
I think it has a lot to do with the atmosphere where the filament is stored.
Iv tried using some reels where the last third of the filmanet simply snapped into pieces when I tried to put it into my ultimaker2....

I think it has a lot to do with the atmosphere where the filament is stored.
Iv tried using some reels where the last third of the filmanet simply snapped into pieces when I tried to put it into my ultimaker2....
copied from the google group
Jelle

13:50 (1 hour ago)
Other recipients:
sure, that should be doable. probably something with a peltier element and a temperature sensor. Heat the hot side to ~60 degrees. While it is doing that it will cool the other side by the peltier action. Or just work with a heater and fan, much simp
sure, that should be doable. probably something with a peltier element and a temperature sensor. Heat the hot side to ~60 degrees. While it is doing that it will cool the other side by the peltier action. Or just work with a heater and fan, much simpler.
I thought you already had a design for a filament straightener, that construction with a a few pairs of bearings in a row?
copied from the google group
Other recipients:
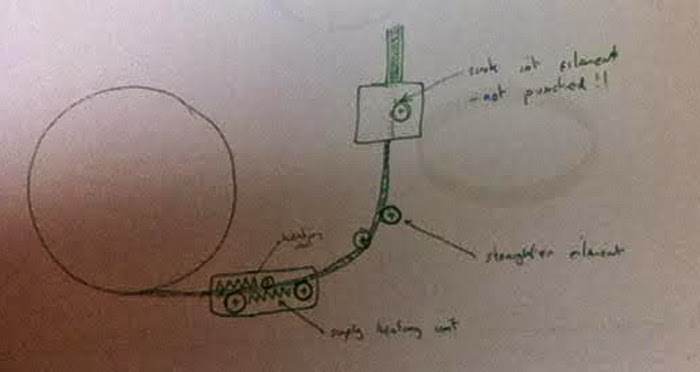
I think a simple setup with a heating fan might be very interesting... to soften the filament between reel and feeder. Then the feeder instead of pushing its pattern into the filmanet to cause movement could sink its pattern into the material more. b
I think a simple setup with a heating fan might be very interesting... to soften the filament between reel and feeder. Then the feeder instead of pushing its pattern into the filmanet to cause movement could sink its pattern into the material more. by the time the filament cools completly it will be safely into the bowden... :-)
About my feeder design with the straightener.. that works really great... for the first two thirds of a reel but still isnt the answer to get the last stressed one third of the reel....
So thinking of new ways to get better effeciency in filament use :-)
Ian :-)
Other recipients:
I think a simple setup with a heating fan might be very interesting... to soften the filament between reel and feeder. Then the feeder instead of pushing its pattern into the filmanet to cause movement could sink its pattern into the material more. b
copied from the google group
Joris van Tubergen
14:45 (47 minutes ago)
Other recipients:
You can do a quick test if it works by mounting a hairdryer... [but i think it is to powerfull] would be fun to make a fan with a conductive wire in front of it, but i think it shouldn't be necesaary to use the fan i think maybe 'just' small closed a
You can do a quick test if it works by mounting a hairdryer... [but i think it is to powerfull]
would be fun to make a fan with a conductive wire in front of it, but i think it shouldn't be necesaary to use the fan i think
maybe 'just' small closed a box/chamber around the filament with a [not so powerfull] heater is enough
i once bought some 'mirror heaters' and 'glove' heaters, they could work
[sorry, just theory this time, working on other projects at the moment...]
cheers\joris
Heh, I actually thought about something like this a couple of months back but I figured it was too crazy to consider. Enter Ian 

As mentioned over in google groups, I pull the filament through a straightener as a I respool.

I had one spool that was giving me issues after only about half the spool was done. I tried straightening it manually by bending it back on itself as I pulled it through some paper in my hand -- it worked but it was annoying. So the next time, I took a big pot and set it on a cookie sheet, and then uncoiled the rest of the spool onto the outside of the pot. It was coiled tightly enough that it held itself on there tightly all by itself. So I popped it in my (electric) oven at the lowest setting (I think like 170F? that would be like 77C) and left it for 20 minutes or so before pulling it out. The cookie sheet keeps it from falling down onto the rack, but more importantly shields it from the direct radiant heat from the heating elements below that would burn it. The idea being that we "anneal" it so the stress is gone, and we give it a new preferred bend radius.
What I did next I doubt I would do again, but I wanted to try it -- while the filament (still wrapped around the pot) was still hot I unwound it and laid it all around my house, straightening it out. After a few minutes it had cooled so I was able to respool it back on the original spool. The problem there is that until it eventually regains a slight curve from storage, it actually wants to unwind itself automatically when you put in on the printer! I had to add a bit of drag just to keep it from ejecting all over. Next time I would probably just let it cool on the pot before respooling.
I wanted to do the ball bearing approach but I didn't have a pile of 608s like everybody else on here seems to. I would definitely do the pot/oven approach again though.
at the end of the month, i get paid and then im going to do a little shopping for some nice small heating fan systems and try this... nothing bad can come from trying.. just maybe learning something new and cool :-)
Ian :-)
I myself bought a terrible filament from reprapworld.com - small spools - much tension, and later after the filament started to just crack into small pieces. Heating up the spool in an oven releaved the tension, but made the filament even more wavy, it caused some jams, it was hard to pull the filament from the bowden by hand. And I bought 10 kilos from them, nevermore.
But I found a good and reliable way to resolve this issue. I have an aluminum cylindrical pot, with a comparable to spool diameter, 25 cm tall, what I do is wind the filament onto the pot, fix it with tape and heat in oven 50C for 10 minutes, so the new filament has diameter a little bit larger then original UM spools, which fits bowden nicely, and don't crack. The only downside is - it fits only about 100 frams of the filament on the pot.but, you can use change filament option during the print. =)

ArunC posted a topic in UltiMaker Cura,



ArunC posted a topic in UltiMaker 3D printers,




Recommended Posts
jonnybischof 60
I usually just take the last few meters off the reel and have them hang down freely. Didn't have any problems with that yet.
edit/
I think it's pretty difficult to try re-reeling filament on a bigger spool or something. The filament may break into pieces from the stress (higher probability if the filament was kept very dry).
I think having the filament hang around loosely will be the least stressful way. But maybe that causes problems with ABS or Nylon because it might soak in some unwanted humidity. I never had issues with PLA before...
Link to post
Share on other sites