


Try to print it in 45C and slow

Oui, en la retournant complètement ça peut le faire.
En la découpant aussi (via MeshMixer).

Tu ne peux pas faire ta chaise en plusieurs pièces?
Les flancs en 2 pièces puis l'assise et le dossier?
L'avantage sera que tu pourras faire ta chaise en plusieurs couleurs
...aussi...
Moi je ne fais que des assemblages, c'est bien plus beau, moins cher à fabriquer (pas de supports) et moins long à imprimer

Salut,
Je suis du même avis que @Jerome en ce qui concerne de faire la chaise en plusieurs morceaux  Comme ça tu peux coucher toutes tes pièces donc pas de Porte-à-Faux.
Comme ça tu peux coucher toutes tes pièces donc pas de Porte-à-Faux.
Pas de porte-à-faux pas de supports, pas de supports plus de matière économisée
Il faut juste prévoir les encoches légèrement plus grosses pour que l'emboitement se fasse plus facilement 
Salut,
Merci pour vos premier retours et idées. J’imprime en PLA, j’ai volontairement décidé de ne pas mettre plus d’informations sur mes essais afin de voir quelles sont les conseils proposés sans que cela soit déjà limité par un quelconque paramètre.
Les conseils qui ressortent jusqu’à maintenant sont :
- Vitesse d’impression plus basse
Il faut que je fasse quelques tests avec une vitesse d‘impression plus basse. Jusqu’à maintenant je ne m’étais pas soucier de ce paramètre.
Quelle vitesse me conseilleriez-vous ?
Y aurait-il une possibilité dans CURA de changer la vitesse d’impression du support seulement ?
- Créer les supports soi-même avec MESHMIXER (logiciel très intéressant, j’ai eu un peu l’occasion de travailler avec). Donc j’avais déjà essayé de le faire avec mes propres supports voir image ci-dessous. Mais l’impression ne s’est pas bien finie. Peut-être à cause de la vitesse trop élevée aussi.

- Imprimer en plusieurs parties
Cette option qui est surement la meilleure en terme de qualité d’impression et qui ne me poserait pas de problèmes du point de vue structurel puisque j’ai modélisé la chaise (j’ai créé moi-même le STL avec toute les parties séparées de la chaise), me pose un problème du point de vue des assemblages puisque la taille de la géométrie est petite (échelle 1/10). Cela correspond à une hauteur de placet, qui est d’environ 45cm, à 45mm de haut sur le print. L’avantage est de pouvoir faire plusieurs couleur différentes pour la même chaise est ainsi correspondre au matériels utilisé pour la chaise (bois, métal, plastique). Voir rendu ci-dessous.


salut moi j'ai juste une petite question technique.
avec quel log vous séparait et coupait en plusieurs partie?
@snow13710 si par log tu veux dire logiciel?! Tu peux le faire dans MESHMIXER si tu as la forme en STL! Sinon le mieux c'est de le faire sur le logiciel avec lequel tu as créé ta géométrie. Un logiciel de modélisation 3D comme RIHNO ou MAYA ou encore un gratuit de la grande ferme de production qu'est AUTODESK, 123D DESIGN.

DidierKlein 729
Pour découper il y a netfabb aussi, sinon meshmixer marches très bien pour ce genre de chose.
Pour la chaise, le plus comme suggeré est de la découper pour éviter les portes à faux. Si c'est pas possible, baisser la vitesse a 30mm/s et imprimer le moins chaud possible (200°c voir plus bas).
Je pense qu'il faut également mettre des hauteurs de couches de l'ordre de 0.1mm, plus bas ça risque de "fondre".
J'ai pas Cura sous la main la, mais dans le menu advanced tu peux gérer les différentes vitesses séparement (infill, outer, inner shell) il me semble que tu peux régler la vitesse d'impression des supports aussi (à vérifier).
Sinon perso en terme de supports générés par Cura, j'ai de bien meilleurs résultats avec le type line que le type grid.
salut moi j'ai juste une petite question technique.avec quel log vous séparait et coupait en plusieurs partie?
Meshmixer le fait bien
Du nouveau,
J'ai fait un test avec les paramètres suivants:
Tableau
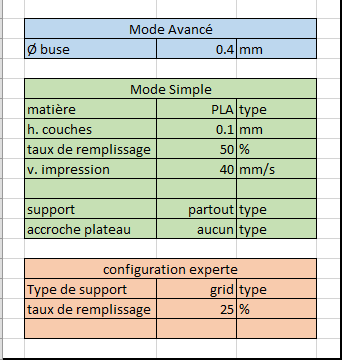
PrintScreen CURA

Résultat

Conclusion
Le résultat est super
La chaise présente bien malgré la géométrie en dent de scie sur les parties fines (traverse du haut de la chaise). Donc le fait de baisser la vitesse est concluant. Le support en grille à bien fonctionné dans ce cas mais c’est peut-être dû à l’augmentation du taux de remplissage qui est normalement de 15 % (par défaut je crois). Je vais donc faire un test avec un support en ligne mais un taux de remplissage similaire. Par contre le coté frustrant c’est la quantité de matière perdue pour le support. Je n’ai malheureusement pas de balance précise mais l’impression que cela donne c’est qu’il y a plus de matière pour le support que pour la chaise.
Prochain test avec support dessiné !!
Il faut voir si je les faits dans MESHMIXER, mais je ne suis pas convaincu du résultat. Je trouve que c’est beaucoup de temps investis à essayer (pas toujours évidant) de dessiner des supports corrects pour un résultat pas toujours probant. Ou si je les dessine moi-même pour qu’ils soient intégrés dans la géométrie de la chaise et directement exporté au format STL. Un peu à la façon du feeder de Robert, pour ceux qui l’on imprimé ! D’ailleurs auriez-vous des conseils pour dessiner ses propres supports ? Genre : épaisseur, espaces vides entre la géométrie et le support, différence d’épaisseur de liaison entre la partie du support et celle de l’objet imprimé etc.
DidierKlein 729
Voila ce que j'ai trouvé sur le forum:
As an example, in my extruder alternative I use 0.5mm walls with a 0.15mm offset from the actual object
Conseil de IRobertI donc ca doit être bon

Bon bah ça s'améliore
Tes supports Meshmixer sont pas si mal, tu devrais réessayer d'imprimer à vitesse lente. Ce sont des colonnes fines donc même situation. Ceux que tu as mis au niveau de l'arrondi de la chaise ne sont pas nécessaires, même si c'est dans le vide cet endroit, le pont est trs court donc ça va tenir sans support.
Edit: et tu peux supprimer des "branches" terminales à tes supports, il y en a trop, là encore des points de supports intermédiaires vont suffire pour faire une ligne (=une succession de petits ponts).
L’intérêt des supports de Meshmixer c'est que tu utilises moins de matière, et ils laissent moins de point de contact sur ta surface de contact après.
Edited by Guest
Voila ce que j'ai trouvé sur le forum:
As an example, in my extruder alternative I use 0.5mm walls with a 0.15mm offset from the actual object
Conseil de IRobertI donc ca doit être bon
le IRobertI mais lequel ? le petit, le grand, de poche , illustré, junior...
Edited by Guest
DidierKlein 729
Voila ce que j'ai trouvé sur le forum:
As an example, in my extruder alternative I use 0.5mm walls with a 0.15mm offset from the actual objectConseil de IRobertI donc ca doit être bon
le IRobertI mais lequel ? le petit, le grand, de poche , illustré, junior...
La drogue c'est mal (surtout le matin) et encore plus si tu partages pas 
-
 1
1

Hello,
Merci pour vos retours, je trouve sympa d’avoir des avis et idées différentes ça me permet d’avancer.
Je remarque certaines limites ou bugs dans CURA. Avez-vous aussi rencontrés ce genre de problèmes:
- le support n'est pas toujours calculé. J'ai pensé au début à un problème d'affichage, cherchez l'erreur!!!

- il peine lors du rafraichissement après chaque déplacement sur le plateau et encore plus lors du calcul des supports. Il faut donc désactiver les supports avant d'importer le STL, placer la forme sur le plateau au lieu et à la position désirée, puis enfin, activer les supports.
Comment ça se passe de votre côté avec CURA et sinon quel logiciel utilisez-vous pour le remplacer ?
@rigs toujours le mot pour rire !!
@DidierKlein Merci pour les dimensions des supports si j’ai le temps je vais essayer de les dessiner.
Tu parles souvent des fonctionnalités de CURA en anglais, tu travailles avec la version anglophone du soft ? J’ai lu que tu avais en test la nouvelle version de CURA est-elle toujours aussi gourmande en ressources ?
@kolia Oui juste, je vais à nouveau tenter l’expérience en plaçant un peu moins de support et en imprimant avec une vitesse réduite.
++
Bonjour,
Nouvel essai avec les supports fait dans MESHMIXER

Paramètres d’impression

Le résultat ressemble malheureusement plus à un chou-fleur atomisé qu’a une chaise

Commentaire :
Malgré une vitesse d’impression basse (30mm/s) les supports n’ont pas tenu la hauteur. Je pense que c’est lié au fait que les supports n’étaient pas directement posés sur le plateau avec une bonne base mais sur la forme de la chaise en pointe.
Tu peux partager ton STL (sans support) ?
Sous Meshmixer il vaudrait mieux que tes supports partent du plateau oui, et faire des soutiens plutot vers leur base. Une seule colonne ne tiendra jamais jusqu'en haut. En haut tu as besoin de peu de points de supports au final, ton imprimante est capable de faire des ponts tout a fait corrects.
Avec des supports dessinés ça passe.
Paradoxe : il y a plus de support à imprimer que de chaise !

Après suppression des supports et un petit coup de papier de verre...

-
1
-
Our picks
-

UltiMaker Cura 5.8 beta released
ArunC posted a topic in UltiMaker Cura,
Another Cura release has arrived and in this 5.8 beta release, the focus is on improving Z seams, as well as completing support for the full Method series of printers by introducing a profile for the UltiMaker Method.-
-
- 1 reply

Picked By
MariMakes, -
-

Introducing the UltiMaker Factor 4
ArunC posted a topic in UltiMaker 3D printers,
We are happy to announce the next evolution in the UltiMaker 3D printer lineup: the UltiMaker Factor 4 industrial-grade 3D printer, designed to take manufacturing to new levels of efficiency and reliability. Factor 4 is an end-to-end 3D printing solution for light industrial applications-
-
- 3 replies
Picked By
MariMakes, -
-




Recommended Posts
kolia 31
Tu ne donnes pas beaucoup d'informations:
- PLA ou ABS? (on dirait que tu imprimes avec un Brim ou un Raft, pas sur)
- Quelle température, quelle vitesse?
- Type de support, ligne ou grid?
De manière générale, imprimer haut et fin est toujours délicat donc:
- Brim à la base si possible, pour éviter un décollement au pied.
- Vitesse réduite au maximum pour que les allées et venues de la buse déstabilise le moins possible les structures quand tu es en hauteur. Indice: 50mm/s c'est trop rapide dans ce cas.
Si tu as déjà bon de ce coté là, une autre solution serait de créer tes supports toi-même (et ne pas utiliser ceux de Cura).
Cela te permettrait d'en enlever certains inutiles (ceux dans l'arrondi de la chaise, ainsi que le haut du dossier), et d'en faire des différents pour les pieds de la chaise.
Tu peux faire ça gratuitement avec Meshmixer, qui génère des supports en "branche d'arbre" que tu peux arranger toi même ensuite.
Tiens nous au courant, c'est un print interessant.
Link to post
Share on other sites