


rigs
-
Posts
2,027 -
Joined
-
Last visited
-
Days Won
40
Content Type
Forums
Events
3D Prints
Everything posted by rigs
-
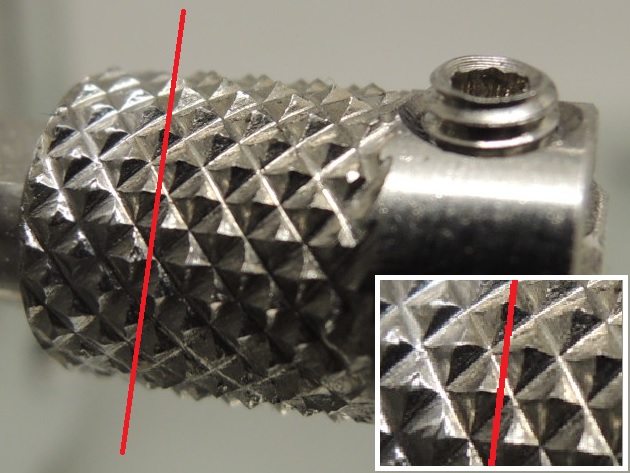
1.5 mm sur le coupleur c'est pas ça david. La buse oui, suite à mes expériences avec le pc/abs..mais je ne trouve nul part un retour sur une possible attaque du laiton avec ce matos ( chimique, abrasif ) Sur les photos c'est pas très net, mais en gros ça fait comme des vagues Sur-extrusion <--> sous-extrusion etc... Peut-être un frottement parasite.
-
Salut la compagnie Depuis un petit moment je sentais que mon extrusion devenait vraiment pas belle à voir : Donc : Coupleur PTFE neuf Feeder démonté et roue positionnée sur partie non usée Buse pas vieille E3d Setting classique filament XT colorfabb Il nous reste : Bowden Bloc olsson Moteur feeder Qu'en pensez vous ?

-
Bienvenue
-
VS ( french ) https://www.logre.eu/wiki/RepRap_printDoctor
-
chose promise... Leçon n°1 : entretenir sa machine Leçon n°2 : ne pas trop imprimer de XTCF20 ou autres filaments durs
-
Il n'y a pas soucis
-
Le mot " string " prend tout son sens avec cette demoiselle
-
Oui tu as raison , les indications de température sur les boites sont là seulement pour t'aiguiller est généralement elles ne sont pas loin de la vérité mais en fonction de l'imprimante utilisée et de tes paramètres ça bouge pas mal. Reduire la vitesse pour favoriser l'adhésion intercouche n'est pas forcement une mauvaise idée mais seulement si tu arrives à conserver une température ( chambre chaude ) proche du TG filament 110° pour l'ABS ce qui est impossible avec une ultimaker, donc tu augmentes ta vitesse pour compenser et surtout diminuer au maximum le temps de passage sur un même point de la couche N-1. Pour la ventilation ça ce règle dans tes paramètres sur la machine et pas avec cura ( sauf le temps minimum ) Sur le firmware tu as des profils PLA ABS CPE, tu peux créer un profil perso ABS avec l'option custom. Sinon tu utilises TUNE pendant l'impression et fan 0%.
-
@cloakfiend this print is a return to childhood for me thanks and bravo.
-
Salut olivier La tenue au plateau est un bon indicateur mais pas que, car elle valide une bonne interdiffusion sur les premiers millimètre mais pas sur le reste de l'impression. Quand tu imprimes de l'ABS il y a plusieurs paramètres à prendre en compte : - la température plateau afin de limiter le warping donc le retrait matière, je te conseil de monter plus haut que 94° genre 110 ou plus. - conserver cette chaleur à l'intérieur de l'imprimante au maximum pour ralentir le refroidissement de la couche N-1 - éteindre définitivement la ventilation qui favorise un refroidissement prématuré de la couche N-1 - si ça ne suffit pas, augmenter la température d'extrusion et accélérer la vitesse d'impression pour une grande pièce. Ce qu'il faut comprendre : Si les couches ne collent pas entre elle c'est qu'au moment où tu pose la couche N+1 , la couche N-1 est trop basse en température et donc l'interdiffusion des chaines de polymère n'est pas optimale.
-
Tu peux tester le PC/ABS + insert collé à l'époxy et tu seras étonné
-
Aujourd'hui et avec une bécane à moins de 100000 € @zizon je suis complètement d'accord avec toi pour plusieurs raisons : - Les ajustements et respect des tolérances sont tellement aléatoires ( température ambiante, conservation du filament, paramètre d'impression ) Sur un print de 3 shell si vous imprimez dans le sens externe - interne vous n'aurez pas la même tolérance que dans le sens interne - externe, c'est la roulette russe, il y a des jours ça passe et d'autre non. Pour palier à cette imperfection j'utilise des inserts. - La résistance mécanique des filaments, sortie du PC/ABS ou PEEK et ULTEM sincèrement L'aluminium reste la meilleure alternative. - Les slicers sont incapables de juger les efforts de traction ou flexion et de déterminer en fonction une architecture de construction fiable. - le contrôle du débit d'extrusion et des déplacements tous axes est mathématique/informatique sans aucun retour de l'information encore une fois c'est la roulette russe.


-
Pourquoi je me doutais que ce post allait faire débat Ce qui est sympa c'est que maintenant nous avons tous le recul nécessaire pour argumenter nos différents point de vue. Alors, oui c'est peut être un mélange de naiveté et d'espoir d'avoir pensé participer au Dakar avec un twingo. Mais la démarche n'est pas non plus tombé du ciel et un chemin cohérent ( enfin je pense...) a pousser ma machine dans ses retranchements et dévoilé ses failles. Et croyez moi le prix n'a rien à voir avec la performance, il est possible d'avoir une machine "pro" pour moins de 2000 € le tout c'est de savoir ce qui est "pro" et ce qu'il ne l'est pas. Pour exemple une imprimante ouverte c'est pas "pro" et pourtant ça ne coûte pas vraiment cher de l'isoler. Cette notion prend une ampleur supplémentaire quand on ajoute la valeur open source afin de profiter des compétences de chacun.
-
2000 heures et des brouettes... Sérieusement didier, je sais que tu es un fervent supporteur de la marque Ultimaker mais prenons 5 minutes pour discuter de mon historique avec cette machine ( UM 2 ) J'imprime à 99 % du temps avec une T° 250-260 voir 275° des filaments " techniques " En 1 an j'ai remplacé et démonté : - 10 coupleurs PTFE - changer le bloc par un olsson pour me débarasser de la méthode atomic et pas seulement pour changer de diamètre de buse... - un ventilo - demonté une quinzaine de fois le feeder pour nettoyer les résidus bloqués à l'intérieur suite à des changements multiples de filament ( oui je sais ;)pourquoi je n'imprimes pas celui de robert ? ) - changé le plateau pour cause d'arrachage verre ( print terminé et froid ) - démonté un nombre incalculable de fois la tête - et des heures et des heures à me poser cette question que nous connaissons tous " pourquoi ça marche pas " Bon aujourd'hui je peux affirmer haut et fort que si tu veux imprimer essentielement du PLA et que tu as le temps et pas d'impératifs de production, cette machine est pour toi Maintenant pour ne pas faire que critiquer et être constructif : - tête full métal avec un #define max de 300 ° type E3D, beaucoup moins de maintenance. - cartouche de 40 watts, plus performant sur de haut débit - chambre chaude, favorise l'interdiffusion de filament " technique " - remplacement des clip bowden par des raccords pneumatique Juste mes 5 centimes....
-
Effectivement je me suis posé la question de savoir si ces poulies étaient usinées d'un seul bloc... j'ai un doute... Et tu as raison david au lieu de concentrer mes efforts sur la recherche du meilleur setting je ferai bien de soigner ma bécane !
-
Salut la compagnie Bim bam boum Bon comment vous dire....c'est vraiment parti sans trop d'effort Et je vous prépare une belle macro de la roue crantée du feeder après avoir testé du PC/ABS... Vous avez déjà eu le cas ? Je crois que mon UM2 commence à fatiguer un peu non

-
Tu devrais trouver ton bonheur : http://www.thingiverse.com/tag:skull
-
Quel bonheur de vous voir sur ce forum yves-marie J'éspère que nous pourrons échanger nos expériences concernant l'impression de vos filaments, car il y a ici, beaucoup de participants confirmés et novateurs. J'éspère venir prochainement vous rendre visite à Lorient. Au plaisir.
-
Mécaniquement rien mais au niveau de la transmission des vibrations sur le bâti c'est surement efficace.
-
Nouvel essai avec le PC/ABS de protopasta... Warping au RDV mais c'est déjà mieux que le premier coup

-
Bien vu le coup des ballons
-
3dsolex probably the best customer service in the world !
-

can i spray coat a model to make it water tight ?
rigs replied to ian's topic in Improve your 3D prints
You know that ? http://www.nanovia-technologies.com/scripts/files/55f03b57488fe8.92087125/plastimperm-f10-ft-tds.pdf -
Another way... http://www.nanovia-technologies.com/scripts/files/55f03b57488fe8.92087125/plastimperm-f10-ft-tds.pdf
-
Salut nano et bienvenue Concernant le plateau c'est du verre borosilicate, je n'ai jamais pris le temps de me pencher sur la question " du pourquoi du comment " ce type de verre et pas un autre... Toujours est-il que fabriquer du verre c'est un métier ! J'utilise régulièrement un mirroir classique pour imprimer à haute température il faut juste faire attention à la qualité du tain au revers, tu peux l'enlever avec un spatule et un souffleur d'ait chaud. Il m'arrive aussi d'imprimer directement sur le plateau alu mais avec du scotch de peintre par contre aucune garantie de planéité avec ce type de méthode. Bref tu peux imprimer sur n'importe quoi ou presque pourvu que le matériel soit conducteur de chaleur et surtout plan.







