


mikar
-
Posts
234 -
Joined
-
Last visited
-
Days Won
3
Content Type
Forums
Events
3D Prints
Everything posted by mikar
-
Hallo Alex, willkommen im Forum. Zu Deinem Problem fallen mir zwei mögliche Ursachen ein: 1. Hast Du die Lüfter auf voller Leistung. Mir gelingen senkrechte Wände in dieser Stärke nur in guter Qualität, wenn ich die Lüfter auf 100% habe. 2. PLA ist ein leicht hygroskopisches Material. Bei sehr langer Lagerung (beim Händler) oder bei unsachgemäßer Lagerung zu Hause (hohe Luftfeuchte) kann in der Filamentwand Wasser eingelagert werden. Beim Drucken entstehen durch die hohe Temperatur kleine Dampfblasen, die natürlich die Druckqualität verschlechtern können. Man hört das Platzen der Dampfblasen sogar beim Drucken. Der Effekt ist umso größer, je höher die Schichtstärke bzw. je größer die Düsengröße ist. Wenn Du die Artefakte entfernst und dahinter ist ein Loch, kann es diese Ursache sein. Abhilfe: trockene Lagerung, luftverschlossen und mit Silikat Man kann PLA auch bei 60° im E-Herd trocknen. Allerdings sollte man hier sicher sein, dass der E-Herd auch diese Temperatur wirklich einhält - möglichst mit genauem Thermometer prüfen! Die Fa. Hiendl empfiehlt diese Vorgehensweise sogar explizit für ihr transparentes PLA. Dadurch soll die Transparenz des Materials verbessert werden, da die Minibläschen ebenso wie die Schichten selber, das Licht brechen. Viele Grüße!
-
Hallo Thomas, ohne ein Foto ist Dein Problem etwas schwer zu beurteilen. Wenn dieses Problem nicht permanent auftritt, würde ich zunächst nicht an den Materialfluss-Einstellungen drehen, denn die beeinflussen das gesamte Teil und nicht nur die Problemstellen. Der bessere Weg ist erstmal, den Durchmesser des Filaments zu messen. Auf Hersteller- oder Händlerangaben kannst Du Dich in der Regel nicht verlassen. Ein Meßschieber bzw. Meßschraube mit 1/100-Genauigkeit sollte zur Grundausstattung gehören. Gerade wenn Deine Drucke nicht nur in die künstlerische Richtung gehen, sondern auch in die technische Richtung, brauchst Du auch ein genaues Meßgerät um z.B. das Schrumpfverhalten Deines Filaments beurteilen zu können und dementsprechend Dein CAD-Modell zu skalieren. Eine brauchbare Qualität bekommst Du für etwas mehr als einen Fünfziger z.B. hier http://www.pruefmittel24.com/2produktkategorie412.html http://www.pruefmittel24.com/2produktkategorie8.html Von Digital-Meßschiebern, die viele Discounter in ihren Wühlkasten anbieten, rate ich Dir aus Erfahrung ab. Die Dinger sind wahre Batteriefresser und das Gehäuse des Meßblocks geht meist sehr schnell kaputt. Hier zahlst Du am Ende drauf. Mit Deinem Meßgerät machst Du dann mehrere Messung am Filament und trägst den Mittelwert in die Settings am Drucker(!) ein. Für Dein Problem fallen mir zwei mögliche Ursachen ein: 1. Das Problem ist dem additiven Druckverfahren geschuldet. Zur Verdeutlichung habe ich mal zwei Bilder gemacht. Das erste Bild zeigt das Teil mit vier Stegen. Das zweite Bild zeigt den prinzipiellen Bahnverlauf. Die Breite der beiden äußeren Stege entspricht genau dem vierfachen Düsendurchmesser - es gibt keine Probleme. Der zweite Steg ist minimal schmaler als der dreifache Düsendurchmesser - es gibt eine minimale Überquetschung. Der dritte Steg ist viel schmaler als der dreifache Düsendurchmesser - es gibt eine sichtbare und spürbare Überquetschung. Das gleiche Problem tritt auf, wenn Cura zwei ausgefüllte Flächenbereiche miteinander verbindet. Auch hier bleibt oft ein Zwischenraum übrig, der schmaler als die Düsenbreite ist. In diesem Fall gibt es keine Lösung. Für Cura haben die Außenkonturen (die Abmessungen des Teils) eine höhere Priorität. Nach innen hin wird, vereinfacht gesagt, gedruckt was übrigbleibt. Wenn Du einen Olssonblock besitzt, kannst Du das Problem minimieren, indem Du auf eine kleinere Düse umsteigst. Die Düsengröße sollte in einem sinnvollen Verhältnis zur Geometrie stehen. Einen einen Millimeter breiten Steg drucken mit einer 0,8er Düse macht Probleme, besser wäre hier die 0,4er bzw. die 0,25er Düse. Die Überquetschung ist in der Regel aber nie so hoch, das der Tisch beim Überfahren nach unten gedrückt wird. Sie liegt meist unter der Schichtstärke. Beim Überfahren hört man höchstens ein leichtes Rattern. 2. Materialfluss während des Verfahrens von Innenkontur zu Innenkontur. Das Thema hatten wir vor kurzem in einem anderen Thread: https://ultimaker.com/en/community/22345-linien-auf-oberflache-entfernen Viele Grüße!


-
Habe 'mal schnell einen Test mit dem Plugin gemacht. Scheint bis auf eine kleine Sache zu funktionieren: Wenn Cura ein Retraction schreibt, dann schreibt das Plugin noch einen. Ich weiß nicht, wie das der Drucker interpretiert. Entweder führt der Drucker einen doppelten Rückzug aus (was nicht so gut wäre) oder er überliest den doppelten Befehl. Muss ich nach der Arbeit am Drucker testen. G1 X100.425 Y121.701 E160.55181 G1 X99.952 Y121.348 E160.62263 G10 G10; added by RetractWhileCombing V15.06.1 G0 F7200 X93.264 Y120.134 ;TYPE:SKIN G11 G11; added by RetractWhileCombing V15.06.1 G1 F900 X87.639 Y114.509 E161.57722 G0 F7200 X87.639 Y115.075 G1 F900 X92.901 Y120.337 E162.47022 Gruß
-
Vielen Dank für den Hinweis. Dieses Plugin kannte ich noch nicht. Werde mal sehen ob der gleiche GCode rauskommt, wie bei meinem manuellen Editieren. Das wäre eine große Erleichterung! Vielen Dank!
-
Hallo, da ich mit dem Ultimaker Gehäuseteile für meine Elektronikprojekte drucke und die erste Schicht immer die Sichtseite des Teils darstellt, hatte ich auch immer das Problem, das Du beschreibst. Die Spuren auf der Fläche entstehen durch austretendes Material während der Druckkopf von Kontur zu Kontur im Eilgang verfährt. Aus Erfahrung kann ich Dir sagen, das weder Combining-Einstellungen noch ein Absenken des Tisches zu einer Verbesserung führen. Hinzu kommt, dass diese Einstellungen global wirken, also nicht nur die erste Schicht beeinflussen. Auch eine Erhöhung des Eilganges, um den entstehenden dünnen Faden abzureissen, bringt nichts. Die einzige Möglichkeit, diese Spuren zu verhindern ist, ein Retraction zu erzwingen, wenn der Druckkopf von Kontur zu Kontur verfährt - aber nur bei der ersten Schicht! Die Combining-Methode lasse ich auf "All" - erzeugt bei den übrigen Schichten die wenigsten Retractions. Mittlerweile drucke ich auch Frontplatten für meine Geräte, die absolut top aussehen müssen und dabei sehr viele Innenkonturen enthalten (Lüftungschlitze, Durchbrüche für Anzeigen, Lautsprecher, Schalter, LED's, Buchsen usw.). Würde ich die Druckprogramme so verwenden, wie sie Cura ausgibt, könnte ich eigentlich alle Teile wegwerfen - nur aufgrund des Problems, das Du auch beschreibst. Die Lösung des Problems ist so simpel wie aufwendig - Du musst an den GCode ran und ihn editieren. Klingt schwieriger als es ist. Entscheidend für's Retraction sind die Befehle G10 und G11. G10 - Extrusion wird gestoppt und das Filament zurückgezogen G11 - Extrusion wird fortgesetzt Ich weiß leider nicht, wie fit Du in Sachen GCode bist, deshalb hier erstmal die Kurzversion an einem kleinem Beispiel: . . G1 F900 X135.500 Y87.500 E30.91200 G1 X135.500 Y135.500 E36.67200 G1 X87.500 Y135.500 E42.43200 G1 X87.500 Y87.500 E48.19200 G0 F7200 X90.923 Y90.500 G1 F900 X90.345 Y91.500 E48.33060 G1 X101.500 Y110.821 E51.00780 G1 X112.655 Y91.500 E53.68500 G1 X112.077 Y90.500 E53.82360 G1 X90.923 Y90.500 E56.36208 G0 F7200 X111.831 Y90.927 G0 X112.162 Y91.500 G0 X110.500 Y105.500 G1 F900 X110.500 Y127.500 E59.00208 G1 X127.500 Y127.500 E61.04208 G1 X127.500 Y105.500 E63.68208 . . Suche in der ersten Schicht alle G0-Befehle, die eine Bewegung über mehrere(!) Millimeter in X und Y beschreiben. Das sind die G0-Befehle, die letztendlich die hässlichen Spuren zwischen den Innenkonturen verursachen. Erzeuge eine Leerzeile vor und nach diesem G0-Befehl. Mitunter sind es auch mehrere Befehle hintereinander. . . G1 F900 X135.500 Y87.500 E30.91200 G1 X135.500 Y135.500 E36.67200 G1 X87.500 Y135.500 E42.43200 G1 X87.500 Y87.500 E48.19200 G0 F7200 X90.923 Y90.500 G1 F900 X90.345 Y91.500 E48.33060 G1 X101.500 Y110.821 E51.00780 G1 X112.655 Y91.500 E53.68500 G1 X112.077 Y90.500 E53.82360 G1 X90.923 Y90.500 E56.36208 G0 F7200 X111.831 Y90.927 G0 X112.162 Y91.500 G0 X110.500 Y105.500 G1 F900 X110.500 Y127.500 E59.00208 G1 X127.500 Y127.500 E61.04208 G1 X127.500 Y105.500 E63.68208 . . Füge vor dem G0 ein G10 und nach dem G0 ein G11 ein. . . G1 F900 X135.500 Y87.500 E30.91200 G1 X135.500 Y135.500 E36.67200 G1 X87.500 Y135.500 E42.43200 G1 X87.500 Y87.500 E48.19200 G10 G0 F7200 X90.923 Y90.500 G11 G1 F900 X90.345 Y91.500 E48.33060 G1 X101.500 Y110.821 E51.00780 G1 X112.655 Y91.500 E53.68500 G1 X112.077 Y90.500 E53.82360 G1 X90.923 Y90.500 E56.36208 G10 G0 F7200 X111.831 Y90.927 G0 X112.162 Y91.500 G0 X110.500 Y105.500 G11 G1 F900 X110.500 Y127.500 E59.00208 G1 X127.500 Y127.500 E61.04208 G1 X127.500 Y105.500 E63.68208 . . Wichtig: Zwischen dem G10-Befehl und dem G11-Befehl dürfen keine G1-Befehle vorkommen! Arbeite zur Sicherheit mit einer Kopie des Programms. Auch wenn es eine ziemlich fricklige Arbeit ist - es lohnt sich! Und bei einem Teil, wie bei Dir mit vier Bohrungen sind es gar nicht so viele Sätze. Ich arbeite jetzt schon mehrere Monate nach dieser Methode und bin zufrieden - mit den Ergebnissen, nicht mit der Methode. Ich hoffe ja immer noch, dass in einer zukünftigen Version von Cura diesem Problem etwas Beachtung geschenkt wird. Ideal wären spezielle Retraction-Settings nur für die erste Schicht. Viele Grüße!
-
Hallo Gerd, Aus den Gründen, die Du nennst, habe ich bis jetzt noch nicht begonnen mit ABS zu arbeiten - auch wegen des höheren Verschleißes an bestimmten Teilen des Druckers durch die höheren Temperaturen. Aber ich denke mal, die Entwicklung bei den Filamenten geht weiter und irgendwann wird es Filamente geben, die die positiven(!) Eigenschaften von PLA und ABS vereinen. Und nicht nur beim Druckverhalten sondern auch bei der Nachbearbeitung. Viele Grüße
-
Hallo Peter, Vielen Dank für Deine Antwort. Eigentlich drucke ich nur mit PLA - ist für meine Zwecke ausreichend. Ich habe nur das Problem, dass ich manchmal ein Teil noch auf der CNC weiterbearbeiten will und da ist PLA völlig ungeeignet. Für die wenigen ABS-Teile möchte ich aber meinen Drucker nicht großartig umbauen und bin deshalb auf der Suche nach ABS, das sich auf einem Standard-Ultimaker2+ (offener Bauraum) drucken lässt. Die Probleme beim ABS-Drucken sind mir schon klar. Mein Hauptproblem ist aber, dass bei mir langsam der Platz knapp wird. Ich habe schon eine stattliche Sammlung von PLA-Rollen verschiedener Hersteller, Farben und für unterschiedliche Zwecke. Und einige Fehlkäufe tummeln sich da auch. Noch so eine Sammlung mit ABS - lieber nicht. Oftmals ist es besser sich im Forum umzusehen, als Herstellerangaben oder Händlerversprechungen zu glauben. Und ich glaube, hier lehnt sich der Hersteller sehr weit aus dem Fenster. Warum hat dann der neue RenkForce anstelle der Keramik- jetzt eine Glasplatte? Viele Grüße
-
Hallo, im 3D-Printshop.biz habe ich ein ABS von Formfutura namens TitanX gefunden. http://www.3d-printshop.biz/epages/es302973.sf/de_DE/?ObjectPath=/Shops/es302973/Products/FF1753008/SubProducts/FF1753008-0002 Die Beschreibung liest sich gut: kein Warping, Haftung auf Glas, geeignet für große, detailreiche Objekte usw... Hat jemand schon einmal dieses ABS verwendet und wenn ja, kann man den Versprechungen glauben? Wäre ja bald zu schön. Mit freundlichen Grüßen
-
Hallo Umaka, Wenn Du Zahnräder mit dem Ultimaker drucken willst, wird wohl die Stabilität Dein kleinstes Problem sein! Ich habe ein kleines Windmühlenmodell, dass mit mit einem Solarmodul angetrieben wird. Diese hat zwar einen relativ langsam laufenden Getriebemotor - mir lief sie aber immer noch zu schnell. Deshalb wollte ich eine Untersetzung 3:1 einbauen. Kann doch nicht so schwer sein! Allerdings war mein Wissen über Zahnräder und deren Berechnung schon arg angestaubt. Am Ende habe ich es hinbekommen, aber der Weg dorthin war arg steinig und die Lernkurve sehr steil. Ich habe die Zanhräder mit der 0,25er Düse, in 0,06 mm Schichten und mit einem Vorschub von 25 mm/s gedruckt. Aber frage nicht, wie viele Zahnräder dabei in den Müll gewandert sind, und das bei Druckzeiten, die eigentlich jenseits von Gut und Böse sind. Wenn die Zahnräder nicht nur als Deko bestimmt sind, sonder auch funktionieren sollen, hast Du nicht nur Probleme bei der Berechnung und der Konstruktion, sondern auch beim Drucken. Schuld daran sind die kleinen Toleranzen (das genaue Spiel der Räder), die Du einhalten musst. Ist das Spiel zu klein, drehen die Räder entweder gar nicht oder es entsteht zuviel Reibungswärme beim Kämmen der Flanken. Wärme mögen aber Teile aus PLA überhaupt nicht! Im schlimmsten Fall verschweißen sich die Räder einfach. Ist das Spiel zu groß, wird das Getriebe etwas "geräuschvoll" und wo Geräusch ist, ist Verschleiß. Um solch genaue Teile herzustellen, musst Du unbedingt das Verhalten Deines PLA's kennen - speziell den Schrumpffaktor. Dieser ist bei jdem Hersteller anders und kann schwanken. Dazu musst Du Testteile entsprechend skaliert ausdrucken und möglicht genau auf's Hundertstel ausmessen. Das nächste Problem ist die erste Schicht. Diese wird in der Regel dicker als die anderen ausgedruckt. Dadurch entsteht aber eine leichte Überquetschung an den Außenrändern. Das darf aber bei Zahnrädern nicht passieren, denn Material zwischen den Flanken hemmt die Bewegung oder lässt die Räder verkanten. Darauf hoffen, daß der Grat durch die Bewegung der Zahnräder verschwindet, kann man nicht (Murphy!). Und viele, viele millimetergroße Zähnchen mühevoll entgraten ... Naja. Also muss an die Zahnradunterseite eine Fase, die so groß ist, daß bei der ersten Schicht noch keine Zähne gedruckt werden. Das nächste Problem sind die Wände - die Flanken. Die müssen sehr glatt und sehr genau sein. Da man beim Ultimaker nie weiß, ob und wann Schrittverluste eintreten, darf man bei der Druckgeschwindigkeit nicht übertreiben, denn die Zahngeometrie ist nicht gerade trivial. Die Schichtstärke sollte bei geradverzahnten Rädern 0,05 bis 0,06 mm betragen, bei schrägverzahnten Rädern kommt man sicher die Grenze des Ultimakers (0,02 bis 0,03 mm). FAZIT: Das Drucken von Zahnrädern funktioniert - aber es lohnt sich eigentlich nicht! Selbst wenn alles klappt, hat man hinterher schweineteure Zahnräder, die weder qualitativ noch in der Lebensdauer mit industriell gefertigten mithalten können. Es macht eigentlich nur Sinn, wenn man Über- bzw. Untersetzungen benötigt, die nicht handelsüblich sind und auch dann nur für Handbetrieb oder sehr sehr geringe Drehzahlen. Viele Grüße!
-
Hallo Dieter, der dritte Thread zum gleichen Thema und keine Antworten, die dich weiterbringen. Woran kann das liegen? Der Grund dafür ist relativ einfach: Das was Du suchst, gibt es nicht. Solche Quick&Dirty-Programme wie FreeYoutubeTo.... gibt es im 3D-Bereich nicht. Im Gegenteil - hier will man möglichst viele Optionen und Einstellmöglichkeiten. Mal abgesehen von MAXON Cinema (das sehr teuer ist) und Blender (das sehr umfangreich ist) sind die CAD-Programme, die Dir bereits genannt wurden, keine Mammut-Programme sondern eher Mini-Programme, deren Funktionsumfang sich Dir innerhalb weniger Stunden erschließt. Versuch es doch einfach mal - es lohnt sich! Einen 3D-Drucker kaufen ohne CAD-Kenntnisse zu haben ist genauso sinnvoll, wie sich ein Auto zu kaufen, ohne einen Führerschein zu besitzen. Wenn Du einen Brief schreibst, startest Du auch eine Textverarbeitung, obwohl Du für den Brief nicht einmal ein Prozent des Funktionsumfanges der Software nutzt. Im CAD-Bereich ist es nicht anders. Ich arbeite seit über 20 Jahren im CAD-CAM-Bereich und die Software, die ich verwende könnte man als Mammut-Programm bezeichnen. Von der Zahnbürste bis zum Panzer, vom Auto bis zum Airbus kann man damit alles designen. Ich kann mich noch erinnern, mit welch großer Ehrfurcht ich zu den ersten Lehrgängen gefahren bin. Als Anfänger wird man von den vielen Funktionen und Optionen regelrecht erschlagen. Doch sehr schnell merkt man, dass es gar nicht so schlimm ist. Man brauch nur jemanden, der einem bei Einstieg hilft. Für Privatzwecke empfehle ich FreeCAD. Die Software kann bereits jetzt sehr viel, entwickelt sich kontinuierlich und man findet auf Youtube eine Menge gut gemachter Videotutorials, die Dir den Einstieg sehr einfach machen. Man muss nur wollen! Was willst Du eigentlich mit dem Text machen? Willst Du die Buchstaben und Zahlen einzeln ausdrucken oder willst Du ein Türschild oder eine Hausnummer drucken? Oder willst Du den Text mit anderen STL-Objekten kombinieren? Im ersten Fall geht es vielleicht wirklich ohne CAD-Programm, im letzten vielleicht gar nicht, denn das STL-Format ist nicht nur das mit Abstand schlechteste CAD-Format überhaupt (es lässt sich nicht bearbeiten), es stellt in gewisser Weise auch einen einfachen aber wirksamen Kopierschutz gegen Reverse-Engineering dar.
-
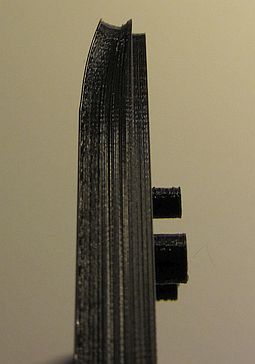
Hallo, Wenn Du ein Objekt möglichst stabil drucken willst und dazu Temperatur, Schicht- und Wandstärke veränderst, wirst Du automatisch auch Kompromisse bei der Qualität (Aussehen der Flächen) und der Druckzeit eingehen müssen: - wenn man die Drucktemperatur erhöht, steht man vor dem Problem, dass dann einige PLA-Sorten beim Verfahren von Kontur zu Kontur Fäden ziehen, was zu erhöhter Nacharbeit führt. Man kann das Fadenziehen etwas reduzieren, indem man den die Eilgang-Geschwindigkeit erhöht. - eine Verdopplung der Schichtstärke von 0,1 mm auf 0,2 mm erhöht die Stabilität, halbiert aber die Auflösung des Druckobjekts in Z-Richtung. Bei Schrägen und Abrundungen kommt es dann zu einer verstärkten Treppenbildung. Wenn es beim Druckobjekt mehr auf Stabilität als auf das Aussehen ankommt oder die Flächen des Objektes nach dem Druck nachgearbeitet werden (schleifen und lackieren), ist das OK. Ansonsten ist eine Schichtstärke von 0,1 mm ein guter Kompromiss zwischen Stabilität und Qualität. - eine Erhöhung des Infills von 20% auf 25% verlängert bei kleinen und mittleren Teilen kaum die Druckzeit, erhöht aber die Stabilität (insbesondere die Druckfestigkeit) ordentlich. - als Druckgeschwindigkeit wähle ich meist einen Wert zwischen 30 und 40 mm/s und bin sowohl mit der Stabilität der Teile und dem Aussehen der Flächen zufrieden. Wenn man mit der Geschwindigkeit noch weiter herunter geht und dabei mit erhöhter Temperatur und Schichtstärke druckt, benötigt man allerdings eine sehr gute Kühlung, sonst wird die Qualität wieder schlechter. - da ich einen UM2+ mit Olssonblock habe und auch alle Düsen verwende, arbeite ich bei den Wandstärken immer in Abhängigkeit von den Düsendurchmessern: Bei den kleinen Düsen (0,25 und 0,40 mm) nehme ich als Wandstärke 3 x Düsendurchmesser und bei den großen Düsen (0,60 und 0,80 mm) nehme ich als Wandstärke 2 x Düsendurchmesser. Eine weitere Erhöhung der Wandstärke bringt sicher mehr Stabilität, aber dabei musst Du eines beachten: Umso mehr Material Du in das Objekt druckst, umso größer wird die Spannung im Material und die Gefahr von Warping steigt. Bei einem UMO ohne geheiztem Bett wirst Du hier sicher schnell an Grenzen stoßen. Die Grundlage für ein stabiles Teil legt man eigentlich schon vor dem Drucken - beim Design im CAD. Alles was man hier versäumt, holt man auch durch optimale Druckparameter nicht mehr heraus. And last but not least: Die Lage des Objektes beim Drucken kann auch entscheidend für die Stabilität sein: Den Winkel im ersten Bild würde man bedingt durch seine Geometrie und die Bohrungen am liebsten beim Drucken flach hinlegen. Für die Stabilität des Teils ist dies aber die denkbar schlechteste Lage. Wird der Winkel später auf Biegung beansprucht, wird er brechen. Auch die kleine Verstärkung zwischen den Schenkeln bringt nichts. Der Winkel wird einfach zwischen den gedruckten Z-Ebenen aufbrechen. Legt man ihn, wie im Bild unten, auf die Seite, wird die Stabilität um ein vielfaches erhöht. Allerdings muss man sich jetzt Gedanken um die viel kleinere Auflagefläche machen und eine für eine gut haltende Adhäsionsschicht sorgen.


-
Hallo Fralle, den Hinweis auf den geschlossenen Bauraum würde ich ernst nehmen. Wenn dies schon explizit in der Beschreibung des Materials steht, wirst Du bei einem offenen Ultimaker wahrscheinlich keine Ergebnisse erzielen (außer vielleicht Kleinteile). Auch die Lüfter sollten beim Druck nicht arbeiten. Das kann auch passieren, wenn der Düsenabstand zur Platte zu gering ist. Meist wird der Düsenabstand verringert, um eine bessere Adhäsion zu erreichen. Oftmals ist es aber ratsamer, den normalen Abstand zu verwenden (Papierblatt geht mit leichter Reibung beim Nivellieren unter der Düse hindurch) und mit der Schichtstärke der ersten Schicht zu experimentieren. Ansonsten schau mal hier: http://www.3d-druck-community.de/thread-895.html Viele Grüße
-
Hallo, wie schon geschrieben, habe ich dieses Mal erstmalig mit Haarlack gedruckt (TAFT, 3 Wetter, Megastark, Stärke 5). Den angegebenen Sprühabstand von 30 cm sollte man aber unbedingt verdoppeln, sonst entstehen schnell Tröpchen oder gar Schlieren. Eine dünne Schicht aufgetragen, antrocknen lassen, dann eine weitere dünne Schicht und bei 50°C im Drucker fünf Minuten trocknen lassen. Danach auf Zimmertemperatur abgekühlt und anschließend Druck gestartet. Diesmal habe ich anstelle der 0,8er mit der 0,4er Düse gedruckt (aufgrund der geringeren Wandstärke), dadurch Druckzeit etwas über 4 Stunden. Temperatur durchgängig 215°C/65°C, Lüfter Max. 75%. bei 2 mm. Die erste Schicht 0,3 mm bei 15 mm/s, alle anderen 0,1 mm bei 40 mm/s. Stärke Oben/Unten 1,0 mm, Wandstärke 1,2 mm, Infill 30%, kein Brim. Die Teile sind 106 mm × 87 mm × 8,5 mm groß. Skaliert habe ich die Teile mit X1,003/Y1,003/Z1,000 - passt sehr gut. Viele Grüße
-
Hallo, wie ich sehe, geht bei Dir auch die Suche nach dem "perfekten" PLA weiter. Langsam wird's voll im Schrank und an die Müllberge möchte ich gar nicht denken, denn ewig haltbar ist das Zeug ja auch nicht. Eigentlich schade. Ich habe am Wochenende meine Teile noch 'mal mit REC-PLA gedruckt. Diesmal mit reduzierter Boden- und Wandstärke und erstmals auf Haarlack. Die Ergebnisse sehen ganz gut aus - kein Verzug. Als nächstes werde ich noch 'mal Innofill testen und danach Multec-PLA... Du schreibst, dass Du auf Buildtak-Folie druckst. Ich habe sonst immer auf BlueTape gedruckt und dabei das Problem gehabt, dass die Teile oft bombenfest hafteten. Mitunter musste ich die Teile mit einer Spachtel und viel Kraft herunterhebeln. Dabei ist es immer wieder mal passiert, dass die Oberfläche des Tapes beschädigt wurde. Bei Tape kein Problem - einfach eine neue Bahn kleben. Bei der etwas teuren Buildtak-Folie wäre dies sicher sehr ärgerlich. Wie fest haften die Teile (große Teile!) auf der Folie? Wie anfällig ist die Folie auf Beschädigung? Vielen Dank und Grüße!


-
Hallo, Auch wenn die Bilder etwas anderes zu sagen scheinen, glaube ich nicht, dass die Aussentemperatur hier die Ursache ist. Das Fehlerbild oben kenne ich. Das kann Dir bei völlig normaler Zimmertemperatur passieren, wenn die Lüftereinstellung nicht entsprechend der Gegebenheiten am Teil angepasst werden. Du schreibst, beide Teile wurden mit den gleichen Einstellungen gedruckt, also auch gleiche Stärke Oben/Unten und gleiche Fülldichte. Was ich natürlich nicht weiß, ob bei beiden Teilen die Dicke der Bodenplatte gleich ist. Oben im Bild ist eindeutig das Karomuster des Infills zu sehen, während im Bild unten nicht einmal ein Schatten vom Infill sichtbar ist. Normaler tut sich der Ultimaker etwas schwer das Infillmuster bei so einer kurzen Z-Distanz vollkommen unsichtbar verschwinden zu lassen. Vor allem dann, wenn die Lüftereinstellungen nicht optimiert sind. Also nehme ich 'mal an, dass im unteren Teil kein Infill vorhanden ist, weil die Dicke der Bodenplatte geringer ist als beim Teil oben. Ich rate jetzt einfach mal: Die Dicke der Bodenplatte im Teil oben ist 2 mm, beim unteren Teil 1,5 mm und Du hast mit Stärke Oben/Unten 0,8 mm und 20% Infill gedruckt. Dann wäre alles klar: Beim unteren Teil brauch Cura kein Infill den 2 x 0,8 ist ja schon größer als die Dicke der Bodenplatte. Beim oberen Teil muss Cura 0,4 mm Infill einfügen: 2 x 0,8 + 0,4 = 2,0. Wenn Du eine Schichtdicke von 0.1 mm eingestellt hast, wird der Drucker jetzt 8 Schichten mit 100% Fülldichte und 4 Schichten mit 20% Fülldichte drucken. Ab einer Höhe von 1,2 mm muss er es mit wiederum 8 Schichten schaffen, die offene Fläche zu schliessen. Das schafft er aber nur, wenn die, über die "Abgründe" abgelegten Bahnen, möglichst schnell erstarren. Spätestens ab diesem Zeitpunkt benötigen die Bahnen 100% Kühlung. Du müsstest also die Standardlüftereinstellung ( Bild oben) folgendermaßen abändern (Bild unten): Besser wäre es natürlich die Schichtdicke auf 1,0 mm zu erhöhen (halbe Dicke der Bodenplatte) - dann brauch Cura kein Infill mehr. Oder Du erhöhst das Infill auf 25% bis 30% - dann hat es der Drucker einfacher, die Bahnen über die nun kleineren "Abgründe" zu legen. Wenn ich mit meiner Vermutung falsch liege, und beide Teile eine gleich dicke Bodenplatte haben (wonach es nicht aussieht), dann hast Du vielleicht nur Glück gehabt und die kühle Luft im Zimmer hat die viel zu langsam drehenden Lüfter so weit unterstützt, das die Bahnen rechtzeitig erstarrt sind. Aber das ist sehr unwahrscheinlich. Viele Grüße


-
Hallo, ich habe bisher noch keine Auswirkungen der Zimmertemperatur auf die Druckqualität festgestellt. Wenn die Zimmertemperatur im Hochsommer steigt, muss der Drucker lediglich weniger nachheizen. Die Temperatur im Drucker ist stets viel höher als die Zimmertemperatur. Auch wenn der Ultimaker standardmäßig vorn und oben offen ist, erzeugt er dennoch sein eigenes Mikroklima im Bauraum, wenn er an einen ruhigen Ort steht, also die Luftbewegung um ihm herum möglichst gering ist. Der Drucker sollte deshalb auch an einem Ort stehen, wo nicht ständig jemand daran vorbeiläuft. Das einzige, was den Druck wirklich empfindlich stören kann, ist Zugluft! Wenn sich die Druckqualität von einem Tag auf den anderen massiv verändert, hat dies meist andere Ursachen: - Störungen im Filamenttransport (Feeder und/oder Bowden reinigen) - Extrusionsprobleme (Düse reinigen, Verschleißgrenze Coupler?) - Probleme in der Elektronik Ist aber alles spekulativ. Ein Foto von den Flächen wäre ganz gut. Viele Grüße
-
Hallo Chris, ich habe mir mal 'ne Rolle bei Multec bestellt. Irgendwo habe ich aber mal gelesen, dass Multec PLA (oder war es PLA HT?) bei großen Teilen sehr stark warpt und eigentlich nur für geschlossene Bauräume geeignet ist. Na, mal sehen. Der Durchmesser wird mit 3mm angegeben, soll aber 2,85 sein. Kannst Du das bestätigen? Gruß
-
Hallo Chris, das sieht sehr gut aus. Vielen Dank für Deine Mühe !!! Was für PLA hast Du verwendet (REC oder Multek)? Welche Retraction-Einstellung hast Du gewählt? Gruß
-
Hallo Chris, Hier ist der Link: https://www.dropbox.com/s/dapmjyyoeap323b/Unterschale_v4.stl.zip?dl=0 Viele Grüße
-
Hallo Dieter, ich habe auch noch zwei Vorschläge, die Du ausprobieren solltest, bevor Du anfängst, den Drucker zu zerlegen. 1. Auch wenn die Glasplatte nicht kippelt, kann sie fehlerhaft sein. Es kann sein, dass die Ränder eben aufliegen, aber an der Stelle, an der Du die Probleme hast, leicht konkav ist, eine leichte, kaum sichtbare Mulde hat. Um das festzustellen tropfst Du einfach etwas Wasser auf eine ebene Tischplatte und legst die Glasplatte darauf. Bildet sich an der Problemstelle eine Luftblase, die sicht nicht oder nur schwer wegdrücken läßt, hast Du die Ursache gefunden. 2. Da Dein Drucker sicher neu ist, hast Du bestimmt, wie empfohlen, die Trapezspindel gefettet und die Führungsstangen geölt. Auch wenn Du vorsichtig und sparsam geölt hast, kann es passieren, dass das Lager des Wagens den dünnen Ölfilm zu einem kleinen Tröpfchen zusammengeschoben hat, und dieser unbemerkt beim Drucken auf die Glasplatte gefallen ist. Die warme Glasplatte und die Lüfter sorgen dafür, dass sich das Öl fein verteilt und nahezu unsichtbar wird. Es kann sein, dass Du dann später beim Abspülen und erneutem Auftragen der Klebeschicht diesen dünnen Ölfilm weiter verteilt hast. Vielleicht hilft einfach ein Entfetten der Platte mit Alkohol oder Azeton. In beiden Fällen ist es natürlich die einfachste Lösung, du drehst einfach mal die Platte um, und druckst auf der Unterseite. Du musst nicht zwingend auf der Seite drucken, auf der sich der Aufkleber befindet. Viele Grüße
-
Hallo, ich habe 'mal das REC-PLA, das LEGEND_3D empfohlen hat, ausprobiert. Der Verzug ist viel geringer im Vergleich zum Verbatim, aber immer noch nicht akzeptabel. Der Durchmesser des Materials ist sehr genau. Dafür ist es auf andere Weise etwas "eigen". Es ist sehr spröde, bruchempfindlich und etwas zickig. Beim Öffnen der Spule sind mir gleich mal 20 Windungen über den Spulenrand gesprungen. Alles wieder fein säuberlich aufgewickelt und trotzdem sieht es beim Drucken immer so aus, als würde das Material irgendwo aus dem Innern der Spule kommen. Ich musste jede halbe Stunde beim Drucker vorbeischauen und zwei, drei Windungen freilegen, damit sich nichts staut oder verheddert. Das nehme ich aber gern in Kauf, wenn das Ergebnis stimmt. Ich habe mit dem Material auch einige Testteile gedruckt. Bei Kleinteilen war kein oder nur sehr wenig Verzug festzustellen (ohne Brim, mit dünnem Klebstoffilm direkt auf Glas gedruckt). Die Probleme begannen aber sofort wieder, als ich meine speziellen Teile drucken wollte: rechteckige Grundplatte ca 100 mm² (1,5 bis 2,0 mm dick) und senkrecht darauf stehende Wände (2,5 bis 3,0 dick). Irgendwann hoben sich immer die Ecken ab. Auch das Ansetzen von "Ohren", wie im Bild dargestellt, brachte keine Besserung. Beim nächsten Versuch habe ich die Materialmenge radikal reduziert: Stärke Außenhülle und Stärke Unten/Oben auf 0.8 mm verringert und die Fülldichte von 25% auf 20% reduziert. Und siehe da - die Teile lagen nach dem Druck vollkommen eben auf der Platte. Allerdings sehen die Außenwände leicht wellig aus - das Infill bildet sich aufgrund der geringen Wandstärke an der Außenwand ab. Trotzdem glaube ich, dass hier ein wichtiger Schlüssel zur Vermeidung von Verzug bei derartig geformten Teilen liegt. Ich werde mich wohl von den Wandstärken, die ich mir vorgestellt habe, verabschieden müssen, die CAD-Modelle abspecken und anderweitig durch Sicken und Verstrebungen die notwendige Stabilität erzeugen. Die Folge wird sein, dass ich wieder zur 0,4er Düse wechseln und längere Druckzeiten in Kauf nehmen muss. Es sei denn, ich finde doch noch das perfekte PLA.

-
Hallo, ich glaube, die Frage kannst Du Dir selbst beantworten. Nimm ein Stück 2,85er Material und bewege dieses manuell im Bowden. Nimm dann ein Stück vom 3,00er - das geht spürbar schwerer. Wenn der Feeder das Material transportiert, prägt er kleine Kerben ins Material. Dadurch wird die Reibung im Bowden noch höher. Also musst Du den Feeder etwas "bissiger" einstellen - dadurch werden aber die Kerben im Material noch ausgeprägter und damit die Reibung noch höher. Kommen dann noch Retractions hinzu geht nichts mehr. Hinzu kommen mit Sicherheit noch die Toleranzen von der Fertigung des Materials. Der Durchmesser Deines Materials kann ohne weiteres 3,10 erreichen. Du wirst das Material wahrscheinlich nur nutzen können, wenn es am unteren Ende der Toleranz (bei 2,90) liegt. Ich hatte vor kurzem ein ähnliches Problem: https://ultimaker.com/en/community/21429-warping-bei-pla?page=2 Den Materialdurchmesser stellt man im Drucker ein (Material -> Settings). Dadurch kannst Du den Vorschub bei laufendem Druck verändern.
-
Am Wochenende habe mich wieder einmal mit meinem tollen Verbatim-PLA beschäftigt. Eines vornweg: Alle Mühe war vergebens. Die Druckversuche mit dem silberfarbenen PLA musste ich alle abbrechen - das Filament blieb ständig im Bowden stecken. Der Durchmesser des Filaments schwankte zwischen 2,92 mm und 2,99 mm (Aufdruck: 2,85 mm). Schon die kleinen Kerben, die ein korrekt eingestellter Feeder immer verursacht, führten dazu, dass das Filament irgendwann im Bowden stecken blieb. Ich musste jedesmal das Filament manuell mit viel Kraft aus dem Bowden herausholen - der Auswurf per Feeder ging nicht mehr. Der schredderte nur munter das Material, während es im Bowden nicht einen Millimeter zuckte. Das einzige, was klappte war der Deckel der Mülltonne! Die Druckversuche mit dem schwarzen PLA begannen vielversprechend. Alle direkt auf der Glasplatte mit einem dünnen Film Klebstoff (der Originalklebestift, der dem Drucker beilag). Der Durchmesser des Materials war korrekt und das Druckbild von der ersten Schicht an war sauber. Die Druckzeit war knapp 4 Stunden bei einem Voschub von 40mm/s (Düse 210°, Tisch 60°). 20 Minuten vor Ende begannen sich wieder die Ecken vom Tisch abzuheben. Noch ein Versuch, diesmal die Tischtemperatur nach 3 Schichten auf 55° reduziert - das gleiche Ergebnis. Noch ein Versuch, diesmal ohne Tischheizung - das gleiche Ergebnis. Noch ein Versuch, diesmal die Tischtemperatur auf 70° - keine Chance. Dann noch ein paar Versuche mit veränderter Düsentemperatur - nichts zu machen! In meiner Not habe ich dann noch das 3D-Modell abgeändert, die Senkungen von unten entfernt und die Bohrungen eingekürzt, um die Haftfläche in den Ecken zu vergrößern. Und 8 Bahnen Brim - zur Sicherheit. Hat alles nichts genützt - pünktlich 20 Minuten vor Ende wieder das gleiche Bild. Das wars - nie wieder Verbatim!!!


-
Hallo, 55 mm/s würde ich nicht als langsam, sondern eher als ziemlich flott bezeichnen. Ich drucke meist wesentlich langsamer. Eine Erhöhung des Drucktempos bedeutet immer eine Verschlechterung der Qualität. Wenn Du die Druckgeschwindigkeit erhöhen willst, dann müssen wirklich alle Druckparameter passen. Der Feeder ist dabei nur ein Glied in einer langen Kette. Wenn der Feeder mehr drückt, dann muss das Material auch mit einer höheren Geschwindigkeit aus der Düse heraus. Dazu kann es erforderlich sein, dass Du mit der Düsentemperatur hochgehen musst. Das macht aber nicht jedes Fialment klaglos mit. Hast Du ein Filament gefunden, mit dem Du schnell drucken kannst, muss die hohe Druckgeschwindigkeit auch zum Druckobjekt passen. Bei einfachen, langen Konturzügen, die ohne große Winkelveränderung stetig ineinander übergehen, hast Du gute Chancen die Geschwindigkeit zu erhöhen. Hast Du aber eine stark zerklüftete Kontur oder eine, die viele Rückzüge produziert, wirst Du sehr schell an Grenzen stoßen. Der Drucker druckt dann zwar immer noch etwas, aber das was er druckt, hat kaum noch etwas mit Deiner gewollten Geometrie zu tun (Schrittverluste!). Gut Ding brauch halt Weile!
-
Hallo, wenn Du bei einem Materialwechsel das Filament mit einem Seitenschneider abschneidest, dann überprüfe vor dem Einführen die Schnittfläche auf Grat. Mancher Seitenschneider drückt Grat nach aussen. Dieser Grat macht Dir auf Dauer den Coupler kaputt und dann hast Du dieses Problem. Ich verwende zum Abschneiden eine ausgediente Abisolierzange - die drückt den Grat nach innen. Viele Grüße














