


mikar
-
Posts
234 -
Joined
-
Last visited
-
Days Won
3
Content Type
Forums
Events
3D Prints
Everything posted by mikar
-
Hallo zerspaner_gerd, von den Geometriedaten her gesehen sind beide Varianten identisch - es gibt keinen Qualitätsunterschied. Nur in der Datenmenge. STL-ASCII erzeugt u.a. durch die ständige Wiederholung der Schlüsselwörter in Textform sehr aufgeblähte Dateien. Große, detailreiche Objekte, die dann noch mit niedriger Toleranz exportiert werden, erzeugen schnell Dateien mit unhandlicher Größe. STL-Binär speichert die Daten effizienter, oft auch komprimiert. Das bedeutet allerdings nicht, daß man mit binär exportierten STL's im Slicer flüssiger arbeiten kann - die Anzahl der Geometriepunkte bleibt gleich hoch! STL-ASCII hat den großen Vorteil, daß man leicht mit einem Texteditor in die Datei hineinschauen kann. Man kann somit sogar die Geometrie ohne CAD editieren - vorausgesetzt natürlich, man weiß, was man tut. Wer sich einen STL-Viewer oder gar einen Slicer selbst programmieren möchte, weiß diesen Umstand beim Debuggen zu schätzen. Hätte GuidoJ seine STL-Datei binär exportiert, hätte ich ihm vielleicht nicht helfen können. Ich selbst arbeite nur mit STL-ASCII. Ich lösche meine STL-Dateien nach dem Drucken, da ist der temporär höhere Platzbedarf nicht von Interesse. Aufgehoben werden bei mir nur die Dateien im nativen CAD-Format, denn nur dieses kann ich weiterverarbeiten. Wer seine STL-Dateien archivieren oder online versenden will, ist mit STL-Binär besser bedient. Viele Grüße
-
Hallo Staudi2, Kannst Du das Knacken grob lokalisieren? Kommt das Geräusch von den XY-Achsen oder von den Schrittmotoren oder von der Z-Achse? Ist das Knacken auch zu hören, wenn Du die Achsen (im ausgeschaltetenen Zustand!) manuell bewegst? Wenn Du die Achsen einzeln bewegst (nur X und dann nur Y), kannst Du dann ein "Schiefziehen" der Achsen feststellen? Bewegst Du z.B. den Kopf nur in X-Richtung, dann darf sich der vordere Bereich nicht leichter oder schwerer bewegen lassen, als der hintere Bereich. Viele Grüße
-
Hallo GuidoJ, sowohl Cura 15.xx als auch FreeCAD laden die STL-Datei problemlos, während Cura 2.3.1 beim mir das Laden verweigert. Scheint ein Bug in Cura >2.3.x zu sein. Ich glaube auch die Ursache gefunden zu haben. STL gibt es in zwei Varianten: ASCII und Binär. Deine STL-Datei ist in der ASCII-Variante exportiert worden. Die ASCII-Variante kann man in einem beliebigen Texteditor öffnen und auch bearbeiten. Sie wird daher sehr gern beim Debuggen verwendet und liegt normalerweise in folgendem Format vor: solid namefacet normal n1 n2 n3 outer loop vertex p1x p1y p1z vertex p2x p2y p2z vertex p3x p3y p3z endloopendfacetendsolid name Das Problem ist, das bei Dir jeweils in der Zeile "endfacet" eine Nummerierung der Dreiecke erfolgt. Das neue Cura scheint hier nicht so fehlertolerant wie die älteren Versionen zu sein und stolpert daüber. Schau mal in Deinem CAD-Programm nach, ob Du beim STL-Export die Durchnummerierung der Dreiecke abschalten kannst. Das würde die Kompatibilität erhöhen. Ich habe hier mal die Durchnummerierung bei Deiner STL-Datei herausgenommen - jetzt lädt auch Cura >2.3.x die STL-Datei problemlos. Viele Grüße
-
Hallo oobdoo, Dieses Fehlerbild kann neben mechanischen Problemen auch nichtoptimale Druckparameter als Ursache haben. Das kann man aber relativ schnell durch das Ausschlussverfahren feststellen, indem man das Teil mit den gleichen Parametern auf einem anderen Drucker oder auf dem gleichen Drucker mit (z.B.) langsamerer Geschwindigkeit druckt. Sieht die Wandung des Teils bei geringerer Druckgeschwindigkeit ebenso schlecht aus, liegt wahrscheinlich ein mechanisches Problem vor. Mit Antriebsstangen meinst Du sicher die Achsen, auf denen der Druckkopf montiert ist. Bei genügender Wartung und normalem Druckaufkommen (nichtgewerblich) sollten diese allerdings länger als ein Jahr halten und wenn, dann sollten die zugehörigen Lager eher "kommen". Schau Dir auf jeden Fall die Zahnriemen genauer an und ihre Spannung! Es kann aber auch sein, daß der Fehler an einer ganz anderen Stelle liegt - der sogenannte Digitalisierungseffekt.Ich weiß nicht, ob hier das Foto täuscht, aber es sieht so aus, als wäre die obere Kante nicht parallel zu unteren. Wenn diese Winkelabweichung nur sehr minimal ist, kann es zu diesem Problem kommen. Hier mal ein Beispiel: Die untere Kante ist nicht achsparallel zu oberen - es entstehen Stufen. Je geringer die Winkelabweichung ist, umso weniger Stufen entstehen, desto größer ist die Auswirkung am Druckobjekt. [media=33484] [/media] Hier hilft es, wenn man das Objekt im Slicer 45° um die Z-Achse dreht. Die Möglichtkeit die peggyb beschreibt, das das Infill auf die Wand durchschlägt, gibt es natürlich auch noch. Allerdings habe ich hier die Erfahrung gemacht, dass die Option, die Wand vor dem Infill drucken nicht immer etwas bringt. Ich habe in diesem Fall die Anzahl der Wandlinien um eins oder zwei erhöht. Viele Grüße
-
Wie ich sehe, druckst Du nur PLA. Wenn Dein Glasplatte nicht mehr ganz nagelneu ist, sollte dies auch ohne irgendeine Beschichtung gehen. Hast Du das schon einmal versucht. Außerdem hast Du bei so einer dicken Beschichtung immer das Problem das sich die Schlieren auf der Unterseite des Druckobjektes abbilden. Wie man in den Videos sehen kann, hinterlässt das Druckobjekt beim Abnehmen einen regelrechten Abdruck in der Beschichtung. Wenn die Unterseite die Sichtseite des Objektes ist, geht das natürlich nicht. Eigentlich sollte eine Beschichtung der Glasplatte nur dazu dienen eine Adhäsionsschicht zu erzeugen und keine Klebeschicht! Hauchdünn also und eigentlich unsichtbar. Wenn Du allerdings zufrieden bist - alles OK. Viele Grüße
-
Hallo Havanadiver, Auschlaggebend für die Feinheit bzw. Rauhigkeit der Flächen eines 3D-Teiles ist die Konstruktionstoleranz. Diese muss mindestens eine Klasse besser sein, als man später an der CNC-Maschine bzw. am 3D-Drucker benötigt. Dies hängt damit zusammen, da es bei der Konvertierung über die Schnittstellen (STEP, STL usw.) und bei der Berechnung des G-Codes zu Auf- bzw. Abrundungen kommt, die das Ergebnis sonst zu stark verschlechtern würden. Ich weiß nicht, welche CAD-Software Du verwendest. Die Einstellung der Feinheit der Flächen über die absolute Anzahl der Segmente ist aber mit Sicherheit nicht der richtige Weg, weil diese Anzahl größenabhängig ist. Beispiel: Für einen Zylinder mit 10 mm Durchmesser können 32 Segmente noch ausreichend sein, um ihn rund erscheinen zu lassen. Bei einem Zylinder mit 32 mm Durchmesser und 32 Segementen ist jede Facette schon 1 mm groß. Bei einem Durchmesser von 160 mm ist jede Facette schon 5 mm groß - niemand würde so ein Teil mehr als rund empfinden. Fazit: Über die Anzahl der Segmente geht es nicht - die müsste bei jedem neuen Teil wieder neu festgelegt werden. Du mußt also schauen, ob Dein CAD-Prgramm die Möglichkeit bietet, die Toleranz einzustellen. Die Toleranz ist immer größenunabhängig. Wenn Du Dich beim 3D-Druck im Hundertstel-Bereich bewegen willst, musst Du mit einer Toleranz von einem Tausendstel konstruieren. Diesen Wert (0.001) musst Du irgendwo eintragen können. Hast Du das Teil nur mit einer Toleranz von 0.1 mm konstruiert, kann es auch Cura nicht verbessern - es wird grob und kantig aussehen. Cura wird das Teil immer so übernehmen, wie Du es konstruiert hast. Gute Programme bieten darüberhinaus die Möglichkeit, beim Export die Toleranz (z.B. bei STL) extra einstellen zu können. Dies beinflusst die Dateigröße des Druckobjekts. Viele Grüße
-
Hallo, In der MAKE 1/2017 wurde das Adhäsions-Spray "PrintaFix Basic" kurz vorgestellt (Link). Mit diesem Spray wollen die Redakteure sogar ABS verzugsfrei gedruckt haben. Könnte auch eine Alternative sein. Viele Grüße
-
Hallo oobdoo, Bist Du Dir da sicher? Meine Meinung ist, das Nivellieren des Tisches und das Einstellen des Düsenabstandes gehören zum Algemeinen Hardware-Setup und sind vollkommen unabhängig von den, von Dir genannten Parametern. Der Düsenabstand wird einmal richtig eingestellt und fertig! Mit welcher Düse Du anschließend welches Material (PLA, ABS ...) druckst, bei welcher Temperatur und mit welcher Geschwindigkeit hat damit nichts zu tun. Das wäre ja auch schlimm, wenn man bei jedem Materialwechsel, oder Temperatur- bzw. Geschwindigkeitsänderung den Tisch neu nivellieren und den Düsenabstand geringfügig anders einstellen müsste! Das wäre nicht praktikabel. Mit vielen Grüßen
-
Hallo Octagon, Da gebe ich Dir Recht. Meist liegt es daran, dass zuviel in den eigentlich einfachen Vorgang hineininterpretiert wird und dadurch die Sache unnötig verkompliziert wird. Doch, gibt es: https://ultimaker.com/en/resources/21330-what-does-a-successful-first-layer-look-like Auch im PDF-Handbuch, dass Du bei iGo3D herunterladen kannst, findest Du den Vorgang beschrieben. Mit der mitgelieferten Calibration-Card sollte das Nivellieren des Tisches und das Einstellen des Düsenabstandes eigentlich kein Problem sein. Alternativ kannst Du auch ein Blatt Kopierpapier verwenden. Wichtig ist nur, dass die Card bzw. das Blatt Papier nicht zwischen Düse und Tisch klemmt, sondern nur ein leichter Widerstand zu spüren ist. Das Einstellen des Düsenabstandes zum Tisch hat nur Auswirkungen auf das Aussehen des ersten Schicht und die Haftung des Druckobjekts auf dem Tisch. Wenn Deine Prints im Allgemeinen nicht gut aussehen, liegt es mit Sicherheit an anderen Parametern. Mit welchem PLA druckst Du (ich hoffe, es ist kein schwarzes Verbatim!?), mit welcher Temperatur und mit welcher Geschwindigkeit? Die Fotos lassen vermuten, dass der Düsenabstand zum Tisch zu klein und die Drucktemperatur zu hoch ist. Mit vielen Grüßen
-
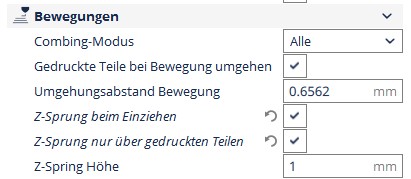
Hallo Armin, hier ein paar Ideen: Diese Einstellung gibt es leider in Cura nicht. Für die Version 15.xx gibt es ein Plugin (Retract while Combining). Bliebe noch das manuelle Editieren des G-Codes, indem Du große G0-Bewegungen zwischen ein G10 (Material einziehen) und G11 (Material zurückschieben) packst. Das Thema hatten wir hier einmal: https://ultimaker.com/en/community/22345-linien-auf-oberflache-entfernen?page=1&sort=#reply-154908 Die Einstellungen für den Z-Sprung findest Du im Untermenü "Bewegungen": Im Menü Einstellungen findest Du sowohl im Menü Material als auch im Menu Profil das Untermenü "... verwalten". Dort kannst Du Einstellungen importieren und exportieren. Sieht so aus, als wäre zu heiß gedruckt worden. Außerdem scheint das Combining deaktiviert zu sein. Ich denke Du kannst die Drucktemperatur bestimmt auf 240° senken und die Bewegungsgeschwindigkeit (Eilgang) erhöhen. Viele Grüße
-
Hallo LisaK, der Hinweis von zoev89, ist richtig und Du solltest unbedingt den Durchmesser des Filaments messen. Wenn Du kein Meßgerät zur Verfügung hast, dann einfach 'mal das Filament von Hand durch den Bowden schieben - es sollte kein großer Widerstand vorhanden sein. Wenn der Widerstand sehr groß ist, kannst Du das Filament nicht verwenden. Sobald zu viele Retractions auftreten, bleibt das Filament im Bowden stecken. Was mich wundert ist, dass das Filament den Bowden aus dem Feeder drückt - normalerweise passiert das nicht, der Feeder fräst einfach eine Mulde in das Filament. Wahrscheinlich ist die Spannung, mit der der Bowden im Feeder geklemmt wird, zu gering. Das heißt, der blaue Bowden-Clip (Hufeisen) ist zu flach - Du solltest Dir einen mit etwas mehr Höhe drucken. Wenn Du ihn nicht selbst konstruieren willst, findest Du auch Vorlagen dazu bei YouMagine. Wenn der Durchmesser des Filaments stimmt, könnte dies auch eine Ursache für die Blockade sein. Viele Grüße
-
Ein Kollege von mir hat sich einen zugelegt. Der Zusammenbau war in einem Nachmittag erledigt. Seit dem druckt er lustig. War sein erster Drucker. Klar wurden die 'Plastikteile' mit einem 3D- Drucker gedruckt. Dafür sind sie ja da Hallo Kris, da hast Du den falschen zitiert. Die Aussage stammt von zpm3atlantis. Viele Grüße
-
Könnte sein, dass bei Dir der obere Rand des Couplers beschädigt ist. Beim Drucken merkst Du davon nichts, nur beim Materialwechsel. Mir fällt da dieses Thema ein: https://ultimaker.com/en/community/21471-filament-harkt-beim-einlegen-kurz-vor-der-heizung?page=1&sort=#reply-149417 Ich nehme mittlerweile einen Dosen-Bleistiftspitzer (weil der schön rund ist) und drehe mir eine kleine Fase an den Filament-Anfang. Dann rutscht das Filament besser in den Coupler und haut nicht immer auf den oberen Rand. Viele Grüße
-
Hallo Edel, im Prinzip alle Fehler, die Du beschreibst. Feststellen kann man einen verschlissenen Coupler durch Sichtkontrolle (Ausbauen) oder indem man bei ausgebauter Düse und abgenommenen Bowden ein Stück Filament durch den Coupler schiebt. Hiebei darf im unteren Bereich kein Widerstand an der Wand auftreten. Wenn ja, dann ist dort eine Rille, die beim Extrudieren den Materialfluss behindert. Hier siehst Du einen verschlissenen Coupler: https://ultimaker.com/en/community/16836-some-kind-of-clog Hier ist im Abschnitt "Deformed teflon insulator" alles sehr gut beschrieben: http://support.3dverkstan.se/article/23-a-visual-ultimaker-troubleshooting-guide Viele Grüße
-
Das ist leider nicht die Ursache, wäre auch zu schön gewesen. Die Position des Boards ist in Ordnung. Habe aber gleich 'mal die Gelegenheit genutzt und mir die ganze Sache nochmal genauer angeschaut. Bei mir scheint es an den beiden Zungen im Außenmantel des Steckers zu liegen. Die waren leicht verbogen. Ich habe versucht sie etwas zu richten, allerdings nur mit Teilerfolg. Der Stecker sitzt nun etwas fester in der Buchse. Eine richtige Klemmung ist das zwar immer noch nicht, aber schon viel besser als vorher. Vielen Dank für Deinen Tipp. Manchmal brauch man einen kleinen Schubser um ein lange brachliegendes Problem anzugehen. Viele Grüße
-
Hallo zpm3atlantis, So viel negatives sehe ich nicht, eher kritisches. Und das ist gut so und wichtig. Das bei Anwendern, die sich ihren Lebensunterhalt mit den Maschinen verdienen, die Grenze zwischen kritischem und negativen eher fließend ist, muss man akzeptieren. Ultimaker ist nicht Dein guter Freund, sondern ein Druckerhersteller, der sich seine Geräte fürstlich bezahlen lässt. Da darf und sollte man auch 'mal Kritik üben, wenn man unzufrieden ist. Es sei denn, man ist ein echter Markenjunkie - dann kommt eh jede Hilfe zu spät. Als direkter Nachfolger zum UM2+ wäre der UM3 meiner Meinung nach in Ordnung, wenn er im gleichen Preissegment liegen würde. Denn immerhin kommen noch einige Folgekosten hinzu: ca. 400€, wenn man den Bauraum schließen will und 120€ für jeden Core. 3600€ sind echt happig und gut zu überlegen. Für ca. 1000€ weniger bekommt man z.B. einen Drucker, - der bereits einen geschlossenen Bauraum besitzt, - einen vollständig geführten Tisch hat, - in Z mit mit 10 Micron Auflösung druckt, - eine Resume-Print Funktion besitzt (bei Stromausfall z.B.) - ein größeres, informativeres Display besitzt - einen 30% größeren Bauraum hat - und dabei weder langsamer noch schlechter drucken soll als der UM Beim Service sieht es aus, als würden sich alle um den letzten Platz prügeln. Eine gute Anlaufstelle, um sich über Drucker zu informieren, ist hier: https://www.3dhubs.com/best-3d-printer-guide Viele Grüße
-
Hallo Peter In vielen Punkten kann ich Dir zustimmen, in einigen bin ich anderer Meinung. Mir ist schon klar, dass bei Euch als Gewerbetreibende die Uhren anders ticken als bei einem Hobbybastler, denn bei Euch hängt ja die Existenz an den Maschinen. Ultimaker ist zwar eine niederländische Firma, aber Ultimaker steht nicht für ganze Land! So fair sollte man sein, bei aller Frustration! Als ich mir meinen UM2+ gekauft habe, war mir bereits vorher bewusst, dass der Drucker 1. hoffnungslos überteuert ist und 2. weder in Hard- noch in Software perfekt ist. Deshalb fühle ich mich nicht als "Geschädigter". Ich wollte unbedingt diese neue Technologie und Alternativen waren rar. Was ich nicht wusste war, dass sich der Service kaum weiterentwickelt. Wenn ich so ein relativ hochpreisiges Gerät kaufe, dann möcht ich auch die Möglichkeit haben, mir alle Ersatz- und Verschleissteile kaufen zu können, ohne erst Dutzende von eBay-Händlern abklappern zu müssen. Und das möglichst nicht zu Mondpreisen (wie z.B. das Ultimaker 2 Extrusion Upgrade Kit für 500€). Insofern finde ich es gut, dass Firmen wie Raise3D auf den Markt drängen (Wie ist eigentlich deren Service?). Wenn Sie besser oder auch nur genauso gut wie die UM's drucken, werden sie wahrscheinlich die Hochpreispolitik von Ultimaker verändern. Und wenn nicht, dann kenne ich wenigstens eine Alternative. Bei den Lobgesängen auf den UM3 möchte ich wie Du ebenfalls nicht mitmachen. Ich sehe den offenen Bauraum, die gleiche Tischaufhängung, die gleichen Feeder - alles wie bei meinem Drucker. Ja selbst die fingerkuppenfreundlichen Metallklammern an der Glasplatte sind wieder mit von der Partie. Die Entwicklung des neuen Druckkopfes geht sicher in die richtige Richtung, Dualdruck ist aber allein kein Merkmal mehr für einen Profidrucker. Auf Gimmicks wie Kamera und automatische Tisch-Nivellierung kann man eigentlich verzichten, vor allem, wenn der Tisch an der Stelle schief ist, wo er gar nicht nivelliert wird. Ach ja, ich vergaß - der Drucker ist ja gar nicht für mich bestimmt, sondern für die Profis. Wie man mit diesen Merkmalen in der Profiliga gegen die etablierten Platzhirsche bestehen will, ist mir schleierhaft. Viele Grüße
-
Hallo FranzK, kann es sein, dass Du mit vollkommen überzogenen Vorstellungen an den 3D-Druck herangehst. Du wirst mit einem FDM-Drucker niemals die Oberfläche und die Maßhaltigkeit eines guten Spritzteils erreichen, ebenso nicht die Klarheit einer geblasenen PET-Flasche. Solche Teile entstehen in Maschinen, die das Hundertfache eines Ultimaker kosten! Schuld an solchen falschen Vorstellungen sind zum großen Teil die Medien, teilweise auch Fachzeitschriften, die dem Ultimaker oft Merkmale anheften, die er kaum oder nur schlecht kann: 0,02 mm Layerhöhe, Druckgeschwindigkeit 150 mm/s oder sogar Plug & Play. Und es gibt immer wieder Leute, die auf jeden Werbemist hineinfallen und glauben ein 3D-Drucker ist nicht viel anders als ein Laserdrucker, obwohl Ihnen der Verstand eigentlich etwas anderes sagen müsste. Stimmt nicht ganz. Ich hab' viel zu wenig Zeit dafür, hätte gern mehr. Job, Haus und Familie rauben mir den größten Teil meiner Zeit. Als Spielzeug kann man den Ultimaker bezeichnen, wie nahezu jedes andere Hobbywerkzeug auch. Auch meine CNC, meine Lötstation oder meine Spiegelreflex sind eigentlich nur Spielzeug für große Kinder - und es macht mir einen Riesenspaß. Ehrlich gesagt, habe ich sehr großen Respekt vor den Leuten, die sich mit dem Ultimaker in die Selbstständigkeit aufmachen. Die durch fehlende Sensorik eigentlich kaum vorhandene Prozess-Sicherheit muss man versuchen, durch viel Erfahrung und Sachverstand auszugleichen. Das mag ja noch gehen. Vielmehr Sorgen macht da bestimmt der Service und die Ersatzteilsituation. Da brauch man mit Sicherheit sehr verständnisvolle Kunden oder ein paar UM's in Reserve. Ich weiß allerdings nicht, ob Ultimaker hier zweigleisig fährt, d.h. Gerwebetreibenden einen besseren Service bietet als Consumern. Bei mir ist die Quote genau andersrum. Ich muss ab und zu ein Teil wegwerfen und nicht immer liegt es am Drucker. Das ist einfach der Preis, den Du zahlen musst, wenn Du einen Drucker ohne Prozessüberwachung verwendest. Für einen 3D-Drucker, wo Du ziemlich genau weißt, was Du nach 20 Stunden aus dem Drucker holst, musst Du an den Preis mindestens eine Null dranhängen! Viele Grüße
-
Hallo Peter, ich kann Dir empfehlen, als Einsteiger zunächst einen großen Bogen um ABS zu machen. Vor allem, wenn Du Gehäuseteile drucken willst, also Teile, die maßlich passen sollen. Bei ABS ist die Gefahr des Warpings sehr hoch. PLA ist ideal für Gehäuse - ich drucke meine Gehäuseteile nur aus PLA. Beachten musst Du nur das PLA spätestens ab 70°C wieder plastisch wird - für Teile, die z.B. der prallen Sonne ausgesetzt sind, ist es nicht geeignet. PLA ist nicht weicher als ABS, sondern härter. Die Festigkeit der Teile bestimmst Du mit der Wandstärke und der Höhe des Infills. Während Du PLA ohne weiteres in einem Wohnraum drucken kannst, ist das bei ABS nicht der Fall! Hier findest Du eine Gegenüberstellung von PLA und ABS: https://3druck.com/lieferanten-haendler/fdm-3d-druck-abs-oder-pla-sind-die-unterschiede-2020380/ Viele Grüße
-
Hallo pixl2, verwendest Du die Originalfirmware? Eigentlich läuft der Startvorgang folgendermaßen ab: wenn Bett- und Düsentemperatur erreicht sind, fährt der Tisch ca. 20 bis 30 mm unter die Düse, dann beginnt die Vorextrusion, danach fährt der Drucker in allen drei Achsen gleichzeitig zum Druckstartpunkt. Hast Du beim Kalibirieren des Düsenabstandes zum Tisch auch den Part mit dem einem Millimeter abgearbeitet? Viele Grüße
-
Hallo Sickboy, das gleiche Problem hatte ich auch schon einmal. Leider bietet Cura keine Möglichkeit, das Modell abghängig vom Z-Wert in unterschiedlich starken Schichten zu slicen. Ein Plugin ist mir auch nicht bekannt. Ich habe einfach das Modell komplett mit zwei Schichtstärken (0,1 mm und 0,05 mm) rechnen lassen und dann die beiden G-Codes am gewünschten (gemeinsamen!) Z-Wert geteilt, die Layer neu numeriert und entsprechend wieder zusammengefügt. Allerdings sollte man hier sehr sorgfältig arbeiten, um keinen Crash zu fahren. Der Unterschied zwischen den beiden Schichtstärken sollte auch nicht zu groß sein, da eine dickere Schicht i.d.R. auch einen anderen Vorschub und/oder eine andere Temperatur verlangt. Während der Vorschub keine Probleme macht, wird die Temperatur nicht im G-Code übergeben und muss am Drucker in dem Moment manuell geändert werden, wenn sich die Schichtstärke ändert. Viele Grüße
-
Hallo oobdoo, vielen Dank für den Hinweis, so etwas ähnliches habe ich auch vor zu konstruieren, vielleicht noch etwas massiver. Hoffe, dass der Spuk dann eine Ende hat. Eigentlich ein Witz, dass man sich so etwas bauen muss. Viele Grüße
-
Hallo PeSch, Ich glaube nicht dass Du eine Antwort erhalten wirst, denn Cura macht eigentlich alles richtig - das Programm verhindert, dass die Düse mit den Halteklammern kollidiert. Wenn Dein Druckobjekt in X-Richtung größer ist als der innere Abstand zwischen den Halteklammern, verringert Cura den Bauraum in Y auf 205 mm. Dein Objekt mit X = 197 mm passt nicht zwischen die Klammern. Da Dein Druckobjekt in Y-Richtung 215 mm groß verweigert Cura das Slicen und verhindert damit einen Crash. Die Cura-Entwickler sind einfach ehrlicher als die Werbe- bzw. Marketing-Experten von UM. Cura zeigt Dir somit, was der Drucker wirklich kann. Das Herunterskalieren bei technischen Objekten macht keinen Sinn. Du solltest es deaktivieren, denn ein technisches Teil soll ja in der Regel maßlich passen. Bei künstlerischen Objekten wie Figuren, Büsten, Vasen o.ä. kann man die Funktion verwenden, um den maximalen Bauraum auszunutzen. An solche Objekte wird kaum jemand einen Meßschieber anlegen. Viele Grüße
-
Hallo Hardy, Genau hier liegt das Problem. Ich bin über diesen Punkt auch schon einmal gestolpert und musste deswegen die Konstruktion für ein größeres Gehäuse aufwendig abändern. Die in den technischen Daten angegebene Bauraumgröße 223 x 223 x 205 lässt sich nicht erreichen. Wenn Du einen Quader in dieser Größe in Cura lädst, färbt Cura das Objekt grau ein - Objekt zu groß, bzw. außerhalb des Bereichs. Ich habe 'mal versucht herauszufinden, wie groß bei meinem Drucker das Objekt maximal sein darf und bin auf einen Wert von 220.998 x 205 x 205 gekommen. [media=25347] [/media] Wenn ich die Skalierung nur um ein Tausendstel erhöhe, wird das Objekt grau eingefärbt. Brim und Skirt sind auf Null. Ich verwende keine Anbauten, die den maximalen Bauraum verkleinern. [media=25348] [/media] Vor allem die Abweichung in Y zum beworbenen Bauraum finde ich heftig. [media=25354] [/media] Passt das Objekt zwischen die Halteklammern für die Glasplatte, ist ein größerer Y-Wert möglich. Beides zusammen Xmax und Ymax gehen nicht. Viele Grüße
-
Hallo Hardy, mit welcher Cura-Version arbeitest Du? Duplizierst Du die Teile in Cura oder lädst Du sie bereits gruppiert als STL-Datei. Wenn Du die Kopien extern erstellst und die Gruppe ist dann größer als der Bauraum, dann kann es passieren, dass Cura das gesamte Druckobjekt verkleinert, wenn unter "Allgemein" die Option "Große Modelle anpassen" aktiviert ist. Besser die Teile in Cura duplizieren und die o.g. Option deaktivieren. Viele Grüße

