

Du hast wirklich recht, gerade in der Hinsicht, dass ich unbedingt ein Teil fertig haben möchte und mich hierüber Ärger dass ich's nicht starten konnte wieder 12 Stunden verloren.
In meiner Not hatte ich ja gestern dieses Thema geschrieben.
Aber nur noch mal ein paar wichtige Fragen für mich, damit ich es verstehe.
Was ist ein typischer Fehler, wenn der coupler hinüber ist? Ich würde jetzt auf eine Verstopfung tippen oder?
Ist ein typischer Fehler wenn die Düse hin ist? Hier würde ich um gleichmäßigen Material Aussatz tippen.
Nein, ich habe eine 2+. Das mit dem Faden kenne ich auch und hatte immer bei meinem zwei auch alles verstopft.
Mein Drucker hatte letzte Woche schon einmal ein paar kleine Probleme gemacht, dann hatte ich aber alles wieder vernünftig zum laufen bekommen, kann ein Fehler sein, dass ich nun einmal eine Datei, die ein anderer in einem anderen Programm als Vita gesliced ja auch ein Problem intern auslösen? Ich werde nun als erstes erst mal ein Update machen. Und danach Schritt für Schritt versuchen alles zu lösen und ebenso eventuell auch eine neue Rolle aufmachen. Also eine dritte, nicht dass wirklich diese Rolle der Auslöser ist.
Versuche ja meistens meine ganzen Druck arbeiten strukturiert zeitlich durch zu planen und somit ist meistens immer abends um 20:00 Uhr ein neuer Job dran. Und oft halt auch ein Spulenwechsel, weil das Material nicht mehr für den Job reichen würde. Naja und nun halt zum ersten Mal ein Problem. Ein Schwulenwechsel ist wie schon sagte noch mal das einfachste der Welt.









 Vllt. wirklich mal schaun, was passiert, wenn du nur mit z.B. 185°C ne Wurst machst
Vllt. wirklich mal schaun, was passiert, wenn du nur mit z.B. 185°C ne Wurst machst 







{kind=link}
Recommended Posts
mikar 32
Hallo Edel,
das sind so die typischen Probleme, wo man sich die Haare raufen könnte, weil es eigentlich alles gehen müsste und trotzdem geht nichts. Meist sind die Ursachen simpel, die Fehlersuche aber nervig und oft zeitaufwendig.
Einfach mit Ruhe alle möglichen Fehlerquellen Schritt für Schritt checken. Ich würde mal auf eine heftige Unterextrusion tippen. Selbst wenn man den Extrusionsstrang am Anfang des Druckprozesses beobachtet - wer kann schon sagen ob da 100% oder 90% oder gar nur 80% austreten. Tritt zu wenig aus, wird natürlich die Haftung der ersten Schicht verschlechtert.
Wie ich sehe, hast Du einen UM2. Dann könnte es auch der Coupler sein. Hast Du allerdings einen Olssonblock eingebaut, glaube ich es eher nicht. Ich drucke (bis jetzt) nur PLA. Mein Coupler hat schon mehr als tausend Stunden hinter sich und macht keine Probleme. Die zwei Ersatz-Coupler die ich mir gekauft habe, werden wohl noch lange auf ihren Einsatz warten können. Wie ein verschlissener Coupler aussieht, ist im Forum schon öfters beschrieben worden, auch mit Abbildungen. Einfach mal prüfen.
Hast Du den Filamentdurchmesser gemessen? Hier kann es auch bem gleichen Hersteller Schwankungen geben.
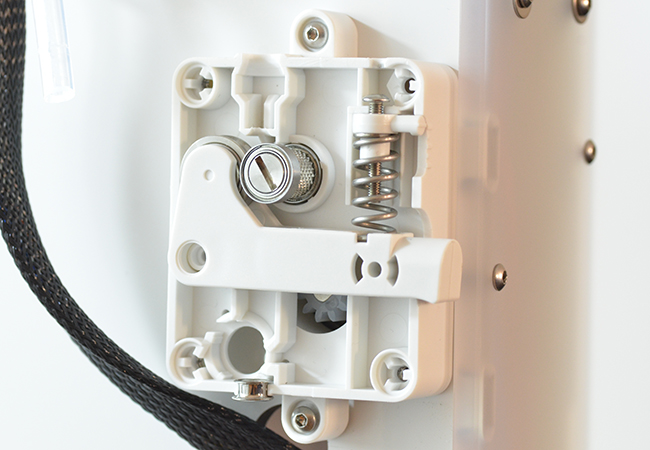
Hast Du mal den Feeder gereinigt? Es ist unglaublich, was sich da alles ansammeln kann. Einfaches Ausblasen hilft dann meist nicht. Ich musste meinen auch schon abbauen und zerlegen.
Sitzt der Bowden bis zum Anschlag im Druckkopf? Ist der Bowden sauber? Mir ist es schon passiert, dass ein langer dünner Faden beim Auswurf des Filaments im Bowden verblieben ist. Den hat man beim flüchtigen Hinschauen gar nicht gesehen. Hat mich viel Zeit gekostet. Seitdem verwende ich die CHANGE-Funktion des Druckers nicht mehr und mache den Filamentwechsel nur noch manuell und beobachte dabei genau, was das Filament so hinter sich herzieht. Ist auch schonender fürs Filament und für den Coupler! Dazu verwende ich "The Wedge" von Nicolinux.
https://ultimaker.com/en/community/prints/3143-the-wedge
Gleichzeitig kannst Du damit noch einen "Atomic Pull" machen, ohne den Bowden abzubauen.
Die Düse wird in Ordnung sein. 360 Stunden PLA merkt die gar nicht. Allerdings kann sie verdreckt sein -> "Atomic Pull".
Viele Grüße
Link to post
Share on other sites