


zerspaner_gerd
-
Posts
3,146 -
Joined
-
Last visited
-
Days Won
32
Content Type
Forums
Events
3D Prints
Posts posted by zerspaner_gerd
-
-
Hallo Dirk,
es gibt den M204 in zwei Varianten, wie Du schon richtig angemerkt hast.

Das grün Umrahmte funktioniert in Tinkerware, als auch in der original Ultimaker Firmware. S ist die Beschleunigung des Druckkopfes. T ist die Beschleunigung, mit der das Filament mittels Extruder bewegt wird. Bei meinem derzeit vewendeten Filament werden Fäden gezogen, wenn T > 1200 ist.
Habe ich das dann falsch verstanden/Übersetzt? 8)Habe es so verstanden das dass eine die Beschleunigung mit Extruder (Druck Beschleunigung) und die andere ohne Extruder (Eilgang Bewegungen)
Mein dritter Replace Befehl ist in der Tat die gleiche Einstellung wie bei "Extra Restart Distance", aber "mein Replace" kann 4-stellig. In S3D ist 0,01 die kleinste Menge an Filament, die eingestellt werden kann. Das ist bei Filament mit 1,75mm Durchmesser auch bestimmt aureichend. Bei 2,85mm ist das in meinem Fall zuviel. Ich brauche zwischen 0,004mm und 0,008mm an zusätzlichem Filament(0,0061 sind fast genau 3 steps(oder Schritte) des Extruder Steppermotors(Bondtech)).
Edith ergänzt:
Rechnung zur "Extra Restart Distance" bei Filament mit den Durchmessern 1,75mm & 2,85mm in mm³:
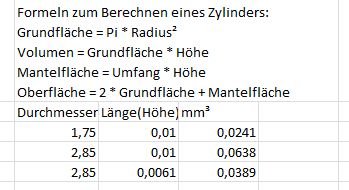
Meiner Ansicht nach ist gut zu erkennen, das 2 Dezimalstellen bei Filament mit 2,85mm zu wenig ist.
Ich glaube nicht das der Extruder(Bondtech) 0.0061mm Schritte gehen kann. (Das sind ja nur 6,1 Mikrometer für einen 3D Drucker:O?????!!!!!)
Ich weiß das die Z-Achse nur 0.03mm (0.025) Schritte gehen kann (hat @tinkergnome irgendwo geschrieben).
Nach meiner Rechnung kann die E-Achse/Extruder nur 0,0098814229249012 bei einen E-Step von 506.77 (bei mein errechneten Wert, beim Standard wert 492.45 ist es sogar noch mehr 0,0101533150573662) ansteuern also 0.01 gerundet, alles drunter ist für die Katz!! Und weniger ist meiner Meinung so und so nicht nötig!
Gruß Gerd
Ach gefunden, das sollte doch auch für die E-Achse gelten
Der Grund für die 0,03mm Schritte ist, das Marlin grundsätzlich keine Bewegungen mit weniger als 5 (Micro-)Steps ausführt. Wenn nur die Z-Achse bewegt wird, sind das 0,025mm. Ich nehme an, dafür gibt es gute Gründe, deshalb hab ich daran lieber nicht herumgespielt... Weiß von Euch jemand mehr darüber? -
Hallo @oobdoo,
Dafür gibt es auch eine Lösung:
Jetzt gibt es keinen Zoom in das Teil mehr wenn man ein Teil anfasst, bewegen tut sich jetzt aber der ganze Drucktisch. :(
Siehe Einstellungen → Cura konfigurieren → Zentrieren Sie die Kamera, wenn das Element ausgewählt wurde → deaktivieren
Was ich extrem nervig finde, das man in der Layer anschicht das Teil verschieben, drehen usw. kann!
Gruß
-
Beim fertigen Teil hat man allerdings einen kleinen Luftspalt wie man auch auf dem augedruckten teil sieht. Komplett gefüllt ist es nicht.
Mit Wandstärke von 0,4mm (Nozzle Durchmesser) wird es besser.
Hallo,
Ich dachte du hast nur die Layer Ansicht angeschaut!
Aber mal eine andere Frage, du hast doch das Model bestimmt selber erstellt, oder? Und das hat ja nur eine Optische Funktion, oder?
Dan würde ich einfach den Abstand erhöhen, an bestens wäre 1,5mm - 1,6mm dann schaut das Optisch auch schon gleich besser aus?
Gruß Gerd
-
Wenn´st du einen Drucker der UM2 Familie hast, befindet sich die Einstellung im Drucker!
Da ich nicht mehr die original Firmware habe + nicht im Drucker rein kann, kann ich dir nicht genau sagen wo. Auf jedenfalls bei den Einstellungen!
-
{REPLACE "; layer 1," "M204 S1000 T1200\n; layer 1,"}
{REPLACE "; layer 2," "M204 S3000 T1200\n; layer 2,"}
Mit dem M204 kann die Beschleunigung per Programmcode geändert werden.
Es gilt die Version mit den Parametern T und S!
S normal moves T filament only moves (M204 S3000 T7000) im mm/sec^2
Hallo Dirk,
hast du das mal beobachtet ob das geht??
Ich kann diesen Befehle zwar in der Firmware finden, da aber S3D nur "G1" Befehle reinschreibt stelle ich mir das schwierig vor, wie die Firmware das zu unterscheiden will?? Ob Druck oder Eilgang Bewegung!!
Ich kenne nur diesen einfachen Befehl:
M204 S3000
Hier der gleiche Code für S3D angewandt
Diesen Befehl schreib auch Cura so rein!
Gruß Gerd
Edit:
Und dein 3ter Post Processing (wo man auf den Bild sieht) ist doch die gleiche Einstellung wie "Extra Restart Distance"
-
Ich hab das ganze nun mit Cura 2.4 Beta probiert!
@Hans3003 hast du mal den Layer Schieber nach unten bewegt???

Cura blendet doch die unteren Schichten aus, bzw. die Farbe Intensität nimmt ab, so dass man das nur schwer erkennen kann.
Den bei mir haut es mit den Standard Einstellungen hin und wenn ich mit den Regler ganz oben bin schaut es genau so aus wie bei dir auf den Bild!

Gruß Gerd
-
Hallo,
kannst du mal das Teil (.stl) posten (per. Google oder DropBox oder ähnliches).
Eine 1mm Wandstärke ist nicht so einfach (da hat Cura noch eindeutige Probleme) den wenn außen 2 Linien + innen 2 Lienen gedruckt werden sind es 1,6mm dass heißt zwei Linien jeweils außen und innen Seite der Bohrung ist nicht möglich! Aber es ist halt möglich diese Lücken zu füllen aber genau damit hat Cura noch Problem, ist gibt aber Einstellungen die es evtl. Abhilfe schaffen können. Aber bei so was muss ich selber probieren!
Gruß Gerd
-
Hallo Toni,
2. Habe nun eine 50w heizpatrone und temp.sensor Pt100 von 3dsolexbesorgt. Kann ich diese einfach nur austauschen oder muss ich die PID-Werte in der software ändern? Falls ja gibt es hierzu ne anleitung? Die pid werte kann ich auch von hand berechnen, wenn ich die regelverhaltens-kurve de pt 100 hätte.Du musst hier auf jedenfalls nach bessern.
Bei der Tinker Firmware gibt es über den Menü ein PID Autotune!
Oder auch über den gcode möglich (schau mal hier PID_Tuning)
Aber 50 Watt ist schon eine Wucht, habe darüber gelesen das sich das Board verfärbt hat bei so viel Strom (wenn es richtig Übersetzt wurde).
3. Pla-tec ist bestellt aber mein Ht-Pla von Multec hat bisher auch gehalten (220C 250druckstunden).Bin mir nicht mehr sicher, aber irgendein Material ist identisch mit den PLA-TEC, wurde jedenfalls mal irgendwo erwähnt!
7. Gibt es hier eine Anleitung zum aufspielen?Da braucht man keine;)
Einfach richtige hex Datei runterladen (ich bin noch bei der 16.03 geblieben),
Drucker und PC verbinden, ich würde das alte Cura bevorzugen, Installiere Benutzerdefinierte Firmware Datei auswählen, fertig!!!!!
Hallo Dieter,
ich möchte bei meinem UM 2+ die Elektronik mit 2 in Reihe gesschalteten Radiallüftern kühlen. Am Ultiboard liegen an 2 Pins 24V an, kann ich die nehmen zur Versorgung der beiden Lüfter? Weiß jemand in wieweit die belastbar sind(100mA? 400mA?).Auf den hinteren (da wo nur 24 Volt drauf steht) habe ich auch zwei Lüfter drauf laufen, für die Motoren Kühlung, andere hatten sogar eine Wakü drauf laufen, der vordere (wo 19 bis 24 Volt steht) soll weniger aushalten.
Gruß Gerd
-
Ich wünsche allen hier ein Gesundes Fröhliches neues Jahr!
Danke dir @Tinkergnome dein Beispiel funktioniert ja schon wie gewünscht
 ,
,aber leider kann ich das nicht alles ganz nachvollziehen: z.B. dieser Code
elif line.startswith("M104 "):Warum sucht dieser Befehl nicht einfach das nächste M104 beim nächsten Düsen wechsel, wenn es beim aktuellen nicht vorhanden ist! Wo ist da der Trick dabei
Für Cura 2.4 wird das allerdings in der Form nicht mehr viel nützen, für UltiGCode werden keine M104 oder M109 Befehle mehr geschrieben. Wenn ihr die Temperatur-"Magie" benutzen wollt, müsst ihr auf RepRap umstellen. Und da gibt es die G10/G11 Kombos eh' nicht mehr. Dafür ist dann also ein bisschen mehr nötig, als einfaches "Suchen und Ersetzen"Ich verwende jetzt den Flavor Typ "RepRap (Volumatric)" da ist alles gleich wie beim UltiCcode (G10 S1, G10, G11 und die "Temperatur-Magie") mann muss nur den Programm Kopf ändern so das der Drucker das richtig einliest. (das möchte ich auch mit den Plugin machen, erste versuche waren erfolgreich. Nur ich bin mir nicht ganz sicher nicht das er Plötzlich irgendwo was anders in Programm sucht und austauscht, deshalb auch die obige frage)
Gruß Gerd
-
Ich danke dir @tinkergnome,
das was du geschafft hast habe ich in 235 Versuche nicht geschafft. (kein Witz:()
Habe jetzt schon so viel Plugin Test Dateien, aber es unterscheidet sich immer wieder ein wenig (habe jetzt nicht alle meine versuche verglichen):(
Ich schicke dir mein Funktionierenden Python Script mal zu, der ist allerdings komplett anders (einfach mal öffnen) aufgebaut. Meine versuche für das Plugin für Cura sind alle gescheitert.
Habe jetzt schon versucht es anzuwenden, aber ich finde es nicht heraus wie ich einzelne Zeilen in einer Variable schreiben kann, so wie ich es mit den Python Script gemacht habe.
Wäre ja genial wenn es doch noch klappen wird!!
 Funktionieren tun die bei mir schon (Windows 10). Allerdings wird offenbar nicht automatisch neu ge-sliced, wenn man Post-Processing hinzufügt oder ändert.
Funktionieren tun die bei mir schon (Windows 10). Allerdings wird offenbar nicht automatisch neu ge-sliced, wenn man Post-Processing hinzufügt oder ändert.Das ist natürlich ein bisschen umständlich, wenn es einen manuellen Knopf dafür auch nicht gibt..
Das habe ich auch gemerkt es reicht aber wenn man z.B. die Teil Position leicht verschiebt
Gruß Gerd
-
Hallo Toni,
Bei den wellen hast du einen Durchmesser und dann die Toleranzklasse und Toleranzgröße.
Z.b 6h6 h zeigt an dass bei einer Welle die obere toleranz 0micrometer sind und ins untermaß abweichen darf z.b. 5,995mm. Die 6 gibt an wie viel micrometer es nach unten abweichen darf wobei es nicht 6 ym sein müssen.
Der Ø ist relativ egal auf der Geradheit kommt es an, da sehe ich keine Angabe von der Toleranz.
Gruß Gerd
-
Tja, wie verbessere ich dieses Ergebnis?
Eins sehe ich in deiner Tabelle die du verbessern kannst!
Ich pendel die Platte besser aus z.B. ich sehe du hast hinten rechts -0,21 und vorne links nur -0,01 (wenn ich deine Tabelle richtig deute) ich würde vorne auch auf ca. -0,11 gehen, so befinden sich dan alles innerhalbt von ±0,1 mm sind
Jetzt nur noch negatives:
Nach dem Unterlegen von Alusteifen zwischen PEI Alu-platte und Heizbett habe ich folgendes ErgebnisIch würde nichts zwischen Heizbett und Alu-Platte legen, da wird ja dann die Temperatur nicht mehr richtig übertragen! Ich habe hier mal was von vier Punkt Auflage gelesen also 4 Schrauben mit Federn das könnte evtl. noch Verbesserung mit sich bringen. Ich hatte aber bei meinen UMO schon so eine 4 Punkt Auflage und so super fande ich die auch nicht!
Zu den Wellen:
Ich habe damals bei meinen UMO schon wellen gekauft (2x eBay + 1x externen Shop) die waren alle über 0,1mm.
Jetzt (Vor 2 Monaten) habe ich von Igo3D Ersatz Wellen gekauft die waren genauso, eine war unter 0,1 alle anderen waren über 0,1.
zu den kleine wellen (Ø6), glaube die sind noch schlimmer (Optisch) die habe ich gar nicht auf arbeit gemessen.
Ich glaube die kaufen alle die gleichen 3 meter Stangen und sägen diese nur auf länge. (Ich kenne diese geschliffenen Stangen von der arbeit daher die Vermutung.) Und wenn man eine 3 Meter Stange einmal falsch anfasst/lagert/sägt ist die ruckzuck Krumm??
Bin hier zufällig auf dieses reprap Forum gestoßen das Thema ist Wellen von Igus (leider Alu).
Ich sehe bei Igus gar keine Toleranz Angabe, daher würde ich erstmal anschreiben was für eine maximale Geradheit sein dürfen, sonst macht es gar kein sin welche zu bestellen. Wenn man es dann in nachhinein reklamiert, heißt es "die dürfen bis 0,2mm haben".
Wollte auch mal die Pei-Aluplatte auf arbeit messen aber da ich schon beim einbau zwei tiefe Kratzer reingemacht habe, habe ich mir gedacht das lasse ich lieber!!
Gruß Gerd
-
Da muss doch @Dim3nsioneer hellseherische Kräfte haben:P
-
Hallo miteinander,
da es mir keine ruhe lässt hoffe ich das mir einer Helfen kann!! 8)
Ich möchte für das Dual Drucken mit Cua (Aktuell Cura 2.4 Beta) ein Plugin schreiben!
Ich habe eigentlich schon ein python script der funktioniert (die Vorlage kam von einen anderen aus den Forum), aber wahrscheinlich ist das die falsche Schreibweise für Cura 2.x.
Den auf jedenfalls schaffe ich es nicht so was ähnliches als Plugin zu schreiben! Bzw. es geht bei mir Garnichts was das Plugin angeht, nicht mal leichte Sachen z.B nach "G10 S1" suchen. Habe da als Vorlagen die vorhandenen Plugin verwendet und wollte dies umschreiben.
Es geht eigentlich nur um ein paar Linien zu verschieben + ein paar einzufügen!


Ich hoffe es kann mir einer Helfen!
Gruß gerd
-
 1
1
-
-
Hallo @oobdoo,
Da hast du einen Fehler in deinen Profil!
Du kannst ja mal dein Profil posten!
Gruß Gerd
-
Hat schon jemand Erfahrungen diesbezüglich gemacht?
Ich habe bei meinen UM2 (mittlerweile auch Dual) Erfahrungen gemacht!
Angefangen habe ich damit das UM2 Fan Shroud zu verbessern habe da immer wieder meine eigene Verbesserung und die aus dem Forum mit eingebracht.
In der zwischen Zeit hatte ich auch das UM2+ Fan Shroud das hat aber definitiv die gleichen Probleme wie das UM2 Fan Shroud, alles rechts von der Düse (kleinere Teile) richtig zu kühlen.
Bei den Test Überhang Drücke habe ich einen großen unterschied in positiver Richtung gesehen (war bis zur letzt der gleiche gcode und Material)
Jetzt wo ich dual drucke habe ich wieder einige stellen mit zur wenig Kühlung, daher habe ich einen drei Fach Fan Shroud verrucht leider ist nur eine sehr kleine Verbesserung zu sehen. hier ein paar Bilder zu sehen Deshalb schaue ich schön länger nach radiale Lüfter (wie beim UM3 oder hier), da diese auch Luft pressen können. siehe hier
Also Kühlung ist immer gut, ausschalten geht immer
Hoffe das konnte helfen!
Gruß Gerd
EDIT: Du kannst auch mal hier schauen leider kenne ich nichts für Dual + UMO
-
Hallo @DirkT,
Habe auch schon überlegt was du damit meinst:
Ich drucke in der Regel mehrere Teile am Stück. Dabei berührt der Druckkopf schon mal beim Wechsel auf das nächste Teil die Oberfläche eines anderen Teils. Wenn es dumm läuft, dann ist das gestriffene Teil dauerhaft beschädigt. Mehr als ärgerlich. Das liegt meiner Ansicht an der fehlenden Ausgereiftheit des Aufbaus, die man nur schwer korrigieren kann.Jetzt wo du geschrieben hast "Simplify3D" kann ich es mir erraten!
Du meinst das dein Fan Shroud dein vorheriges gedrucktes Teil berührt??
Wenn ja kann da keiner was dafür, außer du!!!!!8)
Da S3D keinerlei Begrenzung Feature hat muss man selber entscheiden wie nah man das nächste Teil Positionieren kann/darf!! (Ich zahle hierfür die Kästchen)
Gruß Gerd
-
Hallo zpm3atlantis,
da eine neue Beta Version erschienen ist (Cura 2.4) Teste ich jetzt einiges. Habe mir gerade dein Model geladen, das lässt sich mit "Cura 2.4 Beta" gar nicht mit einer 1mm Nozzle Drucken (lauter Lücken in der Wandung), sondern nur mit 0.8.
Entweder ist da beim skalieren so ein großer unterschied oder das alte Cura hat einfach über der Wand hinaus gedruckt?
Seltsam???8)
Gruß Gerd
EDIT: OK die Skalierung bei Cura 2.4 schein etwas fehlerhaft zu sein, aber bei einer Eingabe von 169.23% lässt es sich nur mit einer 0.6mm Nozzle zu drucken.
Das Verstehe ich nicht!!!!!!!!!!!!!!!!!!!!!!!!!!!!! Wo kommt den dieser unterschied her?????????????????????
OK EDIT zum 3: Habe die fehlerhafte Einstellung gefunden, heißt "Wandüberlappungen ausgleichen" (ist Standard aktiviert) würde gerne mal sehen wie diese (aktivierte) Einstellung am Druck ausschaut habe dies nur in der Layer Ansicht in S3D geschaut!
-
With version 2.4 all the dual extrusion "temperature magic" is omitted for UltiGCode. This is a huge step back for us... or should i say: a KO criteria?
I now use the gcode flavor type "RepRap (Volumatric)" because the "temperature magic" works again and is all the same as with the UltiGCode, only the program head must be changed.
But where is the setting for the overlap for the dual extrusion.
These ones:
"multiple_mesh_overlap": { "label": "Dual Extrusion Overlap", "description": "Make the models printed with different extruder trains overlap a bit. This makes the different materials bond together better.",Excerpt from Cura 2.3.1
The advantage for me at UltiGCode, is the Retract!
-
Was heißt richtig erstellt ? Kann da ja nur eine Skizze machen und diese dann in ein 3D Objekt umwandeln und dann als .stl exportieren.
Die STL brauchen den gleichen Nullpunkt, sonst werden dies nicht richtig zusammen gefügt. Wie und ob das mit FreeCAD geht weis ich nicht. Vielleicht mal in Richtung Baugruppen suchen.
Oder beim exportieren eine Einstellmöglichkeit.
Einzel erstellte Bauteile gehen auf jedenfalls nicht!
Du kannst mal um das zusammenfügen zu Testen, ein Dual Print Datei runterladen z.B. hier Dual extrusion prints
-
1
-
-
Hallo Hans,
Danke Dir, das hat ja schon mal geklappt mit der Auswahl. Wie krieg ich das nun hin, das ich die schrift auf die Grundplatte lege im Cura ? Ist das überhaupt möglich ? Cura verschiebt ja die Modelle wenn sie sich berühren.
Wenn du die 2 Dateien richtig erstellt hast (CAD-Programm!!) musst du die beide Objekte markieren (Groß/Klein Schreib Taste) und dann rechts klicken "Modele zusammen führen".
Gruß Gerd
-
Du meinst wo die Düse kratze auf der obersten Schicht hinterlässt, in der leer fahrt?
Da das mich nicht stört habe ich da noch nichts versucht!
-
1. kauf und umbau auf Olsson block V3 matchless (besser als V2?)
Ist glaube das ist nicht unbedingt nötig, ich habe mich dagegen entschieden. Man kann laut aussage von 3dsolex schneller Drucken bei der gleichen Temp, wenn man aber noch schneller Druckt sinkt auch die druck Qualität des Teiles. Das musst du abwiegen ob das was für dich ist!
2. 25w Heizpatrone durch 35W ersetzen?Das ist meiner Meinung nach pflicht, wenn du schon die Bondtech Feeder hast. Sonst kannst du ja die Bondtech Feeder gar nicht richtig ausnützen.
3. neuer Fanshroud (aber welcher?) oder doch alten (orginalen) verwenden?Bleib bei den Labern Fanshroud, du kannst es evtl. in einen besseren Material drucken das die Temperaturen besser aushält! Hier ist meins
4. evtl stärkere Bauteillüfter mit 30x30mm oder ist sogar ein umbau auf radiallüfter möglich?Wenn dann radial Lüfter so wie beim UM3. Mit axial Lüfter könntest du so und so nicht mehr lüft durch das gleiche Loch blassen
5. Kühlkörper auf Treiberchips und Steppermotoren befestigen ( ist das nötig?)6.Platinenlüfter zum kühlen der um2 Platine einbauen (nötig?)
Seit ich Dual drucke kühle ich mein Board mit 2 axial Lüfter
7. muss ich hierfür Tinkergnome aufspielen oder geht es auch, die e-steps ( für Bondtech extruder) und Werte für den PID-Temperaturregeler über Simplify 3d zu ermitteln und dauerhaft in die Um-firmware zu schreiben.hintergrund warum ich meine Eingriffe in die Software gering halten will, sind schlechte Erfahrungen vom Huxley. Dort hatte ich mir beim e-stepps einstellen die Software zerstört.
Die Tinkergnome Firmware kannst du bedenkenlos installieren!
Die PID Werte/ E-Steps lassen sich aber auch über gcode oder direktes senden über einer Console ändern.
Gruß Gerd
Fröhliche Weinachten
-
Man kann einstellen wie oft das Bett kalibriert werden soll mit, entweder immer bei jedem Druck oder eben halt in bestimmen zeit Abständen.
Ich weiß ich bin neugierig aber ich kann mir das gar nicht vorstellen, wie schaut den so eine Bett Kalibrierung aus? Er muss ja irgendwo her wissen wo die Unebenheiten sind, also müsste er ja das ganze Bett abfahren und dann abspeichern?
Kannst du vielleicht ein Video drehen, wenn es dir nichts ausmacht!
Gruß Gerd




 ,
,



Unsauber Überhang nur bei colorfabb
in Deutsch
Posted · Edited by Guest
Ich drucke nur mit den UM2+ Profil, wiest du ja schon geschrieben hast, ist das alles Sache der Frimware!
Musst nur beim Firmware aktualisieren aufpassen, da würde dan die + Firmware geladen werden!
Aber die ganzen Profile beim UM2+ finde ich sehr störend. Für jede Düse werden / sind komplett neue Profile nötig