
Hi Ian,
The fins are 0.7mm apart so printing on it's back is the best option I think.


Your blobbing is also called "stringing".
For some colors/brands of PLA there's nothing you can do. For other's you can get rid of it. I found that temperature was the most important factor. Build two test towers like in the below photo and start at 200C and slowly lower the temp in 5C increments as the two towers print and keep good notes. Consider disabling the extruder-temperature-shutdown feature (M302) so you can go below 175C if needed. Definitely print slow (maybe 10 or 20mm/sec) with colder temperatures:
http://umforum.ultimaker.com/index.php?/topic/1872-some-calibration-photographs/
Hi gr5,
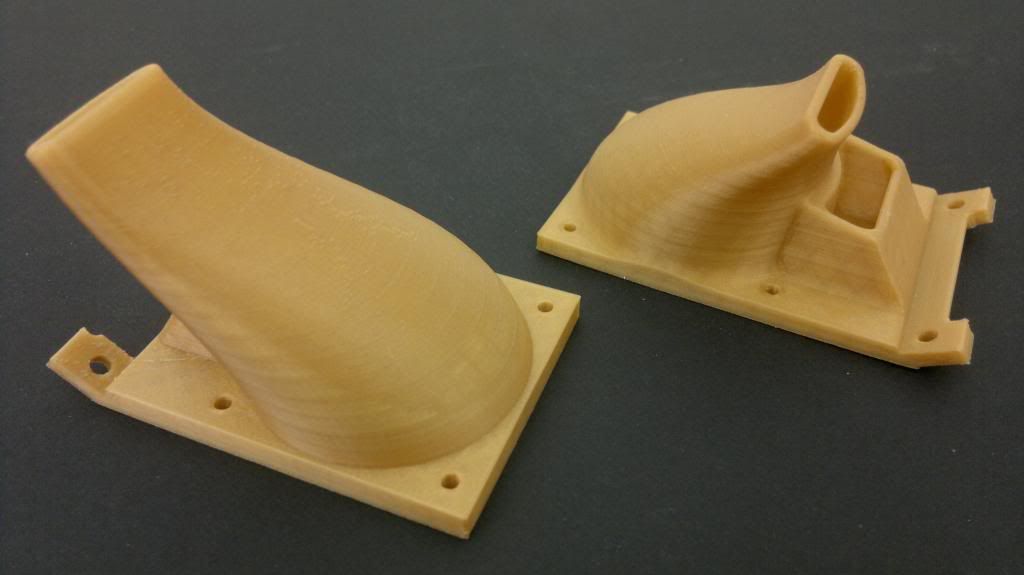
I'm not convinced it's stringing...as I'm getting great results on the settings I'm using ( see photos) these are straight off the printer no cleanup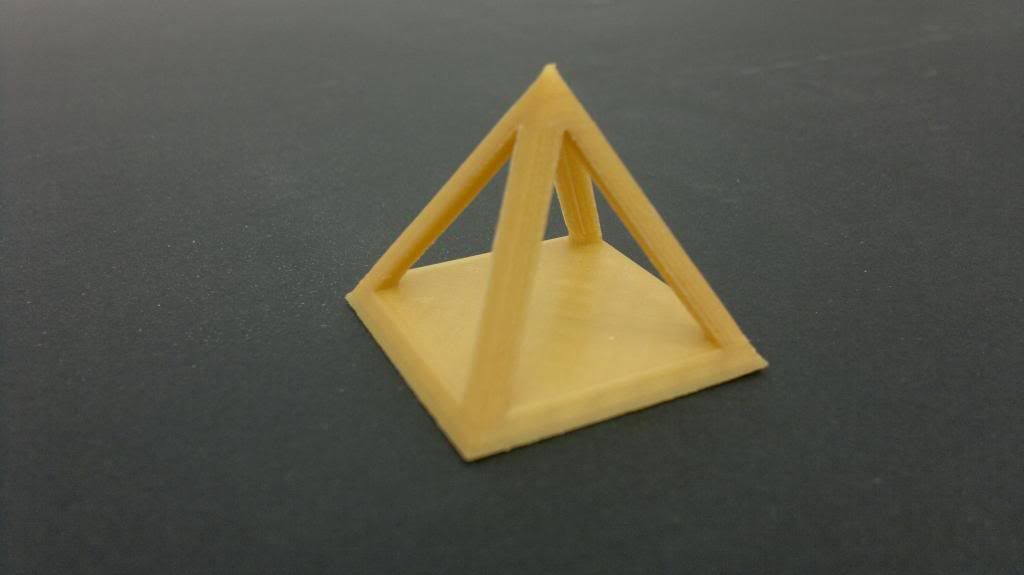
My initial thought was temp too, maybe I haven't dropped it enough for the size of the piece. I will try the temperature shut down and print low 'n' slow..can you give me instruction on how to disable the temp shut off and enable it again after please as I assume it means getting involved with the G-code.
Regards
Mark
Mark - if you'd be willing to share your gcode, I'd be interested to take a look and try to understand what's causing the blobs.
Tell me how and I will!
You can upload it somewhere (e.g., a dropbox share) and link it here, or just email it to me at gcode@fbrc8.com.
e-mail sent
That pyramid looks pretty damn good regarding stringing/blobbing. Hmm. Some slicing bug probably then.
But to answer your question:
In the "start/end gcode" section of Cura you can add a line that simply says "M302".
Don't forget to take this out at some point as cura keeps using your previous settings on future prints. When you power cycle the ultimaker it should go back to normal mode.
I've never tried any of this but plan to some day. It seems straightforward. But be careful not to put too much pressure.
Another thought I had was maybe you had too much retraction. If you look at the bowden tube, when you retract, the filament should be no longer touch the top of the arc of the tube and should be resting on the bottom of the tube. If you retract too much you will suck air into the nozzle which will rise (bubbles rise in liquid as they are lower density), then the pla will reseal at the tip of the nozzle, the the air bubble heats up and expands, then some pla comes out (blob) and later you will get a bubble of underextrusion somewhere else.
Ok thanks gr5 I'll give that a go. I started off with the recommended 4.5mm retraction but increased that to try and pull back on the pressure before it could ooze/blob. I'll also watch the Bowden cable and see what it does. It's a steep learning curve sometimes.
I don't think it's my settings because of the other prints I get with them.My thinking is that as it's a mixture of the very slight dwell as the print head returns during the linear printing almost like a linear z blob, the small size of the print, and too high a temp.
I will go with the slow 'n' low print tomorrow and see what happens.
Until tomorrow when I'm back in the workshop.
Regards
Mark
The idea for printing slow is that there is a delay between when you tell the feeder to start and stop and when the filament actually stops and starts. With lower speed printing, the pressures in the nozzle are lower and it responds faster when you retract. And blobs should be hopefully too small to see.
I have been very happy with the default 4.5mm retraction. Although I did add this part to my feeder side of my bowden tube which may or may not help with the retraction/blob issue:
http://www.thingiverse.com/thing:46157
After some email discussions with Mark, and looking at the gcode, I think I see what is going on. I think it's mostly a Cura problem, after all.
The vertical fins that Mark is wanting to print are about 0.6mm wide. So once it gets into the wavy part, it's basically printing lots of rectangular cross sections through the fins. I assumed that it would probably just print them as if they were 0.8mm thick, to get two passes of the 0.4mm nozzle. But Mark pointed out, and the gcode shows, that it first does a single pass to lay down one side of the fin, then moves across by 0.2mm, and does the second pass back the other way - laying the second wall down half on top of the first. The problem is that the second pass is still printed with the full amount of plastic, as if printing an un-obstructed wall. So there's basically twice as much plastic being extruded as there needs to be, and it's trying to get out of a very much reduced opening. I think that leads to blobbing as soon as the head pauses to retract.
I think this should be considered a bug in Cura... if it's going to do overlapping perimeter passes, then it should take the overlap into account.
I suggested that Mark try reducing his declared nozzle and skin size to 0.3mm to see if he can persuade it to do two passes of 0.3 side by side, rather than overlapping.
This shows the coordinates for one of the thin rectangles. The long sides are about 30mm, printed in 3 segments. The move connecting the two is only 0.2mm. Note that even after the short move, the three segments going back the other way still extrude at the full rate that you'd expect for a normal, non-overlapping 0.4mm x 0.1mm pass.

Good detective work!
An alternative would be to change the model maybe to have walls that are .8mm thick.
It seems to me cura should be able to print .4 to .6 mm thick walls just fine with a single pass. That would be a nice feature!
While trying to work out a solution I redrew an individual fin at 0.4 and tried to print it ,sort of hoping it to do single pass layers and be the answer...
........it printed the skirt and returned to home! D'oh!
Regards
Mark
No, sadly Cura isn't that smart yet. It does insist on drawing all the way 'around' each feature, rather than ever doing a single pass, although as George says, that would be a good capability to have. And once things get too small, it just gives up and ignores them totally... :-(

ArunC posted a topic in UltiMaker Cura,



ArunC posted a topic in UltiMaker 3D printers,



Recommended Posts
ian 32
could you not flip this whole model sideways, put in two little supports behind it, so it wont fall over. the printer head would love to roll in this shape on plan and would give you no bubbles...
Ian
Link to post
Share on other sites