


Chiara_Excite
-
Posts
63 -
Joined
-
Last visited
Content Type
Forums
Events
3D Prints
Everything posted by Chiara_Excite
-

Problem mit Materialstation Material wird nicht erkannt und ER65
Chiara_Excite replied to Fussel's topic in Deutsch
Hallo Fussel ER 65 ist ein Filament Sensor Fehler. Dieser Fehler erscheint, wenn der Drucker nicht die Menge Filament extrudiert, die er eigentlich sollte. Anhand der Druckerergebnisse die du aktuell erzielst, würde ich die folgenden Punkte mal prüfen: - Feeder hinten öffnen und auf verschmutzung kontrollieren. - Feeder Stellschraube kontrollieren, so das die Positioniermarkierung in der mitte/ein bisschen über der mitte liegt. - Den PrintCore reinigen mit Cleaning Filament oder PETG und wenn du eine 0.4mm Nadel zur Hand hast, diese auch noch zur Hilfe nehmen. - Druckbett nivellierung neu ausführen und dabei beachten, das die Printcores an der Düse wirklich sauber sind. (Dies sollte jedesmal durchgeführt werden, sobald du einen Print Core wechselst. Was wir auch schon hatten, war das der Hotend Lüfter verdreckt war und sich nicht bewegen konnte. Dadurch konnte der PrintCore nie die optimale Temperatur halten und dies führte schlussendlich dazu, das der PrintCore verstopfte und die ganze Ereignisskette Ihren lauf nahm (verdreckter Feeder, ER65 etc) Bezüglich dem Problem mit dem NFC, kann ich dir nur raten dies weiter zu beobachten. Sind die Spulen schon etwas älter? Vielleicht sind die NFC Chip in den Spulen schon ein wenig defekt. Hast du es schon mit einer komplett neuen probiert? Ansonsten würde ich mich mit deinem Reseller in Verbindung setzen. Gruss Chiara -
Ich verstehe leider nicht ganz worauf du hinaus willst. Bemängelst du die Z-Naht oder was ist deiner Meinung nach nicht in Ordnung? Ich nehme mal an, du meinst mit dem Zeug das nicht stehen bleibt die Stützstruktur. Anscheinend hast du diese aktiviert (Was beim Benchy absolut nicht nötig ist). Auch bezüglich Brim oder Skirt hab ich dir keine empfehlung gemacht. Das ist dir überlassen welche Haftungsmethode dir am besten liegt. Skirt eignet sich grundsätzlich um ein wenig Material aus der Düse zu lassen, damit du keinen Dreck im Bauteil hast. Für zukünftige Fälle, damit dir das Stützmaterial nicht wegfliegt, kannst du den Stütz-Brim aktivieren. Es wäre noch interessant zu erfahren was für Einstellungen zu Begin verwendet hast. So lässt sich dir besser helfen. Gruss Chiara
-
Wäre schön wenn sich jemand von Ultimaker dem mal annehmen könnte. Ich mein das Ding ist nicht billig und so ein Bug ist ein bisschen peinlich.
-
UM3 Unterschied Top/Bottom-Layer u. Infill Wall
Chiara_Excite replied to kompetenz-pro's topic in Deutsch
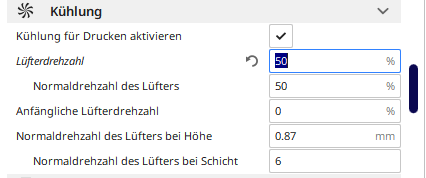
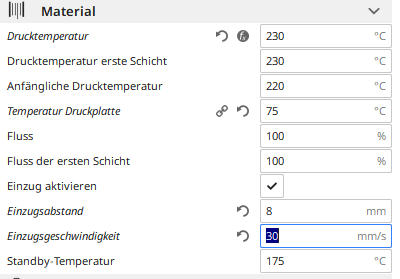
Hallo @kompetenz-pro Mich würden deine Drucktemperatuen und Lüftungseinstellungen dazu noch interessieren. Ich drucke ab und zu auch mit dem PETG von Extrudr und verwende hierfür folgende Einstellungen (Siehe Bilder) Und reduziere die Lüftergeschwindigkeit auf 50%. Gruss Chiara
-
Hallo Cetron Führe mal einen kompletten Werksreset durch. In einigen Fällen könnte das helfen. Gruss Chiara
-
Hallo Boerner Das mit dem auschlagen des Filamenetsensors kann mehrere Ursachen haben. Beim Ulitmaker S5 ein Durchflusssensor verbaut, welcher kontinuirlich die Durchflussmenge prüft. Wenn dieser von einer gewissen Toleranz abweicht, schlägt der Sensor aus. Wenn jetzt z.B dein PrintCore ein wenig verstopft ist, wird hinten nicht mehr die erforderliche Materialmenge nachgeschoben, was wiederum dazu führen kann, dass das Filament vom Ritzel ein wenig abgeschabt wird und dann garnicht mehr geschoben werden kann, da dein Ritzel verdreckt ist. Weiter kann es noch sein, das dein Filament nicht sauber nachgezogen wird, da sich die Spule nicht sauber abrollt (evt verknotet oder eng gewickelt (bei Polymaker oft der Fall)). Einen Sensordefekt kannst du in der Regel ausschliessen. Meistens ist es wirklich ein verstopfter PrintCore in Kombination mit einem verdreckten Feeder. Wenn die Meldung auftaucht, achte mal darauf ob Düse 1 oder 2 im Einsatz war. Die jenige welche im Einsatz war, ist der Übeltäter. Diese sollte dann gereinigt werden. Verwende das Reinigungsprogramm auf dem Drucker und als Filament Cleaning Filament oder PETG. Von der Reinigung mit PLA rate ich ab da dies das Problem meiner Erfahrung nach nur schlimmer macht. Gruss Chiara
-
Ich kann @mkaj2019 nur zustimmen. Der Magigoo Stift für PP ist wirklich Bombe. Vor dem Magigoo hab ich schon etliche Lösungen ausprobiert von Aprintapro, BlueTape etc. PP ist wirklich ne harte Nuss was Druckhaftung angeht. Auf einem UM3 hab ichs auch schon mit einem Raft aus PVA probiert, was übrigens super funktioniert hat. Aber da du einen 2+ besitzt erübrigt sich das da kein 2. Extruder. Wenn du nicht an den Stift kommst und evt PVA zur Hand hast, probier mal folgendes: PVA in ein wenig Wasser auflösen und danach auf der Druckplattform mit einem Pinsel dünn auftagen auftragen. Dann verwende einen Raft als Druckbetthaftung. Alter Maker Trick. Gruss Chiara
-
Hallo Zusammen. Seit dem neusten Firmware Update für den S5 hat sich anscheinend ein Fehler eingeschlichen welcher bisher nur beim S3 vorhanden war. Während des Drucks, bei der Zeitangabe, werden die verbleibenden Druckstunden in ''M'' statt in ''H'' angegeben. (Siehe Bild) Und nein, es sind nicht Minuten. Beispiel: bei einem Bauteil das 4h und 35 Minuten läuft, steht 4M 35M. Dieses Problem war zu Beginn nur auf dem S3 vorhanden. Jetzt auch auf dem S5. Ist das nur in der deutschen Version so? Und kennt evt jemand eine Behebungsmethode? Gruss Chiara

-
Neuste Infos! Ich habe interessenshalber einen kompletten Werksreset durchgeführt. Der Fehler erschien danach nicht mehr. Scheint des Problems Lösung zu sein. @Visimation probier das mal. Gruss Chiara
-
So jetz hab ich endlich mal zeit mich zu melden. Also, Der Tipp mit dem Isolierband hat gebracht. Anscheinend werden die Kabel an dieser Stelle bei häufigem Gebrauch abgenutzt und dann kann es passieren das es einen Pin beim Kopf rausschmeisst bzw Kabel für einen kurzen Moment keine Kontakt macht und daher eine Fehlermeldung bringt. Danke euch nochmals. Gruss Chiara
-
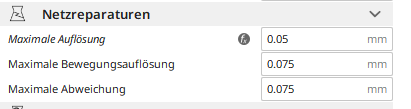
Verändere mal folgende Werte Gemäss Bilder.



-
Hallo Yanfeng Drucken über das USB Kabel ist in der Regel nicht zu empfehlen. Vorallem wenn du ein etwas längeres Kabel verwendest kann dies schnell zu Störungen führen und den Druck ruinieren. Wenn du es dennoch weiter probieren möchtest, verwende mal ein anderes, kürzeres Kabel. Ich habe die Erfahrung gemacht, das es meistens daran lag. Trotzdem empfehle ich beim UM2+ mittels der SD Karte zu drucken. Gruss Chiara
-
Hallo Zusammen Ein neuer Tag, eine neue Fehlermeldung. Diesmal ER 34. Die Beschreibung auf der Ultimaker Webseite ist wie immer nur mässig hilfreich. Es beschreibt einen Kommunikationsfehler mit dem Druckkopf. Gut diese Aussage kann vieles bedeuten. Also Druckkopf mal geöffnet und Kabel geprüft, schein alles Okay zu sein und nirgens defekt oder ausgefranst. Hat jemand schon mal diesen Fehler gehabt und konnte die Ursache dafür ausfindig machen? Gruss Chiara
-
Also anscheind wird der ER 998 in dem letztem Firmware Update erwähnt. Aber der Fehler wurde damit leider nicht behoben. Reseller kämpft leider auf mit den selben Problemen. Mir kommts so vor als wüsse Ultimaker selbst nichts von dem Problem.
-
Materialauswahl Werte werden nicht aktualisiert
Chiara_Excite replied to Badboy1986's topic in Deutsch
Super danke, konnte die GUID ausfindig machen. Jedoch blobt ein Fenster auf wenn ich das Material über die API löschen will. Admin + Passwort? Kann mich nicht erinneren jemals irgendwas gesetzt zu haben^^. Auch schon gehabt? Gruss Chiara -
Materialauswahl Werte werden nicht aktualisiert
Chiara_Excite replied to Badboy1986's topic in Deutsch
Wenn ich ein bestimmtes Material auf dem Drucker löschen möchte, wo finde ich die passende GUID dazu? Gruss Chiara -
Hallo Allrounder Vielen Dank! Genau danach hatte ich gesucht! Gruss Chiara
-
Was ist das beste Pla Filament für den Ultimaker 3?
Chiara_Excite replied to Produktdesigner's topic in Deutsch
Ich drucke mit verschiedensten PLA's je nach Ansprüchen. Sollte es ein Kunstobjekt sein das keine technische Ansprüche hat, greife ich zum PLA NX2 von Extrudr bei 195°C /50 ° Bed. Layer sind bei 0.15 Auflösung sehr sauber und gibt ein mattes Finish. Sollte es ein wenig glanzvoller sein, dann das BioFusion, ebenfalls von Extrudr mit den selben Temperaturwerten. Möchte ich es etwas stabiler, aber nicht zu teuer, dann das Polylite PLA von Polymaker. Gutes Finish, hält was aus, und einfach zu drucken. Sollte es ABS ähnlich sein, greife ich zum PolyMax PLA von Polymaker. Günstiger als das Tough PLA von Ultimaker mit den selben Ergebnissen. Gruss Chiara -
Hallo Thorsten Kann mehrere Ursachen haben. Falsche Drucktemperatur, Feeder verdreckt oder sogar das Profil ein wenig zu fest abgeändert. Starte am besten mit einem neuen, nicht abgändertem Profil neu und überprüfe auch ob der Feeder sauber ist und das die Drucktemperatur korrekt ist. Eine zu schnelle Druckgeschwindigkeit in der ersten Schicht hat ebenfalls negative Auswirkungen. Ich würde mit max 30mm/s in der ersten Schicht fahren. So kannst du sicher gehen das die erste Schicht auf jedenfall sauber abgelegt wird. Gruss Chiara
-
Hallo Allrounder Ich hab noch einen BQ Hephestos 2. Da ist die Einstellung interessanterweise auch nicht sichtbar und wurde ausgeblendet. Gruss Chiara
-
Das hat nichts mit dem Inhalt der Frage zu tun. Die Frage lautet: Warum der S5 ab einer gewissen Geschwindigkeit oder Druckprofilbasis die Auflösung eines Kreises so reduziert, aber ein UM3, bzw irgend ein anderer Drucker nicht. Klar kann ein Drucker keinen ''perfekten'' Kreis fahren. Aber in welchem Abstand der Drucker gewisse Kreise abfährt, lässt sich anscheinend definieren. Bei den Standard ''Fast'' Parametern auf dem UM3 fährt der Drucker saubere, korrekte Linien (soeben getestet auf einem UM3, Siehe Bild) Bei den Standard Parametern auf dem S5 nicht. (Siehe Bild) Als Vergleich habe ich auf dem S5 noch ein ''Fine'' Profil verwendet und ein wenig optimiert, um annähernd die Druckzeit vom ''Fast'' Profil auf dem UM3 heranzukommen und dabei die selbe Qualität zu erreichen. Weiter konnte ich mittlerweile feststellen, das dies erst nach dem Wechsel auf Cura 4.x.x auftratt, also bei 3.6 noch nicht so war, auf jedenfall nicht so drastisch (Siehe Probedruck) ergo es handelt sich um eine Veränderung im Cura Slicing speziell auf dem S5.




-
Hallo Alrounder Das ist bestimmt ärgerlich. Ich ärgere mich derzeit auch über bestimmte Änderung die seit 4.x.x eingeführt wurden. Irgendwo ist da der Wurm drin. Was du halt versuchen könntest wäre eine ältere Cura Version zu installieren, das neue Cura zu löschen, den Wert wieder auf Standart zu ändern, und dann wieder die neue installieren und überprüfen ob die Einstellungen übernommen wurden. Alternativ und vieleicht ein bisschen weniger umständlich wäre die Variante, dein selbsterstelltes Druckprofil zu löschen und auf Basis eines Standardprofils ein neues zu definieren. Dann hättest du wenigstens wieder die Standardwerte. Ich hatte es auch schon erlebt, das bei einem Versionswechsel von Cura einige Parameter von selbsterstellten Profilen nicht mehr verändert werden konnten, bzw wenn ein Wert geändert wurde, wurde dieser nicht übernömmen oder berücksichtigt. Da half nurnoch Profil löschen. Gruss Chiara
-
Dieser Parameter wurde ab 4.X.X bei den Ultimaker Geräten deaktiviert, bzw ist nicht sichtbar da dieser im hintergrund selber berechnet wird. Lässt sich vorläufig wahrscheinlich nicht ändern bzw vielleicht gar nicht mehr. Gruss Chiara
-
Spasseshalber noch mit einem neuen Ultimaker 3 und S5 Profil verglichen. Profil Standard Fast (unverändert) Mit dem selben Ergebniss. Und ich kann bestätigen das es sich nicht nur um einen Darstellungsfehler in Cura handelt, sondern dies so 1:1 auf de reelen Druck übertragen wird.


-
Hallo Zusammen Heute ist mir bei einem Druck eines Zylinders aufgefallen, das der S5 die Aussenwände nicht als sauber Kreis fährt, sondern als ''Vielecke'' oder abgehackt. Ich habe als Zweitdrucker noch einen BQ Hephestos 2, welcher das nicht macht. Auch schon in der Simulation sind diese spezielen Verfahrwege sichtbar und ich find schlichtweg den Parameter nicht, welcher das beeinflusst. Zuerst dachte ich das es evt am Modell selber liegt, sprich nicht genug Hochauflösend exportiert, aber bei Test mit meinem Hephestos 2 ist alles sauber. Auch der Druck mit einem Standartprofil bringt keine besserung. Hatte jemand evt das gleiche Problem oder vielleicht schon eine Lösung? Unten angehängt zwei Screenshots. Eines vom Simulieren mit dem S5 (Gelb) und eines mit dem Hephestos 2 (Orange). Weiter auch noch mein Druckprofil und das Bauteil. PLA-Breakaway.curaprofile Rohr 18mm.stl




















