


Cura 5.30 always snap the sliced result to build plate. The "Drop Down mode" option is unticked.
Is this a new feature? Because I didn't encounter this before. How to turn it off? All plugins are disabled.
Edited by prd0000

Cura 5.30 always snap the sliced result to build plate. The "Drop Down mode" option is unticked.
Is this a new feature? Because I didn't encounter this before. How to turn it off? All plugins are disabled.
Edited by prd0000

The setting you need isn't visible when "Generate Support" is enabled.
Turn off "Generate Support". Go to the "Mesh Fixes" and un-check "Remove Empty First Layers". Go back and turn on support.

This is from the fdmprinter.def.json file in regards to "Remove Empty First Layers":
"default_value": true,
"enabled": "not (support_enable or support_meshes_present)",
I have no idea why it was done that way since the setting gets used and directly affects what you are trying to do in your project. This isn't the first time this has come up.
Edited by GregValiant
 1
1
Thank you.. That does it.. Yeah.. why do they put another "remove empty layers" and "drop down object" if they are redundant.
17 hours ago, GregValiant said:The setting you need isn't visible when "Generate Support" is enabled.
Turn off "Generate Support". Go to the "Mesh Fixes" and un-check "Remove Empty First Layers". Go back and turn on support.

This is from the fdmprinter.def.json file in regards to "Remove Empty First Layers":
"default_value": true,
"enabled": "not (support_enable or support_meshes_present)",
I have no idea why it was done that way since the setting gets used and directly affects what you are trying to do in your project. This isn't the first time this has come up.
1
22 hours ago, GregValiant said:I have no idea why it was done that way since the setting gets used and directly affects what you are trying to do in your project.
The reasoning is that there are no empty layers when you print with supports. Granted, there are edge-cases, like when you turn on the supports but the model does not need supports.
4 hours ago, prd0000 said:why do they put another "remove empty layers" and "drop down object" if they are redundant.
Technically they are two different things. One is how models behave on the buildplate in the Prepare tab. The other works on the generated toolpaths.
Noticed that Cura 5.3 breaks the way most 3D printed airplanes get sliced.

See also https://www.facebook.com/groups/146642260886244/permalink/488982829985517/
1
Hey @Wernight,
That's a super interesting model. We see that in the Variable Linewidth Engine that Odd Walls aren't always closed, which results in lines being interrupted where they weren't in 4.x. Our developers are looking into a way to improve this behavior. This model would really help with the research.
Do you have a project file for us? It contains the printer and settings we need for troubleshooting.
To save a project file go to File -> Save project.
1
There are some very cool ideas in this release. Using TPU for moulded in feet is something I'm looking forward to. Those sticky silicone feet work well it they stay put... But it is not always the case.
^^^ People trying to change G-code flavor find it doesn't stay set.
This problem has been reported on GitHub a couple of times. It isn't the only problem with the Machine Settings dialog. You can't change the shape of the build plate either.
I am looking for away to assign different z offsets or starting layer heights, to each nozzle / toolhead. I am using an IDEX printer and this feature would be very useful when doing two material prints like PETG and PLA. PETG does not like to be squished on the first layer nut PLA does.
THis could also be very useful to fine tune the height two different heads.
Presently both of these items are available for the to extruders but they a linked together so you cannot change one without changing the other.
THank you
Bernie
Cura can not mix two layer heights in the same layer. Doing so would risk having the nozzle collide with previously printed parts of the same layer. Theoretically, you could "sort" the layer parts by lowest part first, but that is not something Cura can currently do.
You would have to hand code it. That may or may not be difficult (depending on things like Z-Hops in the file) as there may only by one or two Tool Changes in the Initial Layer. There are other considerations though.
The problem AHoeben mentions will probably come up. If there is support on the first layer and that support is PETG then the support would be taller than the model and Cura always puts down support first. If the nozzle were to switch to the lower PLA Z setting then it could hit the support.
A fix for that would be to print the support last. Now you are re-arranging the entire first layer and hand coding transitions and travel moves.
I think that the second layer would also be a problem as the thicker portion of the first layer would eat into the thickness of the second layer causing what amounts to over-extrusion as the second layer gap isn't as tall as it should be given the amount of plastic planned for the extrusions.
There is going to be a compromise but it's a lot easier to compromise the Initial Layer Height between what PLA likes and what PETG likes rather than going in and re-arranging the entire first layer.
Hello, i am unable to sync Materials with Cura 5.3.
All tested an reseted without success.
Then installed Cura 5.2.2 and all works great.
Is this a problem of Cura 5.3?
Unfortunately 5.3 install copies all my configurations from 5.2 Beta, but says they are corrupt and it will not open.
%.2 Beta continues to work fine. I tried manually copying all the config files from 5.2 to 5.3 folders, but it persists.
It's 5.2 for me!
@cdr-automatisierung What is happening exactly? Could you show the cura-logs? We might be able to diagnose the problem.
@nickramsey It could be that you're running into this:
- Fixed a bug where the machine definitions could not be updated
This is a line in the changelog for the upcoming 5.3.1 patch, which will be out this week hopefully. (Which took a bit longer than patches in the past, due to issues with our translations.)
On 3/13/2023 at 1:44 PM, ArunC said:Material interlocking enables truly unrestricted multi-material printing
Material interlocking is a new feature in this release with the power to unlock a huge number of exciting applications. To find out how, let's take a look at a printed part:
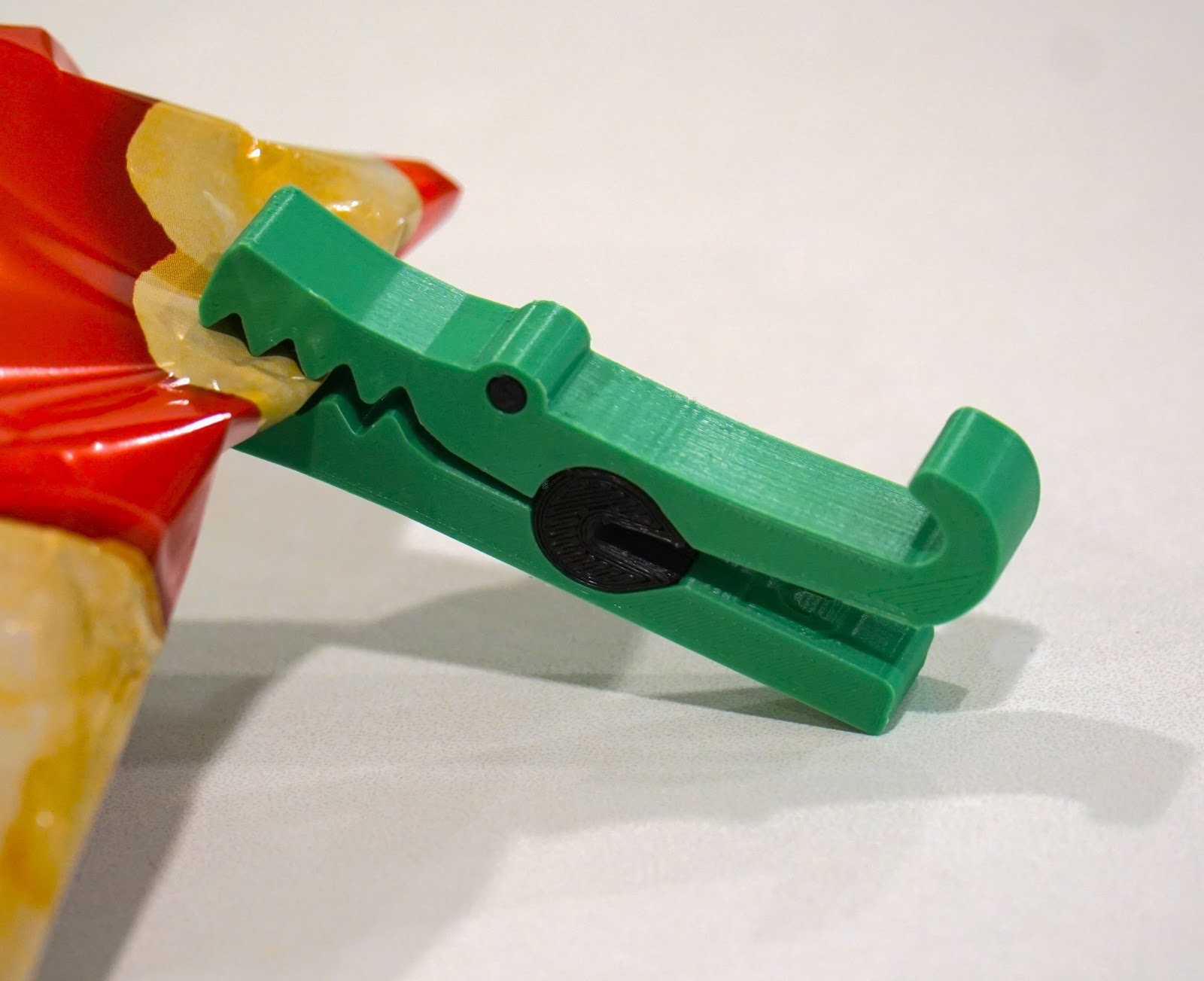
This adorable clip was designed by our very own Mariska Maas to show off the potential of material interlocking and can be found on Thingiverse. At first glance, it may not seem all that exciting, but there's a lot more going on than meets the eye.
Firstly, it’s functional. This print can be used as a working clip. When squeezed at the bottom, the teeth will open and when released they will spring shut. The reason is that the print was made using two different materials. Specifically, CPE and TPU95A. CPE is a rigid material and it was used for the green prongs of the clip. TPU is flexible and it was used to print the black hinge (and the less functional but still cute eyes).
Give us your feedback
I used this technique to make new end stops for my chairs. The stops are 30Eur for a chair and they are made from thin hollow plastic that wears out in no time. A copy with TPU on the bottom should be tough as nails and last a life time. Let's see how the interlock lasts. The left is the printed version. On the right is the factory model.


klipper flavor integration
since some time the klipper fonction [exclude_object] does not working.
by shearching in the setting it miss the klipper flavor

14 hours ago, Wolffy01 said:Since some time the klipper fonction [exclude_object] does not working.
Have you tested Cura 5.3.1? A typo was fixed specifically in that version which affected that.
AFAIK, you are just supposed to pick Marlin for Clipper-enabled printers.
So... I'm an absolute greeny when it comes to 3d printing. My first attempts with ABS went horribly wrong. After using some glue stick things were a little better, but despite using a climate chamber and having a door on my UM3, the parts still warped. Maybe it didn't help that the part was quite big.

During one of my other first attempts with PETG I noticed that the stuff stuck to the glass sheet like the proverbial child snot to a wool jumper. This brought me on an idea. If I make a raft of 0.4 or 0.6 PETG and interlock it with the ABS, how will that work? Well, it is going very well indeed! The print is only half way, but showing no warping whatsoever. Is this a possible second alternative for the interlock? Below is a photo of the start of the interlock.

So the part is completed and it is looking good! Sure I know that ABS is the devils hair and all that. It is smelly and it is a cantankerous temperamental material. In tests it fails to prove real strength. But... Well... It is cheap and I happen to have ended up with a decent supply from various online purchases. This might be my savior to put all that ABS to good use.
The results are very good indeed! The bind with the glass sheet was impeccable . The final product showed virtually no warping. Removal of the interlock layer is a little more work, but it is also doable. The final part looked OK.

The raft did not detach in one piece , but it is sacrificial in any case.


In the image of the bottom it is clear that the first layer of ABS had a few strands that detached. This is because no glue or spray was used. The bind was very good, however. The images below show virtually no warping compared to the ABS only print.


One little bug I noticed was that the slicer will crop the brim for the primary filament if it exceeds the perimeter of the print, but if the brim of the secondary material exceeds the print boundary, the slicer produces gcode that the printer reports as going out of bounds.
I would like to point out that the sharpest corner function has severely degraded in this version of cura.
Here is what it looked like in 4.13.1

here is what it looks like in 5.3.0
showing both the smart hiding and hide seam results. It makes me rather sad because I love 5.3.0, it's so much faster, but on rounder models, it looks much worse even than shown here.


On 3/29/2023 at 6:03 AM, prd0000 said:Cura 5.30 always snap the sliced result to build plate. The "Drop Down mode" option is unticked.
Is this a new feature? Because I didn't encounter this before. How to turn it off? All plugins are disabled.
Yes it's new, and I'm the one to blame. 😆
The default value can be set in Preferences » General » Viewport behavior » Automatically drop down models to the build plate.
This global setting has been there for a long time, I only added the possibility to change it per object. It is strange that the unticked value was forced on you during the update, this shouldn't have happened. Any body else got this issue?
This report reminds me of this issue on Github
 1
1
Hallo
1

ArunC posted a topic in UltiMaker Cura,


ArunC posted a topic in UltiMaker 3D printers,


.thumb.png.d2ff218e6223ef9bf2fa73c98809410a.png)











Recommended Posts
Top Posters In This Topic
9
5
5
4
Popular Days
Mar 17
7
Mar 16
6
Mar 15
4
Apr 13
3
Top Posters In This Topic
MariMakes 9 posts
ahoeben 5 posts
jlspeeddragon 5 posts
Dadkitess 4 posts
Popular Days
Mar 17 2023
7 posts
Mar 16 2023
6 posts
Mar 15 2023
4 posts
Apr 13 2023
3 posts
Popular Posts
ArunC
Anyone who has downloaded or heard about the recent Cura 5.3 beta release should be extremely excited! In this stable release, Cura 5.3 achieves yet another huge leap forward in 3D printing thanks to
jlspeeddragon
I'm trying to get used to the relocated printer settings (create, update, discard current settings) option... Not digging it. 5.3 alpha and older, its nice to have it right there with the printer prof
MariMakes
Hey @jlspeeddragon, Welcome to the Ultimaker Community 🎉 We moved the buttons to update and discard to a place where it's easier for people to find. You can now click the save a
Posted Images
mrender 26
Having real trouble with 5.3.0! Project files mostly don't open with the choice to update a machine, rather just dumps the models into the existing project therefore none of the settings from the project file are loaded in. This is totally unusable for existing projects.
Link to post
Share on other sites