

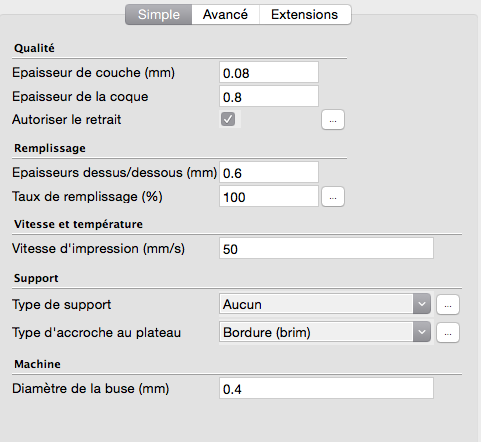
voila mes réglages.... j'avais mis deux fois la même copie d'écran...
effectivement la pièce n'est pas bien grande...
J'avais poser des questions et déjà supprimé les ventilos...
quand j'imprime plus chaud, mon abs "cuit" il jauni et devient tout moche...
L'abs est du E-motion-tech.... je crois que c'est pas mal au niveau qualité ?














Recommended Posts
electromu 364
Salut Romain,
Quelle marque d'abs ?
ça fait quelle taille ta pièce ? deux cm de diamètre ?
d'un premier jet je te conseillerai d'uniformiser les vitesses et de les baisser.
210°C pour de l'abs c'est plutôt froid. et pourtant on dirai que c'est imprimé trop chaud...
Sur les toute petite pièce il faut ventiler à peine et/ou augmenter le temps minimum par couche
Qu'elle hauteur de couche ?
Je vais passer à Castries d'ici 10 jours si jamais.
Link to post
Share on other sites