


That is why I caved and got simplify I am a little upset I spent money on it but its support feature is useful. I wanted to look at netfabb but because you have to send for a quote I assumed it was expensive. Cura still has a pretty good support generator and the places it misses I find I can add some support manually and be fine.




 I've been meaning to try this new type of support for a while but I've just never gotten around to it because I hate support and do everything I can to avoid it. Or maybe I'm just lazy and wanted someone to do the initial hard work first?
I've been meaning to try this new type of support for a while but I've just never gotten around to it because I hate support and do everything I can to avoid it. Or maybe I'm just lazy and wanted someone to do the initial hard work first?










Recommended Posts
Top Posters In This Topic
12
9
8
5
Popular Days
Jan 6
12
Dec 29
9
Jan 10
9
Dec 30
6
Top Posters In This Topic
aaronalai 12 posts
illuminarti 9 posts
nick-foley 8 posts
gr5 5 posts
Popular Days
Jan 6 2014
12 posts
Dec 29 2013
9 posts
Jan 10 2014
9 posts
Dec 30 2013
6 posts
Posted Images
gr5 2,210
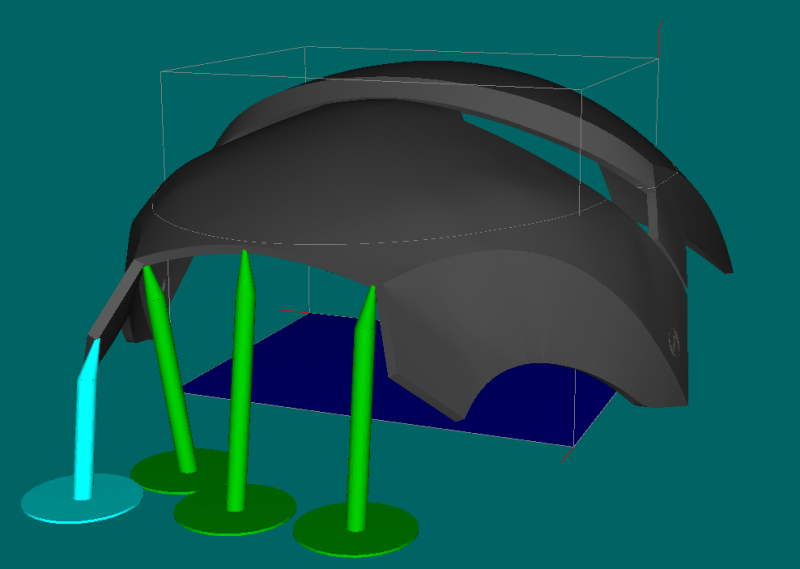
I played with the support tool for an hour in meshmixer a while back and I wasn't convinced it was useful for 3d printing. For example the dragon wings you show - yes definitely it will keep them from moving around while printing, but the underside of the wing is going to have lots of strands of pla that loop/fall down way below the wing. I don't see how those occasional supports are going to help. It seems like you need continuous support lines along the edges so that cura can bridge from one support to the other creating the flat(ish) wing.
The support feature seems meant to support flimsy structures, but not designed to support overhangs. But on the other hand it's hard to argue with the result you got so far. Perhaps the part you printed so far mostly only has bridging issues? And not overhangs?
Link to post
Share on other sites
illuminarti 18
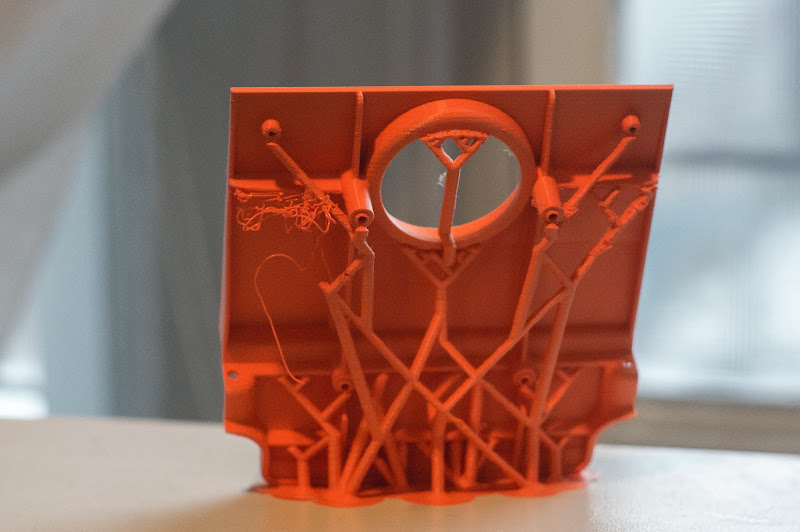
I agree it's probably not ideal for large areas of almost flat surfaces printed in mid-air, but it's surprisingly good for most things, to be honest. The biggest challenge on the dragon print is not printing the wings per se, but getting the supports to remain intact to the top of the print. Parts like the head, which builds from the chin up, and the totally unsupported almost horizontal trailing edges of the wings, print fine. The body too, which hangs down below the level at which the legs join the torso, prints nicely, supported by about a dozen evenly spaced support points.
Link to post
Share on other sites