
Thanks gr5. I had just started a long print, but I'll abort and try this. I'm really keen to resolve this so your answer is much appreciated. How could you tell that from the 2nd photo though?

Thanks gr5. I had just started a long print, but I'll abort and try this. I'm really keen to resolve this so your answer is much appreciated. How could you tell that from the 2nd photo though?
Referring to this post?
http://umforum.ultimaker.com/index.php?/topic/1872-some-calibration-photographs/
Ah, thanks pm_dude that clears it up and a very useful post that is.
Basically I started at 210 and reduced the temperature (using the front panel) in 5 degree steps until I got to 175
The speed started at 30mm/s and I set it to 75% when I started to get very cool, but essentially there was no improvement in this particular issue - in fact very little discernible change at all until the last setting.
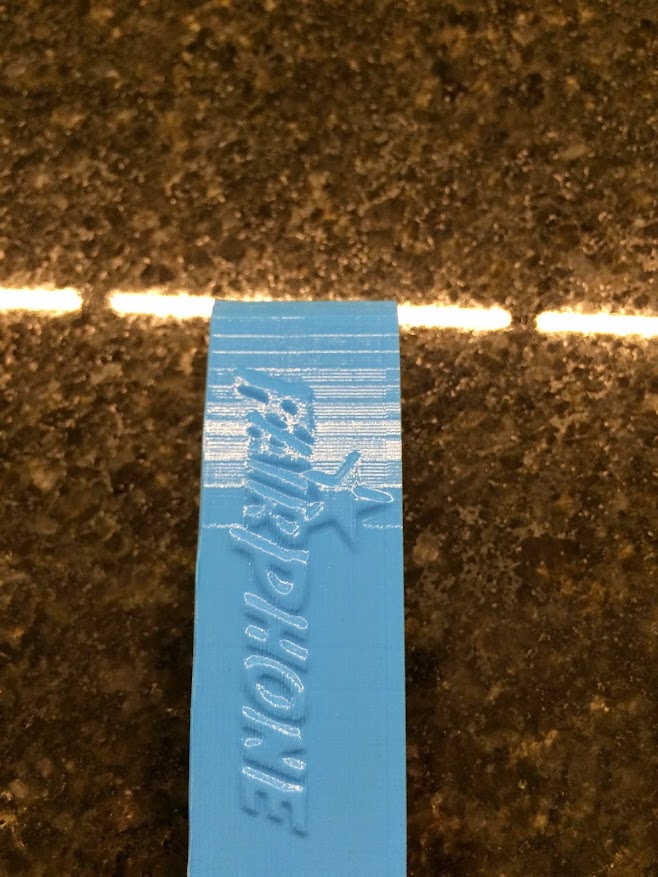
I have been on 3D Hubs and looked at other members fairphone pictures and it didn't take long to find examples that were the same. It only shows up on some models of course. The photos do exaggerate the issue because I was lighting it to show the problem as well as using a macro lens. I still think it is an issue and I'd like to resolve this if it's resolvable.
Any help greatly appreciated.
Greg
Yes I can find evidence of those in my fairphone prints too. It only occur in clean, flat (still round). It could be the model itself or because there are too many faces. I'll have to take a look at that.
Often a different filament will give better results. But I'm not sure what is causing those lines. It's possible they are speed change points and ringing but I don't think so. Maybe some kind of oscillation pressure wave in bowden?
Could be Cura's angle threshold that merge some edges together until the angle is large enough.
I just remembered something - someone was able to get rid of those by lowering extrusion a bit - maybe you should try setting flow to 75% to see if that makes any difference. I will be curious to know if that makes any difference.
Thanks pm_dude and gr8
I will try tweaking the flow a little later and feed back my findings- that's a nice easy one to test.
I also had some advice over on the 3D hubs forums which included playing with alternative slicers, tweaking acceleration settings and generally tightening everything up -including a few things I had not thought to check.
I will try all of these suggestions in turn and hopefully fix it and identify how!
If you zoom in very close on the layers you will see small cuts in the outline. These cuts are the entry of a new G1 command in the gcode. They seems spaced out like I'm suspecting.
Since the rotation is quite small overall the slicer is definitively reducing the amount of steps.
This is the approximate slice I'm looking at on Community Case 2

And in Cura you can see just a few steps

OK, I have tried lowering the extrusion rate but that didn't resolve the issue.
I also did a hardware health-check, belts and bolts all tightened up, still no change.
What did help a little is setting the model up at a 15 deg angle in the XY instead of being parallel with either the front or the side as I had before.
I am just letting the current print finish as it's better than before, but I want to experiment more with alternative slicers.
Thanks for all the advice.
Using S3D definitely helped in my fairfone case days  (I de-badged after 12 as there were a few models that had 'errors' in them that I had to edit in meshmixer and then hand edit the gcode to get them to print ..... which still caused some layer delaminaton and repeat prints so as not to disappoint customers - so I decided it was a great venture but not quite mature enough compared to the stress
(I de-badged after 12 as there were a few models that had 'errors' in them that I had to edit in meshmixer and then hand edit the gcode to get them to print ..... which still caused some layer delaminaton and repeat prints so as not to disappoint customers - so I decided it was a great venture but not quite mature enough compared to the stress
James
Thanks James,
So S3D refers to Simplify3D? It looks impressive but they don't appear to do a trial. More reading required I think, but if you recommend it then I will take a closer look.
For the record, here are the 2 results for comparison. The only difference being the angle of the model on the bed, and I also printed a few degrees cooler as I realised I was possibly printing at the upper end of the range and thought it might help with the stringing across the gaps.


Looks pretty good to me (the left one).
Are you printing this with the profile they give (with the 0.6mm nozzle trick?)
I used the profile in this post:
https://groups.google.com/forum/#!topic/3dhubs_fairphone/_ziRssJ3u-o
but it does take 5 hours. Usually I leave them overnight. It would be nice to get the job done quicker, but for now I am focused on a case that keeps the customer satisfied- hopefully.
Thanks,
Greg
I use the one the give you in the zip file i just changed the nozzle size from 0.7mm to 0.6mm.
layer_height = 0.15
wall_thickness = 0.8
retraction_enable = True
solid_layer_thickness = 0.6
fill_density = 0
nozzle_size = 0.6
print_speed = 30
This gives me a nice print in 1h52min approximately.
I print at 220°c with Colorfabb filament, nothing to clean execpt the brim and a bit the overhangs of the holes for the camera.
Fo better results i slow down to 20mm/s and it's done in 2h20min
I tried it with 0.1mm layers but the last part of the case was not good (the one with the angle going upwards). Will have to try this with the SwapAtHeight Plugin when the latest version of Cura (that randomises the z-scar) is corrected (plugins are unusable with it).
The overall quality of the case was better with 0.1mm layers
Here are some pics:








Sorry - yes S3D is simplify.
I jumped in as I wanted spiralise but also to fill the top - and s3d does that - the fairphone case with africa on the front showed the scar and I just could not get rid of it - but I could in s3d.
Since then I have appreciated the control of different features at different height - and the fast that I can manually position support - and boy does the support come off easily!
But it paid for itself quickly with the fairphone cases as printing time dropped to about 2 hours and less failures - I started to think it was earning me money, but then hit a few buggy stls and a few breakages - the whole thing amazes me - the quality of the print and the case design really stretched what I though was possible - but change filament colour and the layer bonding changes subtly needing 2 degrees more print temp etc and I hand finished each one with wet and dry paper - but only after bending them in a kind of torture test to delaminate them
Fun! - oh, and everybody ordered ORANGE - I kept having to re-order!
Fun! - oh, and everybody ordered ORANGE - I kept having to re-order!
I don't know what your talking about...
I tryed the 45 degree turn in Cura and not vertical lines at all 

What about the Z-seam and small blobs comeing from stringing, when the printhead does not move inside the case. Anybody solved this? Is S3D better in this aspect? Is it worth the money or is the difference very small. I like Cura a lot and the overall print quality improved a lot with the new software update. No Z-seam on most prints, but on the fairphone. This really gives me headaches.
Interesting to see that the 45 degree turn makes such a big difference (totally stole that tip for the guide btw  ). Wonder why it happens, if it's mechanical or slicer.
). Wonder why it happens, if it's mechanical or slicer.
 1
1

I bet it's rather slicer based. The resolution of the printer is much better (80 microsteps per mm!). I printed all my fairphone cases at 45° so far. And the customers were quite happy with it.
Its definitively slicer. You can see it in an earlier post I made about angle merge.
This seems to show that the algo to merge the small angle difference in Cura is broken. If it was working correctly it wouldn't make any difference to turn the model.
@Daid if this gets fixed please expose the angle threashold so we can decide the precision .
Where ever that trick come from doesn't change the fact that its a good one.
@Duesentrieb what settings do you use? I use 0.4 mm nozzle, 0.1mm layers with 0% infill. I get a lot of dots inside but I never get a zscar in the front of the case. I don't use the 0.6mm nozzle thrick. It doesnt come out well for me (I might try it again with some other changes).
It would be nice to test if combing on the shell would affect shell quality. That way we could remove retraction entirely from those prints and eliminate blobs.
Hey guys when you say 45° do you mean you turn it at 45° or that the case is tilted at 45° ?
45 degree turn in X


ArunC posted a topic in UltiMaker Cura,


ArunC posted a topic in UltiMaker 3D printers,






Recommended Posts
gr5 2,210
Look at the second photo in this post. It discusses your issue. The quick answer is lower the temperature but not so much that you get underextrusion. Or lower the temp *and* lower the print speed.
Link to post
Share on other sites