que la précision de l'objet fini qui dépend du matériau employé : le PLA a moins de retrait que le XT ou l'ABS par exemple, c'est pour cette raison qu'il est utilisé pour les "prototypes".
L'erreur de certains, c'est de vouloir substituer sans adaptation une fabrication traditionnelle par l'impression 3D en FDM : ça marche pas ou très mal.
Un objet est conçu en fonction du matériau employé : un verre en cristal n'aura pas les mêmes caractéristiques qu'un verre en terre cuite ou en inox.
3 matériaux, 3 méthodes de fabrication pour 3 contraintes différentes.
Un objet conçu pour être réalisé en feuille d'aluminium pliée de 0.5 mm ne sera pas imprimable facilement avec une UM2 et sa buse de 0.4
Moi je crois plus à la production de pièces développées spécifiquement pour l'impression 3D.
1

ArunC posted a topic in UltiMaker Cura,


ArunC posted a topic in UltiMaker 3D printers,





Recommended Posts
darkdvd 978
Oh, cassée !
Je ne vois pas ce qui pourrait expliquer une telle casse à part un défaut dans la poulie...
Normalement, les joues ne sont pas rapportées, hein ?
Et puis prend soin de ton matériel mieux que ça !
Link to post
Share on other sites