


DidierKlein 729
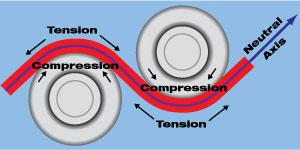
Si je comprends bien ton schéma la flèche noir représente le cheminement du filament?
Ce que je vois comme potentiel problème avec cette configuration c'est que tu vas plier fortement le filament (il va prendre la forme de la grosse roue) du coup a mon avis ça risque d'augmenter fortement la friction dans le tube bowden (a mon avis).
Le feeder sur l'UMO+ c'est le même que sur la UMO il me semble? Il doit certainement y avoir des alternatives sur youmagine ou thingiverse?











.thumb.jpeg.0b7a05eafc09add17b8338efde5852e9.jpeg)
{kind=link}
{kind=link}
Recommended Posts
ultimprint 4
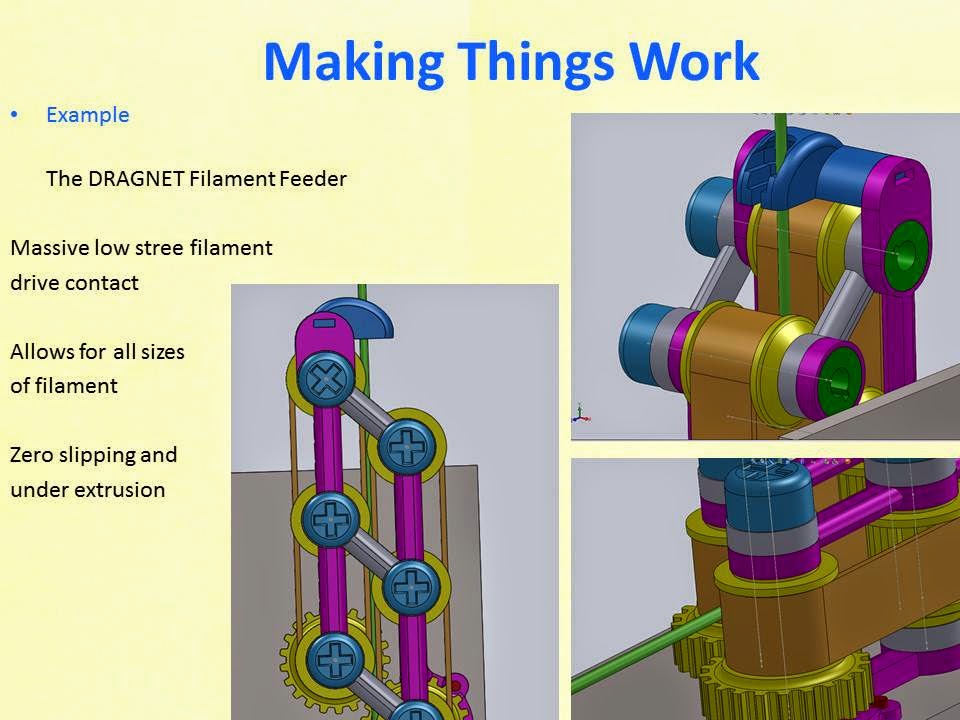
Le problème c'est qu'il faut quand même laisser la possibilité au filament de glisser... Admettons que le feeder pousse légèrement plus que la capacité de la buse, au bout d'un moment soit le filament extrudé va fortement accelèré et faire un paquet sur le print soit pire du plastique fondu va sortir par le haut du Téflon...
Il faut du coup un espèce d'embrayage qui puisse patiner si le couple résistant devient trop grand...
Par contre effectivement le diamètre de la tige d'entraînement du filament est trop faible...
Link to post
Share on other sites