


I believe:
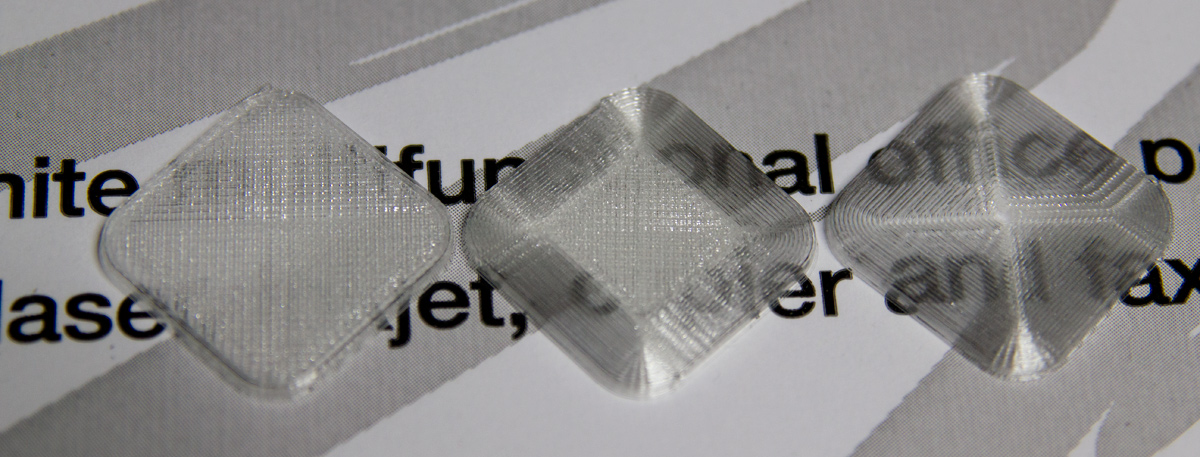
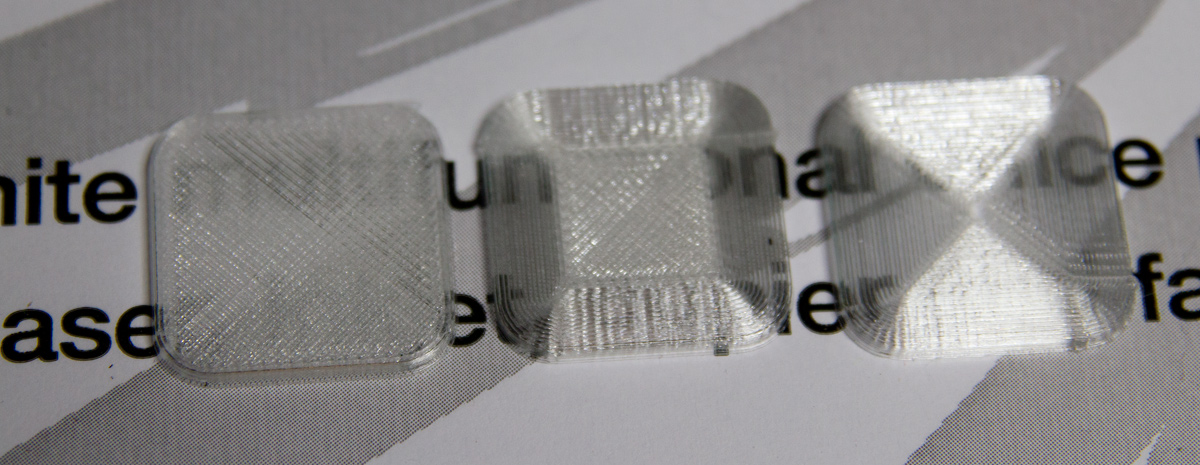
It's generally not a good idea to increase the flow of material enormous, because it can lead to unsightly irregularities. I think it is a much Better off to take the average filament diameter, and then the machine to give a slightly smaller diameter material value, maybe 0:10-0.25mm less.
Also, it may help a little, much slower to print, and with a slightly higher temperature.
Markus















{kind=link}
Recommended Posts
nick-foley 5
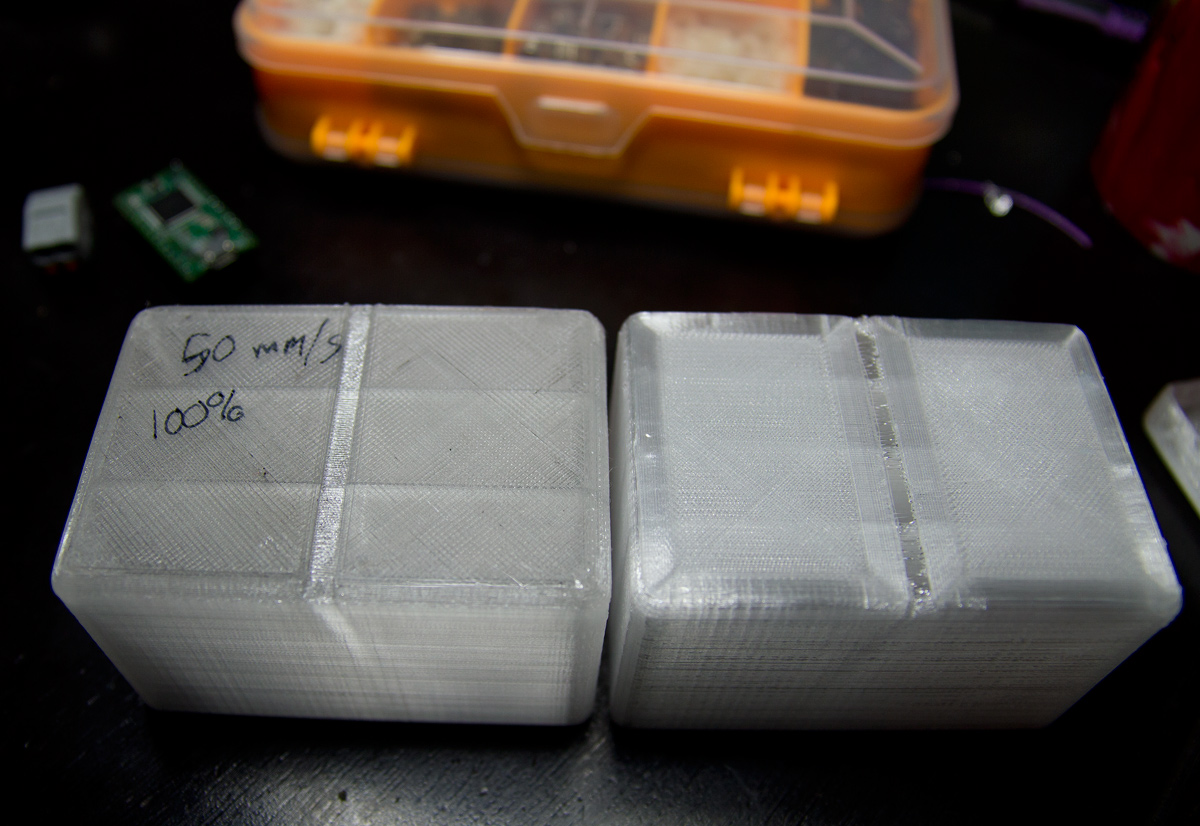
My guess is that you have your settings such that infill speed is faster than perimeter speed? That would cause such a problem if you were approaching the volume per second limit at your given nozzle temp.
Link to post
Share on other sites