

Maybe new cura doesn't use the same place holders. Try to write your own speeds to see how it goes.
Also I don't think that you need to add the temperature lines, that should be handled by cura I suppose?
Edited by Guest
Maybe new cura doesn't use the same place holders. Try to write your own speeds to see how it goes.
Also I don't think that you need to add the temperature lines, that should be handled by cura I suppose?
Edited by GuestThe top/bottom thickness box is irrelevant but is showing .72mm. Am I going to get .72 mm or will I get 1.2mm for the top and 0.9mm for the bottom?
The top/bottom thickness sould be disabled if you see both of it's children. This should give you the hint that 1.2mm will be used for top and 0.9 for the bottom.
 1
1

Thanks for that @nallath ; hint taken 
Maybe new cura doesn't use the same place holders. Try to write your own speeds to see how it goes.
Also I don't think that you need to add the temperature lines, that should be handled by cura I suppose?
Yup wrote my own own speeds to do my first test. Yes I saw later that the temp lines are handled by Cura 2.3.0. The code is not in the default Start code so must be inserted by the Cura compiler or whatever I guess. But that still leaves me with the problem of the travel speed.
Perhaps you could have a look @nallath
Ok just done my first 2.3.0 print. Happily everything ran from start to finish without any failures or real weirdos; no crashes or extrusion problems. Also the quality of the finish I thought was good, especially on first run through.
Beware! If you do not set everything to “on” with the Visibility Settings screen, you will not see what strange things Cura is doing in the background. E.G. I used a standard print and settings so I could compare 2.3.0 with 15.04.04 and Kisslicer and S3D. The first shock was that whilst it is a 27-28 minute print, Cura was estimating 42 minutes when normally for me it underestimates a small amount. Anyway I went ahead, assuming it might be acceleration or something similar; but no it took about 42 minutes.
The first thing I did then was turn on all the Availability settings and there it was. Whilst I had asked for 30mm/s, Cura had set outer wall/skin was 15mm/s, infill was also slower, Top and Bottom were slower. Anyway it did not take me too long to get Cura back to an estimate of 26 minutes.
The top and bottom finishes came out very well; on the one sample I would say better than 15.04.4 - there were of course a variety of settings Cura had turned on without me knowing, which may have helped or been a hindrance - indeed of course some of the print speeds were slower which probably did help to enhance the finish. So I need to do some more work on that one.
On that one sample, dimensional accuracy was not good, err rather bad (same model, in theory same settings); on average 250 microns worse than Cura 15.04.4 and noticeably worse than Kisslicer, which in my recent tests, quite extensive, was not as good as Cura 15.04.4. This is even weirder given that Cura was running some of the speeds slower than I had expected.
One test does not a problem make. But I mention it at this stage only because the difference is huge. There are no curves or circles here, just rectangular geometries on the x/y axis, Maybe the developers are aware, maybe they are not.
Of course there is a bunch of settings set that I did not want, so I need to go through those carefully and retest but with the speeds being slow and the flow being standard, I am not sure there are other settings that would have such a large impact, but I should get another test through in the next few hours.
One final point that I am hoping someone can help me with so I save some time. I selected z-hop and saw during the print than when the hop happened, there was a very small pyramid shaped piece of filament was left on the surface just exited. If you look at the final print quickly you do not see them but a closer look exposes them. I will change the retraction settings but the following will help.
Does the hop happen after, during or before the retraction?
I did my 2nd print and the result was so much better. As before finish was good and there are some tweaks in the bag which I am sure will turn that to excellent. It was much faster, this time being 4 minutes faster than 15.04.4, although for some reason layer 1 printed at 30mm/s rather than 20 mm/s, so it will be a bit slower but nonetheless still significantly faster.
The dimensional accuracy was fantastic, being 40 microns better than 15.04.4 rather the 250 microns worse. This was the best result I have had on this test over the past weeks. On the basis of this result 2.3.0 rocks
I can't get any Supports to actually touch the build plate on this object (only if I turn on Raft can I get Supports on the first Object Print Layer.
I've got the same behaviour here. Also with a round object like yours.
So ehh... Any chance of printing to UM2+ over USB ?
Edit: While actually choosing UM2+ as the printer and not a custom FDM printer.
Edited by GuestStumbled upon another issue: disabling cooling seems to have no effect. The fan is always running - this wasn't the case with cura 2.1
Testing 2.3 and I love it! There is one thing I can't find: TweakAtZ.
From what I understand the scripts should be under 'Extensions’ → ‘Post processing’
but all I find is 'Extensions’ → ‘Changelog’ → ‘Show changelog’ .
I tried it on two machines, both running on Ubuntu 16.04. Is it just me or is this a bug in the Linux version?
Testing 2.3 and I love it! There is one thing I can't find: TweakAtZ.
From what I understand the scripts should be under 'Extensions’ → ‘Post processing’
but all I find is 'Extensions’ → ‘Changelog’ → ‘Show changelog’ .
I tried it on two machines, both running on Ubuntu 16.04. Is it just me or is this a bug in the Linux version?
Could be a bug of the linux version, because it should be there.
As far as I remember the postprocessing plugin isn't installed automaticly in the Linux-(PPA)-Version, but you should be able to install it manualy either via Synaptic - search for "cura" - there should be "cura-extra-plugin-postprocessing" or via a Terminal with
sudo apt install cura-extra-plugin-postprocessing
I'm thinking my profile got clobbered or something is up with the 2.3 beta...I can't get Bed Temp and Print Temps to show up on the Ultimaker Original (with heated bed) or for the UM2.
I go to settings to enable them and there's an "i" in front of them....but no way to make that appear in the menu. I sort of seem stuck in a loop
Hover over the i. It should show you why it's hiding it.
The um2 will never show heated bed temperature; The machine itself decides the bed temp.
Hmn I seem to have a gcode creation problem.
In my start code I have
>>snip
G1 F{travel_speed}
And that is what is appearing in the gcode file created by Cura. It seems to be failing to replace the variable with the figure in the profile settings.
I have the same thing in the end code with
G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed}
It is a custom printer with the RepRap (Marlin) Gcode Flavour selected – the same as I have in 15.04.4
bump
>>snip
One final point that I am hoping someone can help me with so I save some time. I selected z-hop and saw during the print than when the hop happened, there was a very small pyramid shaped piece of filament was left on the surface just exited. If you look at the final print quickly you do not see them but a closer look exposes them. I will change the retraction settings but the following will help.
Does the hop happen after, during or before the retraction?
bump
Hover over the i. It should show you why it's hiding it.
The um2 will never show heated bed temperature; The machine itself decides the bed temp.
Why is that? I'd certainly like to know what temp it is using so I can decide if that is too low or high.
Why is that? I'd certainly like to know what temp it is using so I can decide if that is too low or high.
Cura doesn't have the temperature, so it can't show what it doesn't have. Back in the day, we thought that settings such as temperature should be material dependant, so you could use the same g-code with different materials. We now know that this is very naive.
As far as I remember the postprocessing plugin isn't installed automaticly in the Linux-(PPA)-Version, but you should be able to install it manualy either via Synaptic - search for "cura" - there should be "cura-extra-plugin-postprocessing" or via a Terminal with
sudo apt install cura-extra-plugin-postprocessing
Thank you so much! That solved it
G1 F{travel_speed}
Try G1 F{speed_travel} instead.
For all the parameter names, check https://github.com/Ultimaker/Cura/blob/master/resources/definitions/fdmprinter.def.json
Hi There,
When i try to download 2.3.0 Beta it loads a file called... 2.3.0 beta but installs 2.1.99 master something. Can you help or can you tell me where to dowload latest build for 2.3.0 beta thanks.
@Yellowshark: Just wanted to thank you for this excellent post. I too have been having problems with extremely long print times and could not determine why until now. I am having great results with 2.3 beta otherwise, hats-off to the design team!
Ok just done my first 2.3.0 print. Happily everything ran from start to finish without any failures or real weirdos; no crashes or extrusion problems. Also the quality of the finish I thought was good, especially on first run through.
Beware! If you do not set everything to “on” with the Visibility Settings screen, you will not see what strange things Cura is doing in the background. E.G. I used a standard print and settings so I could compare 2.3.0 with 15.04.04 and Kisslicer and S3D. The first shock was that whilst it is a 27-28 minute print, Cura was estimating 42 minutes when normally for me it underestimates a small amount. Anyway I went ahead, assuming it might be acceleration or something similar; but no it took about 42 minutes.
The first thing I did then was turn on all the Availability settings and there it was. Whilst I had asked for 30mm/s, Cura had set outer wall/skin was 15mm/s, infill was also slower, Top and Bottom were slower. Anyway it did not take me too long to get Cura back to an estimate of 26 minutes.
The top and bottom finishes came out very well; on the one sample I would say better than 15.04.4 - there were of course a variety of settings Cura had turned on without me knowing, which may have helped or been a hindrance - indeed of course some of the print speeds were slower which probably did help to enhance the finish. So I need to do some more work on that one.
On that one sample, dimensional accuracy was not good, err rather bad (same model, in theory same settings); on average 250 microns worse than Cura 15.04.4 and noticeably worse than Kisslicer, which in my recent tests, quite extensive, was not as good as Cura 15.04.4. This is even weirder given that Cura was running some of the speeds slower than I had expected.
One test does not a problem make. But I mention it at this stage only because the difference is huge. There are no curves or circles here, just rectangular geometries on the x/y axis, Maybe the developers are aware, maybe they are not.
Of course there is a bunch of settings set that I did not want, so I need to go through those carefully and retest but with the speeds being slow and the flow being standard, I am not sure there are other settings that would have such a large impact, but I should get another test through in the next few hours.
One final point that I am hoping someone can help me with so I save some time. I selected z-hop and saw during the print than when the hop happened, there was a very small pyramid shaped piece of filament was left on the surface just exited. If you look at the final print quickly you do not see them but a closer look exposes them. I will change the retraction settings but the following will help.
Does the hop happen after, during or before the retraction?
Here's another bug:
Sometimes Cura 2.3 beta fills open spaces with material. This happened three times now and at first I thought I did some mistakes in modeling. But now I compared the same model in two different versions of cura.
Here's 2.1:
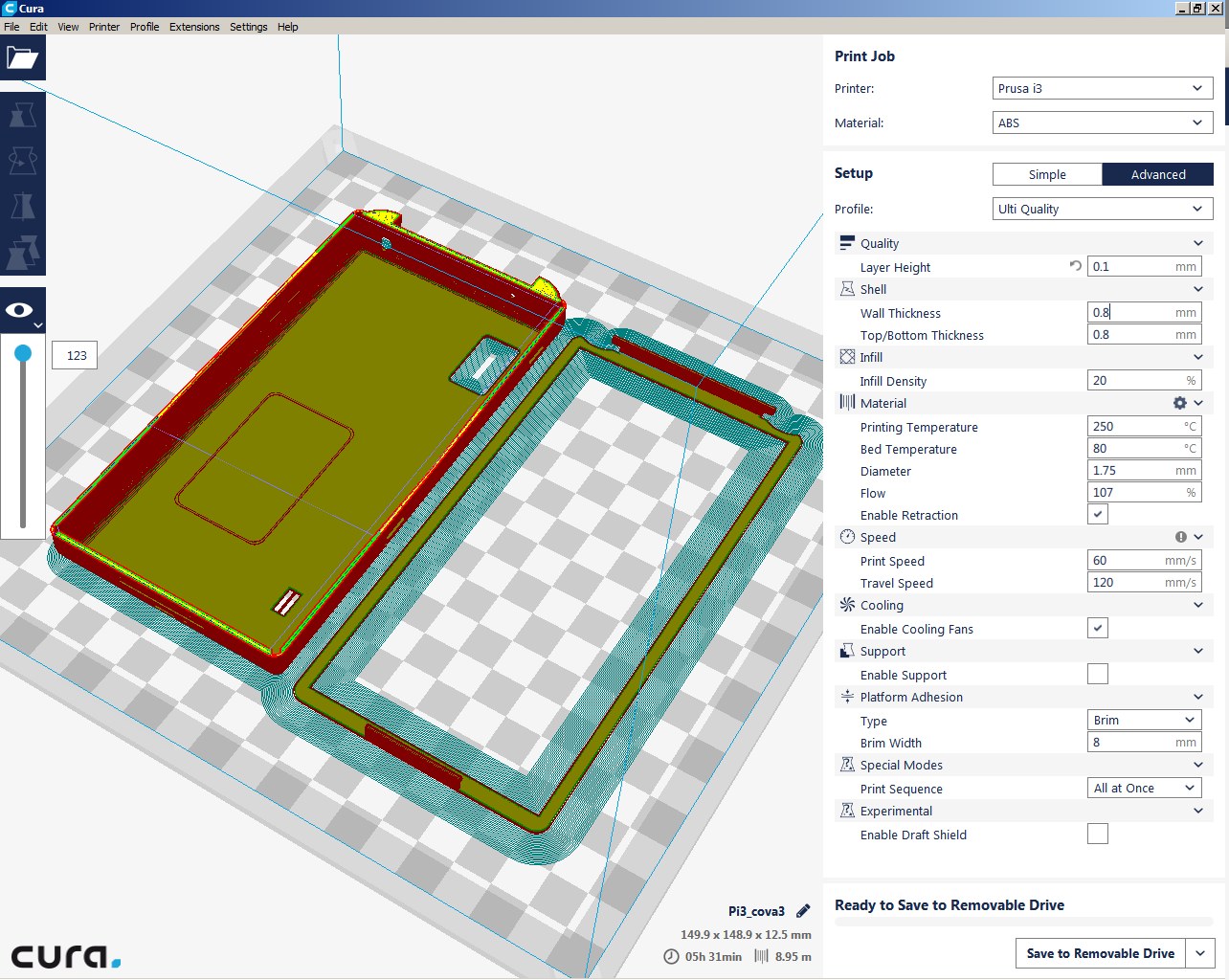
and here the same model in 2.3 beta:
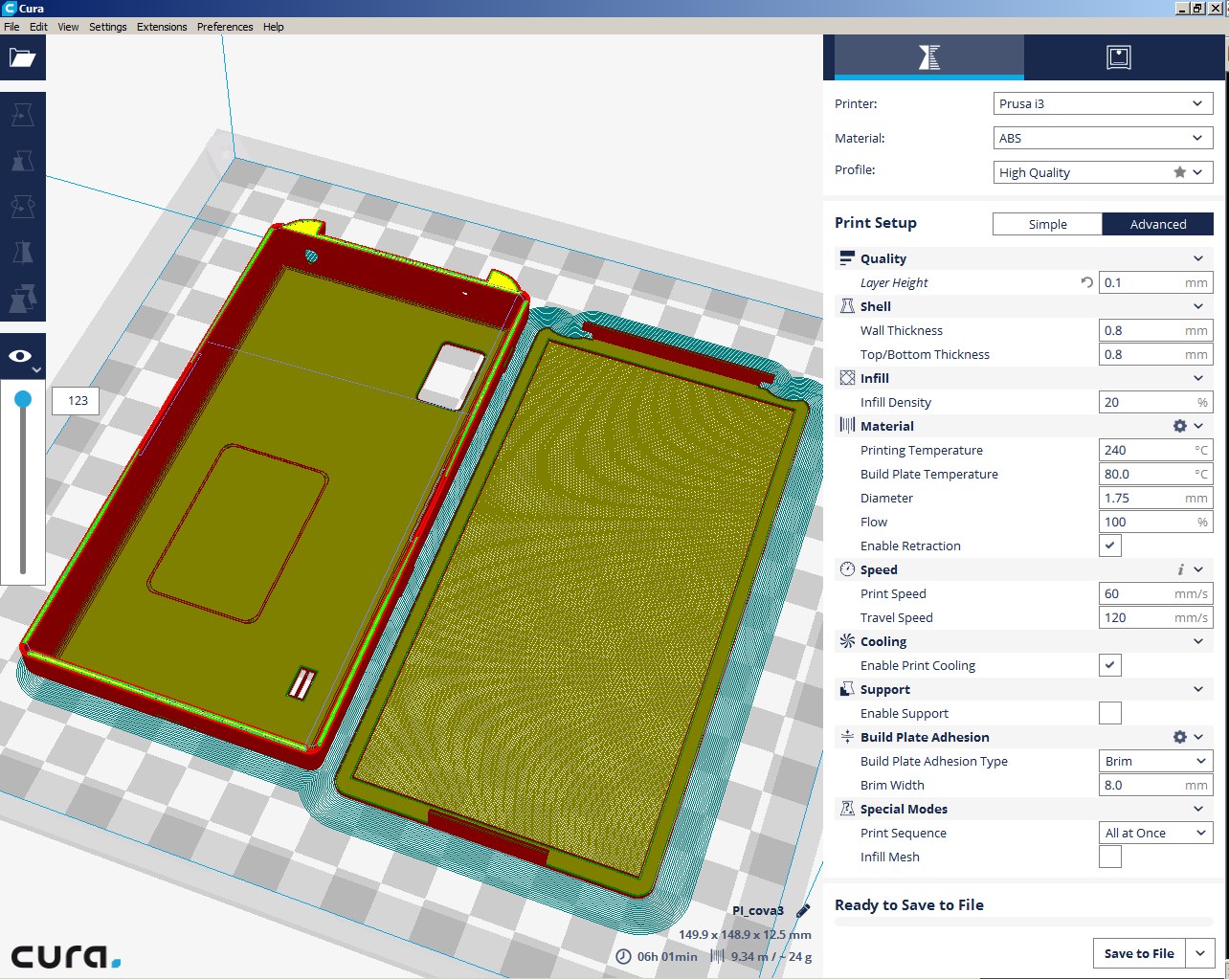
The unwanted material has a thickness of 4 layers (0,1mm each) and it happens on windows and on linux.
I guess it has something to do with the Z-position of the right part. It's not 100% on the same level as the left one, but it's just a few nanometers. When the parts are at exactly the same height, cura 2.3 beta leaves the space open like it's intended.
If someone would like to investigate, here's the model:

ArunC posted a topic in UltiMaker Cura,
.thumb.jpeg.0b7a05eafc09add17b8338efde5852e9.jpeg)
Dustin posted a topic in Firmware,








Recommended Posts
Top Posters In This Topic
30
24
19
18
Popular Days
Sep 2
50
Sep 21
16
Sep 3
15
Oct 19
8
Top Posters In This Topic
DaHai8 30 posts
nallath 24 posts
ahoeben 19 posts
yellowshark 18 posts
Popular Days
Sep 2 2016
50 posts
Sep 21 2016
16 posts
Sep 3 2016
15 posts
Oct 19 2016
8 posts
Posted Images
yellowshark 153
Hmn I seem to have a gcode creation problem.
In my start code I have
M190 S{print_bed_temperature}
M109 S{print_temperature}
G1 F{travel_speed}
And that is what is appearing in the gcode file created by Cura. It seems to be failing to replace the variables with the figures in the profile settings.
I have the same thing in the end code with
G1 Z+0.5 E-5 X-20 Y-20 F{travel_speed}
It is a custom printer with the RepRap (Marlin) Gcode Flavour selected – the same as I have in 15.04.4
Link to post
Share on other sites