
ah, guter Tipp. Danke

Vorne geht das recht gut mit dem Tool, hinten etwas schwieriger weil du nicht gut dazu kommst, aber so genau muss es nicht sein, Ungefähr reicht da schon.
Und ja, dein Abstand ist zu groß.
6 hours ago, Smithy said:Persönlich halte ich von diesen Bastelarbeiten wenig, das klappt gut auf den China Druckern weil dort kann man mit solchen Dingen den Drucker nur aufwerten und verbessern, beim Ultimaker hatte ich dieses Bedürfnis allerdings selten. Ok, wenn man ausschließlich ABS druckt, dann mag es vielleicht seine Berechtigung haben, aber mit der Glasplatte ist man sehr flexibel und kommt mit den diversen Hilfsmitteln die schon mehrfach genannt wurden, eigentlich immer ans Ziel.
Die Ultimaker sind wirklich mit das Beste, was es im Consumerbereich gibt, aber das Druckbett ist Mist. Man druckt auf Glas (was ein Wärmeisolator ist) und das Teil ist nur auf einer Seite gelagert und schwingt, wie Sau.
Bastelösungen sind für mich eher die Hilfsmittel. Sein Gerät mit Haarspray zu versauen ist halt auch nicht so cool.
Ich drucke fast ausschließlich ABS, weil die Teile meist funktional sind. PETG ist für mich auch keine Alternative. Und da ist Glas einfach nicht zu gebrauchen.
3 minutes ago, Muko said:Sein Gerät mit Haarspray zu versauen ist halt auch nicht so cool.
Man sollte natürlich die Glasplatte herausnehmen und nicht im Gerät sprühen 🙂
4 minutes ago, Muko said:Ich drucke fast ausschließlich ABS
Ja dann macht es schon Sinn sich etwas zu "basteln".
Ansonsten bin ich aber mit der Glasplatte sehr zufrieden, habe in keinem meiner Drucker etwas verändert. Ich finde es auch sehr praktisch, dass die Glasplatte schnell zu entnehmen ist. D.h. ein Druck ist fertig, ich entnehme die Glasplatte, setze eine andere Glasplatte wieder ein und weiter gehts. Somit muss ich nicht warten bis die Platte abgekühlt ist etc.
5 minutes ago, Smithy said:Man sollte natürlich die Glasplatte herausnehmen und nicht im Gerät sprühen 🙂
Ja schon klar 😉
6 minutes ago, Smithy said:
Ansonsten bin ich aber mit der Glasplatte sehr zufrieden, habe in keinem meiner Drucker etwas verändert. Ich finde es auch sehr praktisch, dass die Glasplatte schnell zu entnehmen ist. D.h. ein Druck ist fertig, ich entnehme die Glasplatte, setze eine andere Glasplatte wieder ein und weiter gehts. Somit muss ich nicht warten bis die Platte abgekühlt ist etc.
Als der Drucker neu war, habe ich auch etwas Bammel gehabt Hand an dem Teil anzulegen. Wenn man nur PLA und PETG druckt, muss man das auch nicht. Allerdings habe ich mich oft gefragt, wie die Leute von Ultimaker es geschafft haben wollen ABS auf der Glasplatte mit 80 Grad zu drucken. Zumindest sind das die empfohlenen Einstellungen. Auch eine Tür dazu machts reicht nicht.
Offiziell vorgesehen sind dazu ja die Adhesion Sheets und mit denen geht es sehr gut, hatte keine Probleme. Aber ich verstehe schon, dass wenn man hauptsächlich ABS druckt, die Folien dann irgenwann nerven.

56 minutes ago, Muko said:Allerdings habe ich mich oft gefragt, wie die Leute von Ultimaker es geschafft haben wollen ABS auf der Glasplatte mit 80 Grad zu drucken.
Mit dem ABS von Ultimaker funktioniert das erstaunlich gut. Das schrumpft deutlich weniger als ABS von andere Marken und wird auch nur bei 230° gedruckt. Wenn das Glas sauber ist, hält das mit dem standardmäßigen Brim prima und druckt ohne "Warping".
Als ich das das erste Mal getestet habe, gab es die "Adhesion Sheets" eh' noch nicht.
Ich muss allerdings anmerken, dass die Rolle, die ich hier habe schon über zwei Jahre alt ist, ich hoffe die Rezeptur hat sich nicht geändert...?
Mit den Adhesion Sheets hatte ich ständig kaputte Finger, da sich die Teile nur mit Ceranschaber bzw. Cutter lösen ließen. Das Ultimaker ABS habe ich ganz am Anfang mal probiert, habe es nicht sauber hinbekommen das zu drucken.
Naja vielleicht noch ein Tipp an den TE. Doe FR4 platte wird ohne das glas nicht funktionieren. Dafür ist das heizbett zu dünn und uneben. Die Plane Fläche gibt das Glas vor. FR4 auf das Bett wird also uneben, auch wenn man Transferkleber nutzt. Man müsste also schon meine Lösung machen oder das FR4 aufs Glas mit dem Transferkleber, damit es richtig plan ist. Das zweite ist nafürlich energiemäßig suboptimal und wird niemals so richtig warm werden.
Guten Morgen,
hatte gestern Abend noch dieses Einstellteil gedruckt, nachdem ich mir aus einem anderen Kunststoffeil ein 14mm Maß hingefeilt habe. Damit habe ich das Bett eingestellt und die Nivellierprozedur durchgeführt. Dann habe ich noch Haarspray auf die Glasplatte gesprüht (außerhalb des Druckers). Der anschließende Druck des "richtigen" Teils zum Abstand einstellen wurde gut und ohne warping durchgeführt.
Ich starte jetzt nacher ein Teil (Schraubstockschutz), das 135 x 35 mm Grundfläche hat. Hier hatte ich ja ursprünglich starke Warpingprobleme mit der Glasplatte und UHU-Stick.
@Muko: also deine ABS-Lösung scheint ja richtig gut zu funktionieren. Kannst du da mal ein Bild machen von deinem jetzigen Aufbau des Betts machen. oder mal ein kleiner Workflow, wie du so nacheinander vorgehst?
Edited by MarkusP46 minutes ago, MarkusP said:Dann habe ich noch Haarspray auf die Glasplatte gesprüht
Haarspray kann, muss aber nicht funktionieren, es kommt stark auf die Marke und das Produkt an. Die speziellen Sprays, sind wahrscheinlich auch einem Haarspray ähnlich, funktionieren aber. (kosten aber auch das Mehrfache eines Haarsprays 🙂 )
...auf dem der Spraydose steht: "extra stark" und "kraftvoller Halt" 🙂 🙂 na dann muss es doch was werden mit der ABS-Druckerei 🙂 der "große" Druck läuft jetzt noch 1h und 18min. Danach berichte ich mit Bild
Versuch macht "kluch" 🙂
Es gab da einmal irgendwo einen Artikel oder Thread wo jemand einige Marken Haarspray getestet hat. Manche haben funktioniert, manche nicht und bei den Nichtfunktionierenden waren auch extra starke dabei. Kann man glaube ich nur probieren.
Die meisten Infos über Haarsprays und 3D Drucker sind leider alle USA lastig und die Marken bekommt man bei uns nicht.
Also, dass Haarspray von Aldi funzt recht gut. Marken-Haarspray´s eher weniger.
Die haben eine anti Verklebeformel drin - Kontraproduktiv...
Das billige von Aldi nicht = Super! Für Haare vielleicht nicht unbedingt, aber für 3D Druck...
😋
Gruß, Digibike
1 hour ago, Digibike said:Also, dass Haarspray von Aldi funzt recht gut
Welches ist das genau, wir haben ja in Österreich keinen Aldi, sondern den Hofer, zwar das selbe Unternehmen, aber wer weiß ob die Produkte auch gleich sein.
so, hier das Ergebnis meines ABS-Druckes mit Haarspray. Bin sehr zufrieden. So gut eben war die Kontaktfläche noch nie!
Allerdings habe ich dem UM3 eine Türe und eine "Haube" aufgesetzt, damit die Wärme nicht so schnell entweicht. Der Karton ist nach hinten offen, wegen den Schläuchen. Vielleicht probiers ich mal ohne die Haube. Vielleicht reicht die Sache mit dem Spray ja schon.





 1
1
Hier mal 2 Bilder aus meinem Core XY. Bilder vom UM2+ reiche ich morgen nach. Ist aber von Bett her identisch. Hier sind noch Korkplatten, um die Heizmatte nach unten zu isolieren verbaut.


Und so schauts beim UM2+ aus.



Bin wieder am Testen. Ich habe das Gefühl, dass sich die Schichten beim ABS-Druck nicht genug verbinden. Wenn ich bei einem bestimmten Teil bisschen daran biege, reißt mir gleich eine Schicht ab. Wie verbessert man das? Ausgangseinstellungen wär das UM3-Profil für ABS grey.
Ich würde gerne jemand mit BAS-Erfahrung hier Bauteil-STL senden und dann die Bitte, mir das Teil gedruckt zurück zusenden. Das ganze natürlich auf meine Kosten für Porto, Material usw., einfach damit ich mal einen Vergleich habe.
Wer macht mit? Würde mich freuen :-)
Bei Interesse: wegen Adresse usw., bitte eine PN an mich.
Wenn die Schichten nicht gut aneinander haften, dann ist das meist eine zu niedrige Temperatur (drucke etwas heisser), oder zu viel Kühlung (schalte die Lüfter komplett ab) bzw. drucke langsamer.
Ich habe selbst nicht viel ABS Erfahrung, versuche das Material zu vermeiden, habe aber ein paar Dinge in ASA gedruckt und die sind sehr gut geworden.
Ich kann dir schon dein Teil drucken, habe aber momentan kein ABS mehr da, muss aber sowieso mein Lager wieder füllen.
18 hours ago, MarkusP said:Bin wieder am Testen. Ich habe das Gefühl, dass sich die Schichten beim ABS-Druck nicht genug verbinden. Wenn ich bei einem bestimmten Teil bisschen daran biege, reißt mir gleich eine Schicht ab. Wie verbessert man das? Ausgangseinstellungen wär das UM3-Profil für ABS grey.
Ich würde gerne jemand mit BAS-Erfahrung hier Bauteil-STL senden und dann die Bitte, mir das Teil gedruckt zurück zusenden. Das ganze natürlich auf meine Kosten für Porto, Material usw., einfach damit ich mal einen Vergleich habe.
Wer macht mit? Würde mich freuen 🙂
Bei Interesse: wegen Adresse usw., bitte eine PN an mich.
Könnte ich im nächsten Jahr mal machen.
Layerhaftung kannst du mit nem geschlossenem Bauraum erhöhen und Lüfter aus bzw. Sehr klein. Ich habe sie meiat bei 25%
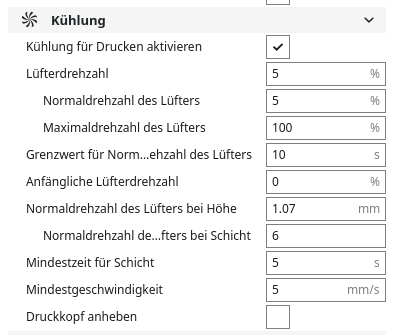
Erstmal Danke für eure Bereitschaft, ein Vergleichsteil für mich zu drucken. In Cura steht in meinem Profil, wenn ich ABS grey wähle, folgende Daten bei der Kühlung: siehe Bild. Somit entspricht das in etwa euren Empfehlungen: Lüfterdrehzahl runter, oder?
habe eben gesehen, dass ich Cura-Profile exportieren und auch importieren kann. Falls also jemand von euch Cura nutzt, könnt ihr mir ja mal euer Profil für Schichtdicke 0,2mm und/oder PLA senden. Habe hier die neuste Version 3.6.0
Für PLA nutze ich meist das Default Profil wenn ich nicht spezielle Anforderungen oder ein komplizierteres Objekt habe.
Das kommt auch auf das Material an. Ich drucke mit 245/105 25%Lüfter. Allerdings hängt das von sehr vielen Faktoren ab. Materialien unterscheiden sich auch zwischen den Herstellen. Ich habe z. B. Material4Print. Bauraumtemperatur spielt auch eine grosse Rolle. Ich glaube mit den Einstellungen von Anderen kommst du gerade bei ABS nicht so weit, da muss man sich herantasten. Um aber auf die Frage zu antworten, ja lüfter runter. Mit 100% wirst du keine Layerhaftung hinbekommen.

MariMakes posted a topic in UltiMaker Cura,


ArunC posted a topic in UltiMaker 3D printers,




Recommended Posts
Top Posters In This Topic
19
15
7
4
Popular Days
Dec 15
12
Dec 8
9
Dec 16
9
Dec 10
8
Top Posters In This Topic
MarkusP 19 posts
Smithy 15 posts
Muko 7 posts
Digibike 4 posts
Popular Days
Dec 15 2018
12 posts
Dec 8 2018
9 posts
Dec 16 2018
9 posts
Dec 10 2018
8 posts
Popular Posts
Smithy
Ja ABS ist etwas schwieriger in der Handhabung, geht aber mit Glas wunderbar wenn du zu ein paar Hilfsmitteln greifst. Du solltest unbedingt deinen Drucker abdecken, damit die warme Luft drinnen bleib
MarkusP
hallo Digibike , danke. Das waren jetzt gute Infos. Eine Türe habe ich seit gestern dran. Darf ich dir mal ein Teil hier einstellen? dann würde mich interessieren, wie du/ihr hier die Einstellung
danielfrei
Aufpassen bei deiner Türe. Wenn du ein Druckteil ganz nach vorne auf die Platte setzt, dein fährt dein Druckkopf normalerweise aus dem Gehäuse raus. Wenn da jetzt die Türe keine Einbuchtung hat, dann
Posted Images
tinkergnome 927
Der Abstand zwischen dem Aluminiumboden und der Heizplatte soll ca. 14mm betragen. Das Bild kann täuschen, aber bei Dir sieht es viel zu hoch aus?
Wenn Du wieder drucken kannst: es gibt ein kleines Tool (Abstandshalter) dafür, ich glaube das wird so ähnlich auch von Ultimaker bei der Montage verwendet:
https://www.youmagine.com/designs/um3-buildplate-distance-tool
Hier sind auch Bilder, wie es dann aussehen soll:
https://ultimakernasupport.zendesk.com/hc/en-us/articles/115005705806-Why-Isn-t-My-Active-Leveling-Working-
Danach sollte das (manuelle) Ausrichten wie in dem Video von igo3d funktionieren.
Link to post
Share on other sites